
一种钛合金自锁螺母的收口方法.pdf

含秀****66

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钛合金自锁螺母的收口方法.pdf
本发明公开了一种钛合金自锁螺母的收口方法,包括以下步骤:将成型后的钛合金自锁螺母放入钛合金水淬炉内进行固溶处理;将固溶处理后的钛合金自锁螺母进行常规机械加工;将经常规机械加工的钛合金自锁螺母进行热收口加热处理;将热收口加热处理后的钛合金自锁螺母依次取出进行收口变形以完成收口;将收口后的钛合金自锁螺母放入钛合金专用真空炉进行时效热处理;将时效热处理后的钛合金自锁螺母冷却至室温,即可。具有操作简单、易于推广、效果显著的特点。
自锁螺母收口工装.pdf
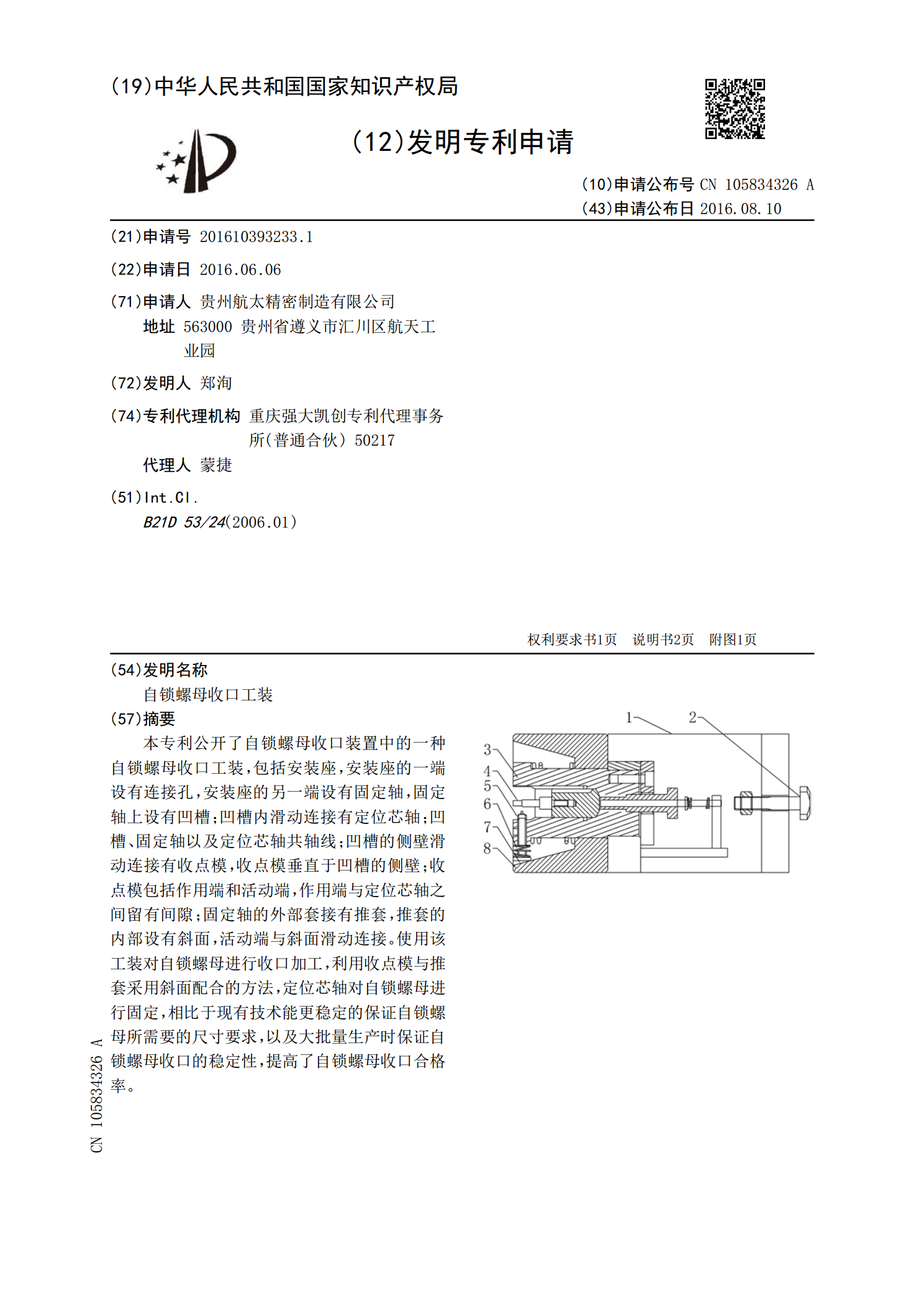
