
一种不锈钢氧化皮去除方法.pdf

一吃****春艳

1/5
2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种不锈钢氧化皮去除方法.pdf
本发明公开了一种不锈钢氧化皮去除方法,包括如下步骤:步骤一,将质量百分含量为82-89%的氢氧化物、7-13%的硝酸盐、2-4%的碳酸钠混合后在盐浴炉加热至455-560℃,将需要处理的不锈钢制件浸于盐浴炉中处理5-40分钟;步骤二,利用酸洗液浸泡清洗或循环液流清洗步骤一中处理过的不锈钢制件直至不锈钢制件表面光亮。步骤三,利用高压水流在常温下将经过步骤二处理后的不锈钢制件反复冲洗至不锈钢制件表面无残留。本发明中的方法可对不锈钢表面氧化皮有效去除,同时不会造成不锈钢表面的二次腐蚀。
一种去除不锈钢叶片锻件表面氧化皮的方法.pdf
本发明提供了一种去除不锈钢叶片坯料表面氧化皮的方法,其能解决传统去除氧化皮方法存在的生产成本高、效率低的问题,并且其方法简单、易操作、易控制,去除氧化皮效果好。其特征在于:在不锈钢叶片锻件加热到温出炉后,使用高压水枪喷出高压水雾使高压水雾快速喷扫过不锈钢叶片锻件的表面,高压水雾与不锈钢叶片锻件表面接触后、不锈钢叶片锻件表面的氧化皮遇冷收缩从而产生裂纹,高压水雾的水滴从裂纹渗入氧化皮内部后受热气化变为蒸汽、同时受热膨胀爆炸从而将氧化皮破碎成小碎片与锻件表面脱离,即去除氧化皮。
一种道岔的氧化皮去除装置和去除方法.pdf
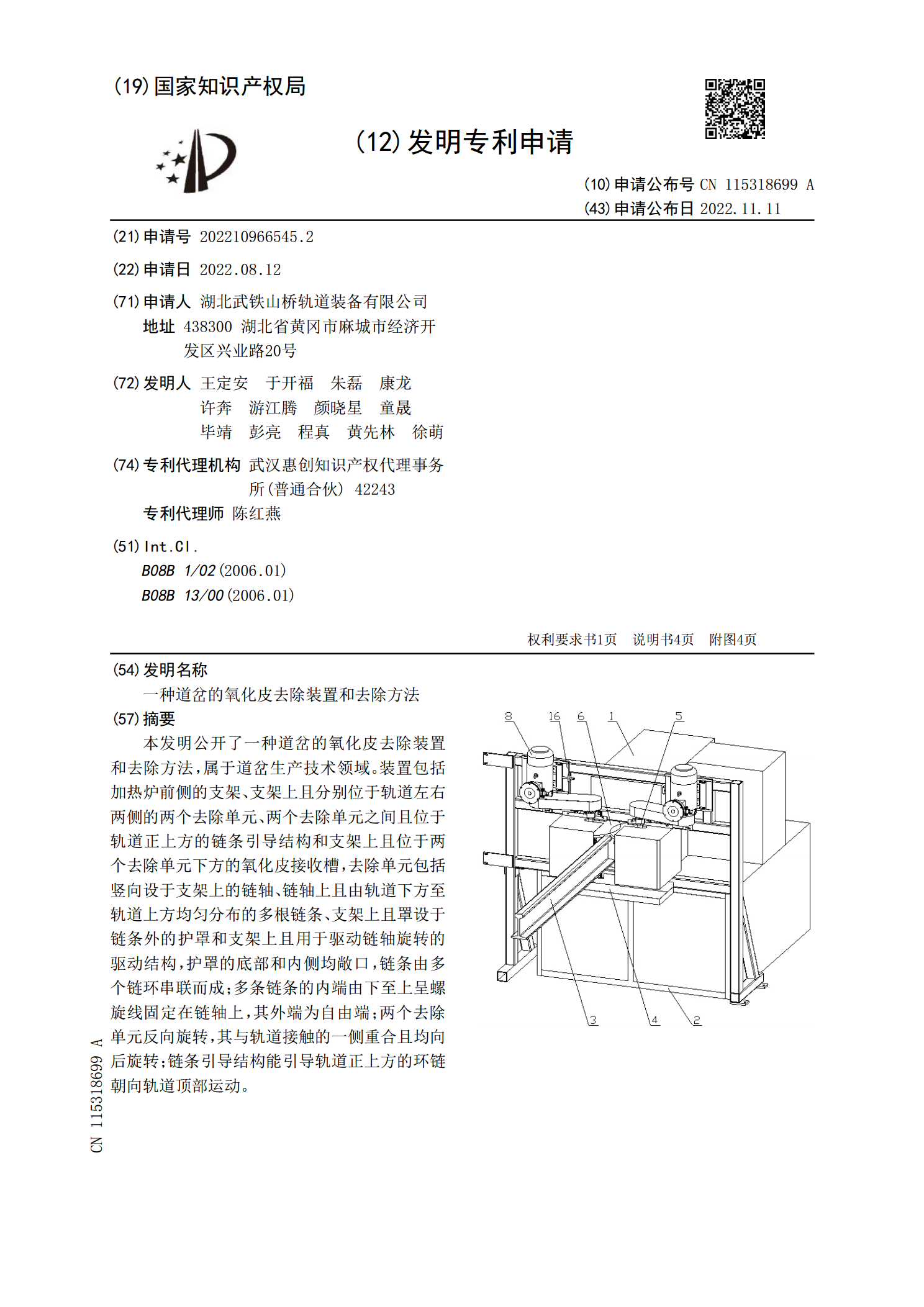
本发明公开了一种道岔的氧化皮去除装置和去除方法,属于道岔生产技术领域。装置包括加热炉前侧的支架、支架上且分别位于轨道左右两侧的两个去除单元、两个去除单元之间且位于轨道正上方的链条引导结构和支架上且位于两个去除单元下方的氧化皮接收槽,去除单元包括竖向设于支架上的链轴、链轴上且由轨道下方至轨道上方均匀分布的多根链条、支架上且罩设于链条外的护罩和支架上且用于驱动链轴旋转的驱动结构,护罩的底部和内侧均敞口,链条由多个链环串联而成;多条链条的内端由下至上呈螺旋线固定在链轴上,其外端为自由端;两个去除单元反向旋转,其

