
低锰高铬抗HIC管线用针状铁素体钢及其制造方法.pdf

岚风****55

1/8
2/8

3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

低锰高铬抗HIC管线用针状铁素体钢及其制造方法.pdf
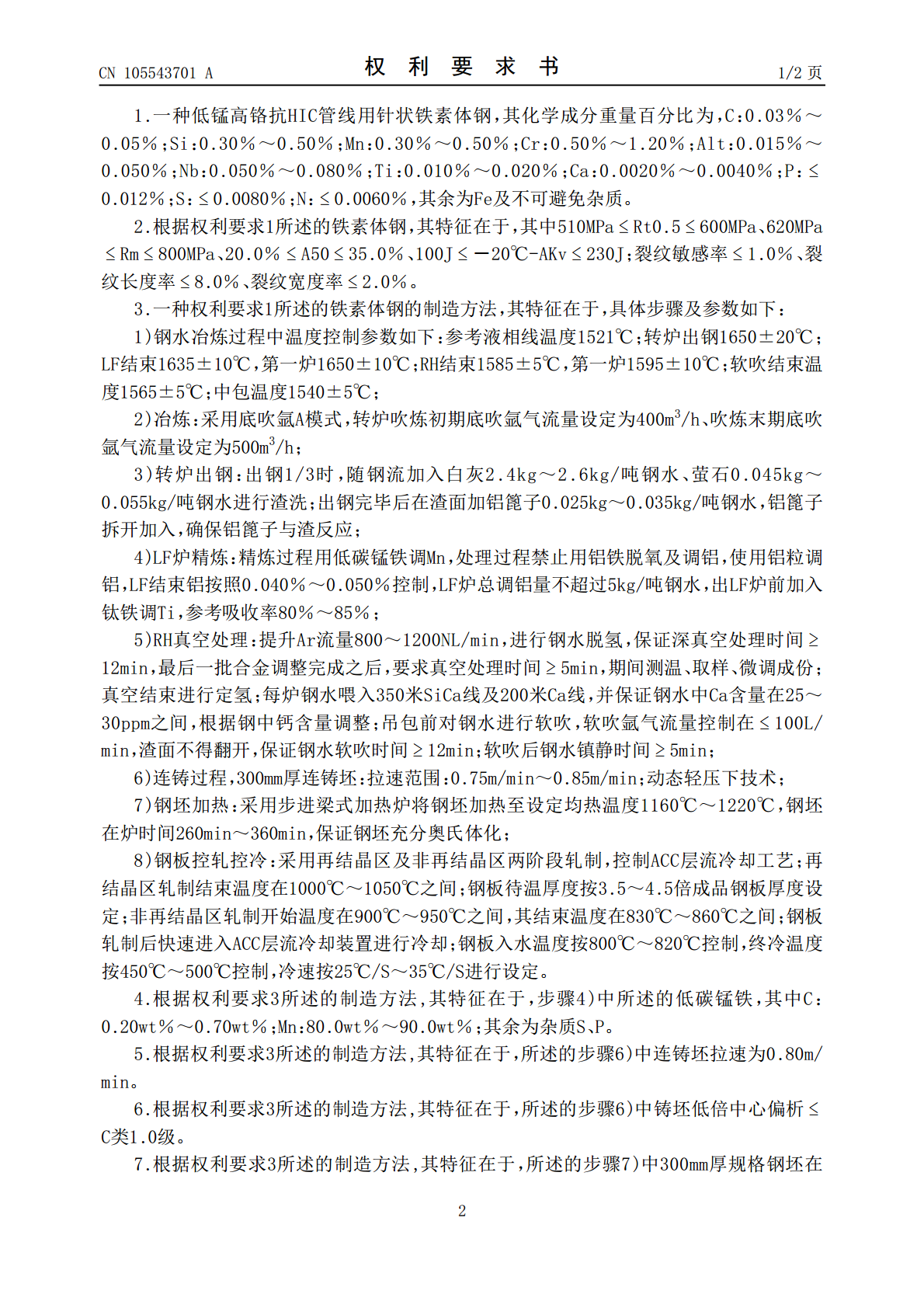
一种低锰高铬抗HIC管线用针状铁素体钢及其制造方法,属于铁素体钢技术领域。化学成分重量百分比C:0.03%~0.05%;Si:0.30%~0.50%;Mn:0.30%~0.50%;Cr:0.50%~1.20%;Alt:0.015%~0.050%;Nb:0.050%~0.080%;Ti:0.010%~0.020%;Ca:0.0020%~0.0040%;P:≤0.012%;S:≤0.0080%;N:≤0.0060%,其余为Fe及不可避免杂质;通过铁水脱硫扒渣、转炉冶炼、LF炉精炼、RH真空处理、板坯浇铸、板坯