本专利公开了自锁螺母收口装置中的一种自锁螺母收口工装,包括安装座,安装座的一端设有连接孔,安装座的另一端设有固定轴,固定轴上设有凹槽;凹槽内滑动连接有定位芯轴;凹槽、固定轴以及定位芯轴共轴线;凹槽的侧壁滑动连接有收点模,收点模垂直于凹槽的侧壁;收点模包括作用端和活动端,作用端与定位芯轴之间留有间隙;固定轴的外部套接有推套,推套的内部设有斜面,活动端与斜面滑动连接。使用该工装对自锁螺母进行收口加工,利用收点模与推套采用斜面配合的方法,定位芯轴对自锁螺母进行固定,相比于现有技术能更稳定的保证自锁螺母所需要的尺
一种托板自锁螺母自动收口设备.pdf
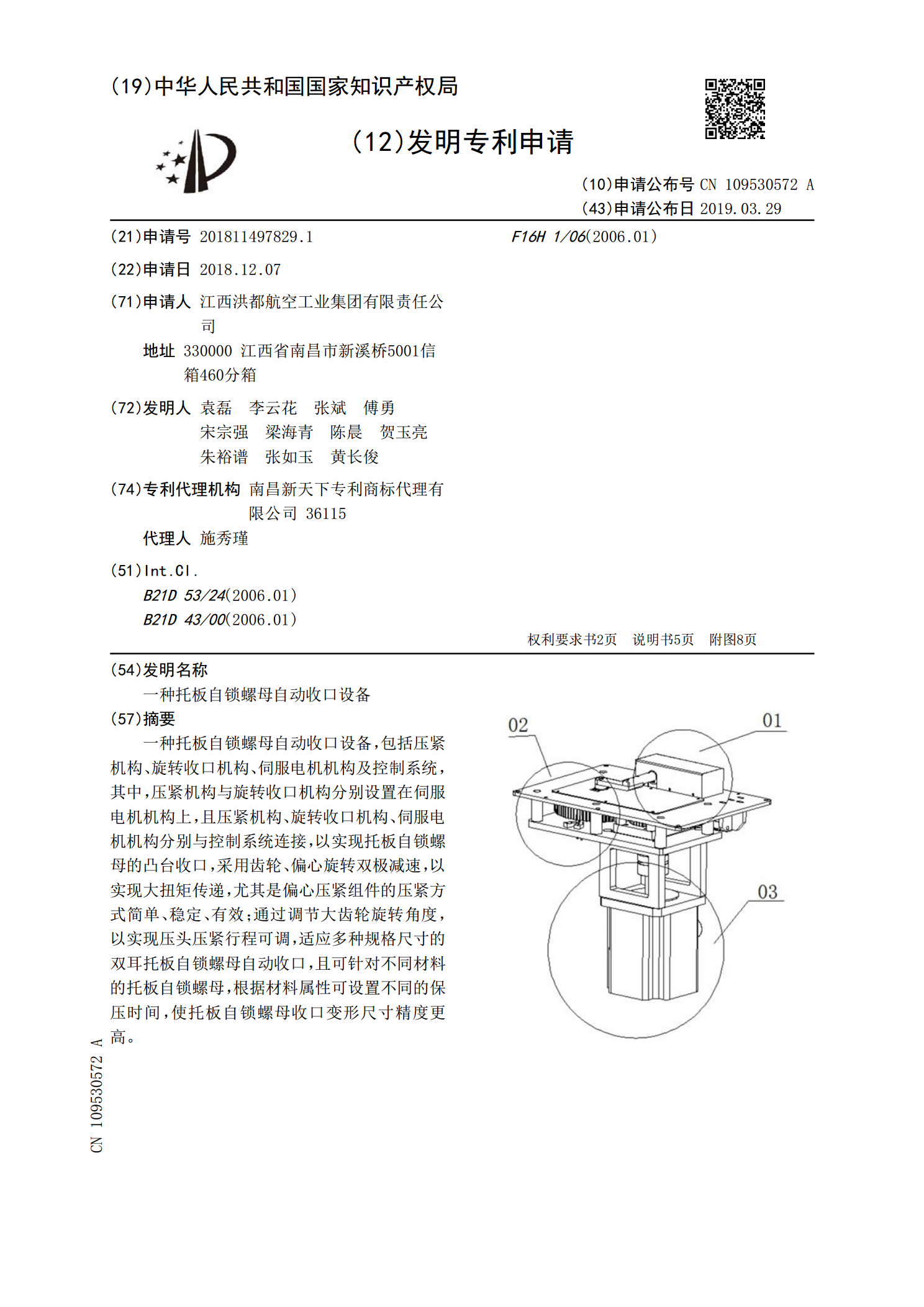