一种去除热轧双相不锈钢氧化皮的酸洗液及其酸洗方法.pdf
本发明提供一种去除热轧双相不锈钢氧化皮的酸洗液及其酸洗方法,能够快速、较好的去除热轧双相不锈钢钢带表面氧化铁皮。将盐酸、硝酸、氢氟酸依次混合在一起,用搅拌棒轻轻搅拌1~2分钟后静置约半小时,配制成酸洗液,酸洗液各组分的体积份数组成为:36%~38%的盐酸2~3份、65%~68%的硝酸1份、不小于40%的氢氟酸1份;将热轧双相不锈钢样品完全浸入配制好的酸洗液中,酸洗时间为20~35分钟,观察板面氧化皮去除情况,待其基本脱落后取出;在自来水下,用软毛刷将板面附着残留的氧化铁皮刷净,然后用热水冲洗板面1~2分钟

沉淀硬化不锈钢热处理氧化皮的去除方法和效果.docx
沉淀硬化不锈钢热处理氧化皮的去除方法和效果一、引言沉淀硬化不锈钢是一种常见的材料,家电、工业设备、建筑等领域广泛应用。然而,这种材料在生产和使用过程中容易产生氧化皮,不仅影响美观,还可能导致材料性能下降。因此,研究如何有效去除沉淀硬化不锈钢上的氧化皮,具有重要的应用价值。二、沉淀硬化不锈钢及氧化皮的特点2.1沉淀硬化不锈钢沉淀硬化不锈钢属于铁素体-奥氏体二相不锈钢。其最显着的特点是钢中添加了一定量的合金元素(如Cr、Ni等),使得钢具有良好的耐腐蚀性、高强度和优异的机械性能等特点。2.2氧化皮氧化皮是指沉