高铬、高钼铁素体不锈钢的制备方法.pdf
公开了铁素体不锈钢的制备方法,其包括以下步骤:a)在转炉内,对铁水进行初脱碳和合金化,以得到第一不锈钢钢液;b)对所述第一不锈钢钢液进行真空吹氧脱碳(VOD),以得到第二不锈钢钢液;以及c)在钢包精炼炉(LF)内对所述第二不锈钢钢液进行精炼,从而得到所述铁素体不锈钢。所述方法生产效率高、成本低,适合工业化大生产,并且产品质量稳定。
一种经济型抗HIC及抗SSCCX80MS管线钢及其制造方法.pdf
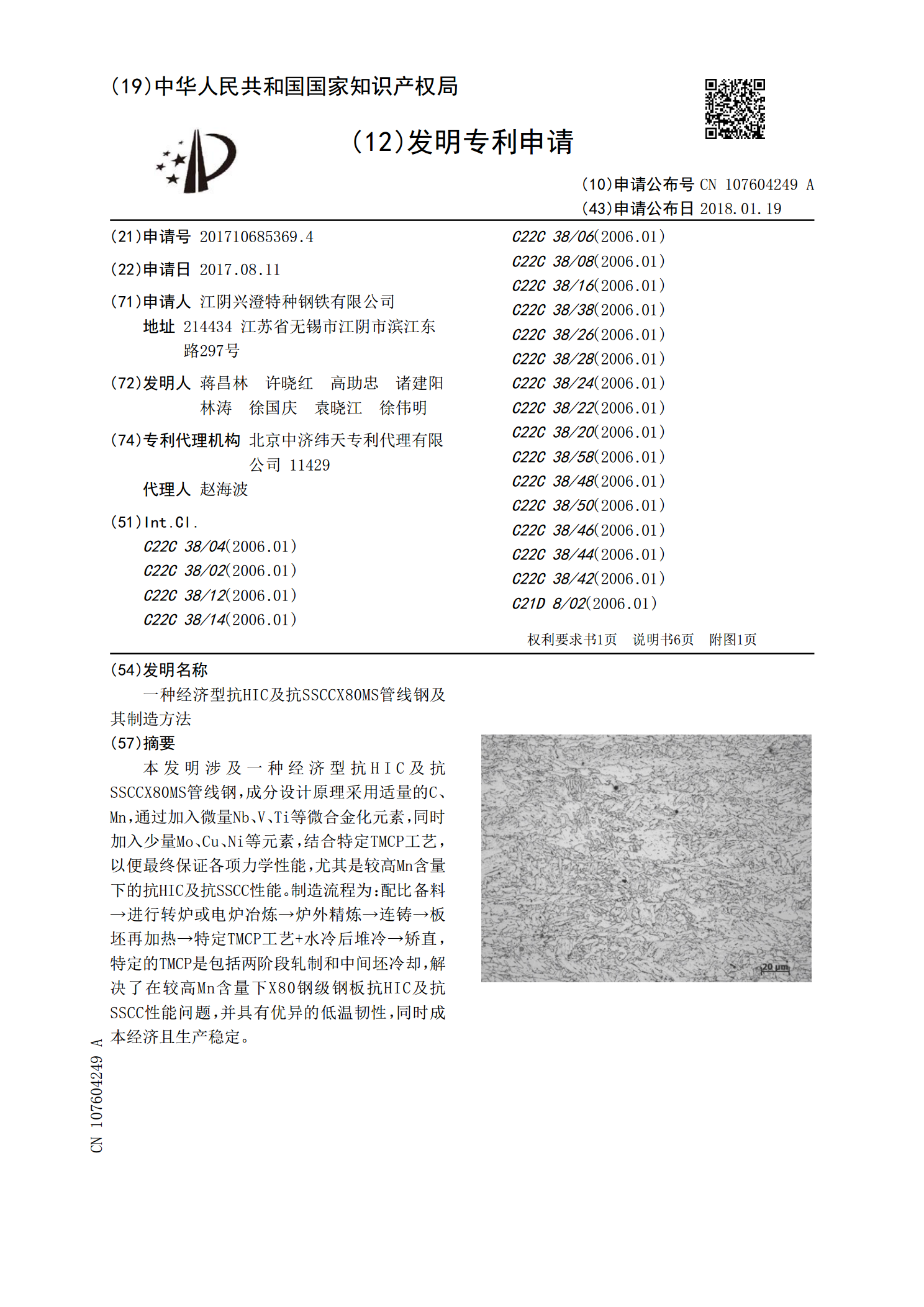
本发明涉及一种经济型抗HIC及抗SSCCX80MS管线钢,成分设计原理采用适量的C、Mn,通过加入微量Nb、V、Ti等微合金化元素,同时加入少量Mo、Cu、Ni等元素,结合特定TMCP工艺,以便最终保证各项力学性能,尤其是较高Mn含量下的抗HIC及抗SSCC性能。制造流程为:配比备料→进行转炉或电炉冶炼→炉外精炼→连铸→板坯再加热→特定TMCP工艺+水冷后堆冷→矫直,特定的TMCP是包括两阶段轧制和中间坯冷却,解决了在较高Mn含量下X80钢级钢板抗HIC及抗SSCC性能问题,并具有优异的低温韧性,同时成本