一种托板自锁螺母自动收口设备,包括压紧机构、旋转收口机构、伺服电机机构及控制系统,其中,压紧机构与旋转收口机构分别设置在伺服电机机构上,且压紧机构、旋转收口机构、伺服电机机构分别与控制系统连接,以实现托板自锁螺母的凸台收口,采用齿轮、偏心旋转双极减速,以实现大扭矩传递,尤其是偏心压紧组件的压紧方式简单、稳定、有效;通过调节大齿轮旋转角度,以实现压头压紧行程可调,适应多种规格尺寸的双耳托板自锁螺母自动收口,且可针对不同材料的托板自锁螺母,根据材料属性可设置不同的保压时间,使托板自锁螺母收口变形尺寸精度更高。
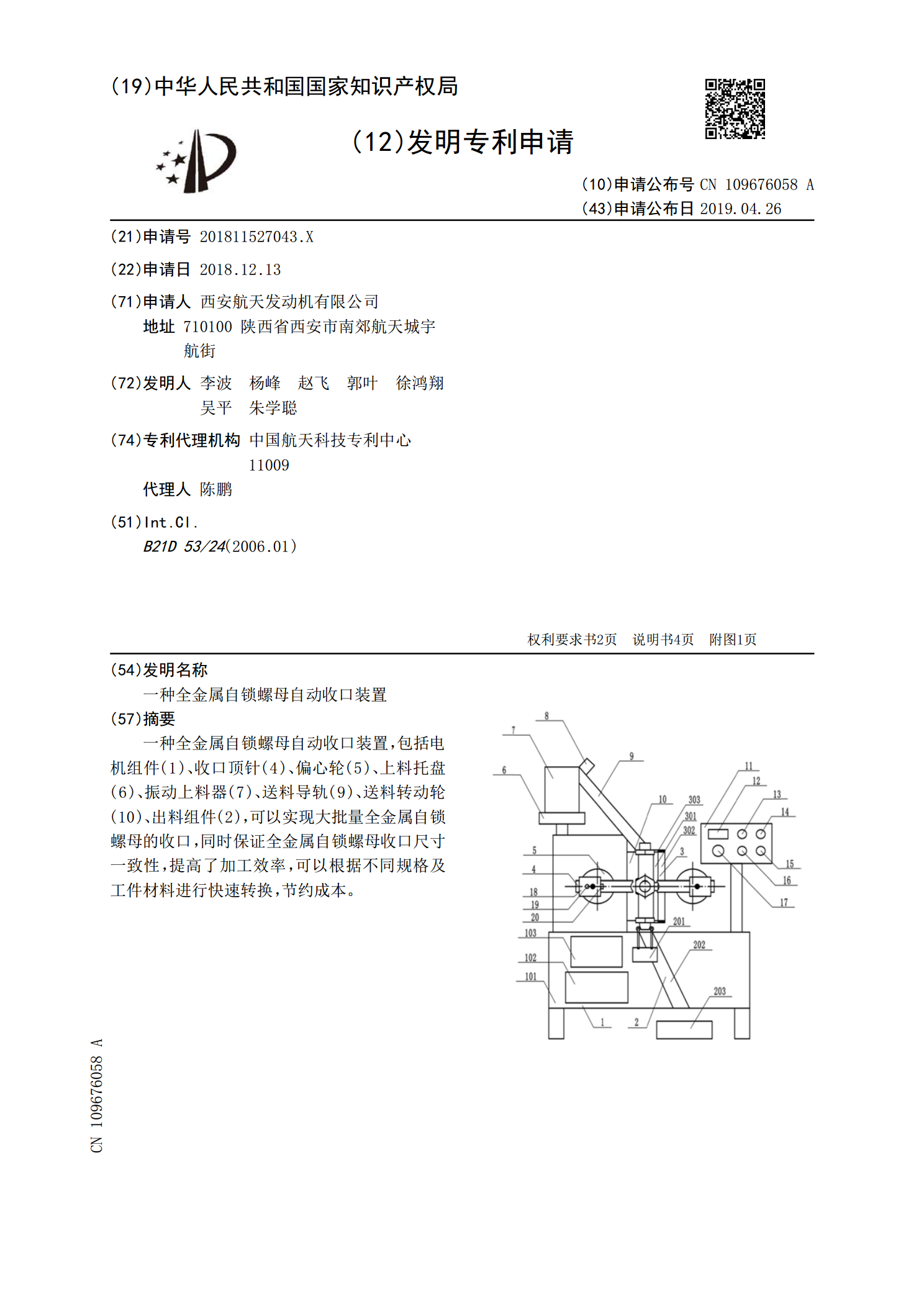
一种全金属自锁螺母自动收口装置.pdf
一种全金属自锁螺母自动收口装置,包括电机组件(1)、收口顶针(4)、偏心轮(5)、上料托盘(6)、振动上料器(7)、送料导轨(9)、送料转动轮(10)、出料组件(2),可以实现大批量