热轧管线用钢板中的针状铁素体组织素体(中英文翻译).doc
热轧管线用钢板中的针状铁素体组织素体通过连续冷却曲线(CCT)和热加工模拟试验,大批量的管线钢中的过冷奥氏体转变得到进一步研究。基于研究的结果,人们提出一种能够生产出针状铁素体控制的混合微观结构的热变形控制过程(TMCP)。结果显示:在现有实验条件下冷却速度的增加可以改善最后微观组织中的针状铁素体的百分比率。因此,针状铁素体所控制的微观结构可以通过两个阶段来完成,即奥氏体再结晶合肥再结晶区的控制轧制阶段及以30k/s冷却速度进行的控制冷却阶段。介绍针状铁素体(AF)具有相当高的强度、硬度,因此它主要用于管
一种具有良好抗HIC性能的低屈强比高强管线钢板及其制造方法.pdf
本发明涉及一种具有良好抗HIC性能的低屈强比高强管线钢板及制造方法,化学成分(wt.%)为C≤0.05,Si0.20‑0.50,Mn1.00‑1.40,Al0.02‑0.04,Nb0.02‑0.05,Ti0.01‑0.03,Ni0.10‑0.50,Mo0.10‑0.30,Cr0.10‑0.30,Ca0.0008‑0.0020,S≤0.0008,P≤0.007,余量为Fe及不可避免的杂质。制造方法包括依次进行的转炉冶炼、LF+RH(VD)冶炼、板坯连铸、板坯加热、轧制及热处理等工序。本发明提