全金属自锁螺母的收口,同时保证全金属自锁螺母收口尺寸一致性,提高了加工效率,可以根据不同规格及工件材料进行快速转换,节约成本。
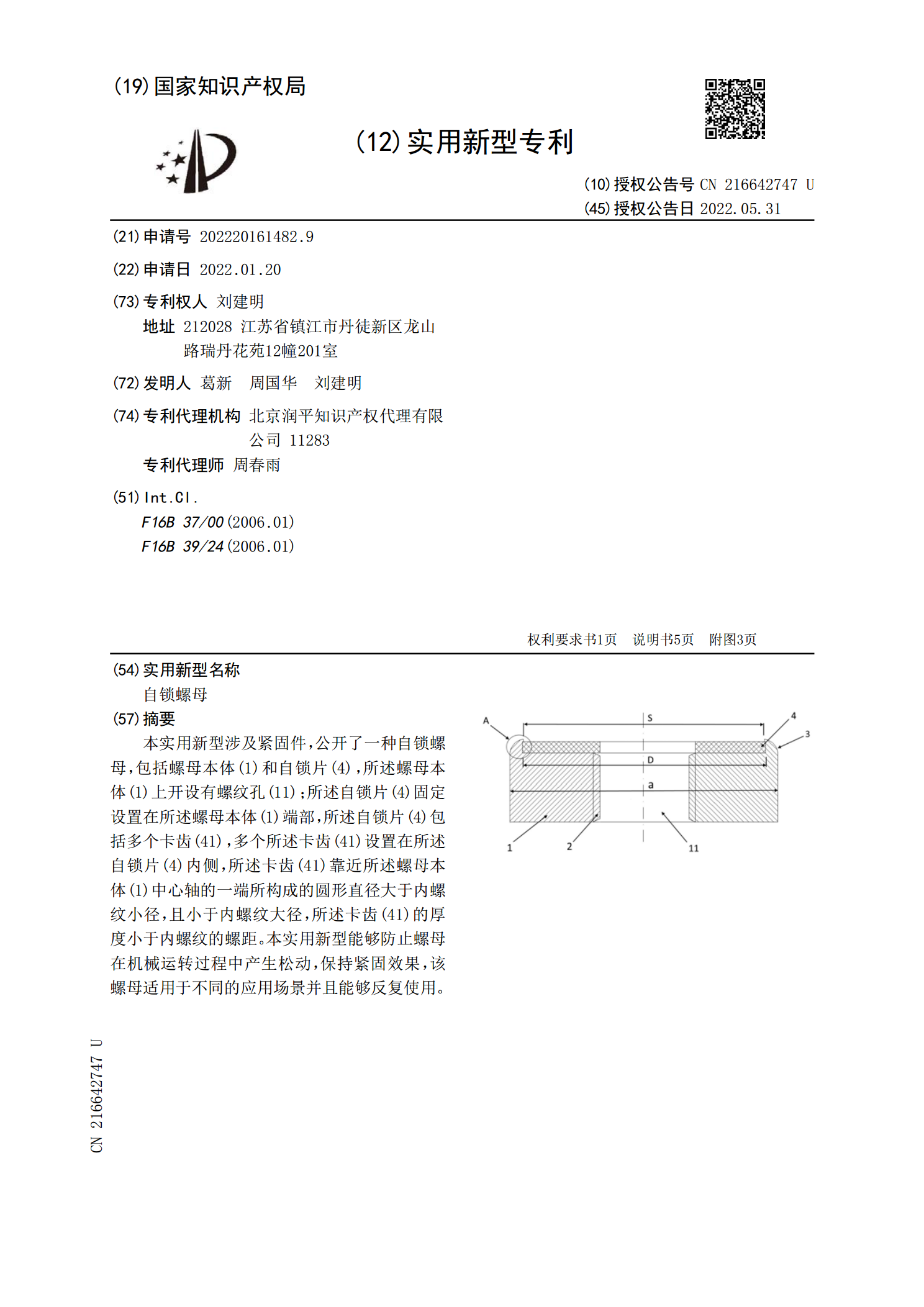
自锁螺母.pdf
本实用新型涉及紧固件,公开了一种自锁螺母,包括螺母本体(1)和自锁片(4),所述螺母本体(1)上开设有螺纹孔(11);所述自锁片(4)固定设置在所述螺母本体(1)端部,所述自锁片(4)包括多个卡齿(41),多个所述卡齿(41)设置在所述自锁片(4)内侧,所述卡齿(41)靠近所述螺母本体(1)中心轴的一端所构成的圆形直径大于内螺纹小径,且小于内螺纹大径,所述卡齿(41)的厚度小于内螺纹的螺距。本实用新型能够防止螺母在机械运转过程中产生松动,保持紧固效果,该螺母适用于不同的应用场景并且能够反复使用。