
一种船用曲轴的离子氮化工艺.pdf

葫芦****io


1/8

2/8

3/8

4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
船用曲轴的离子氮化工艺.pdf
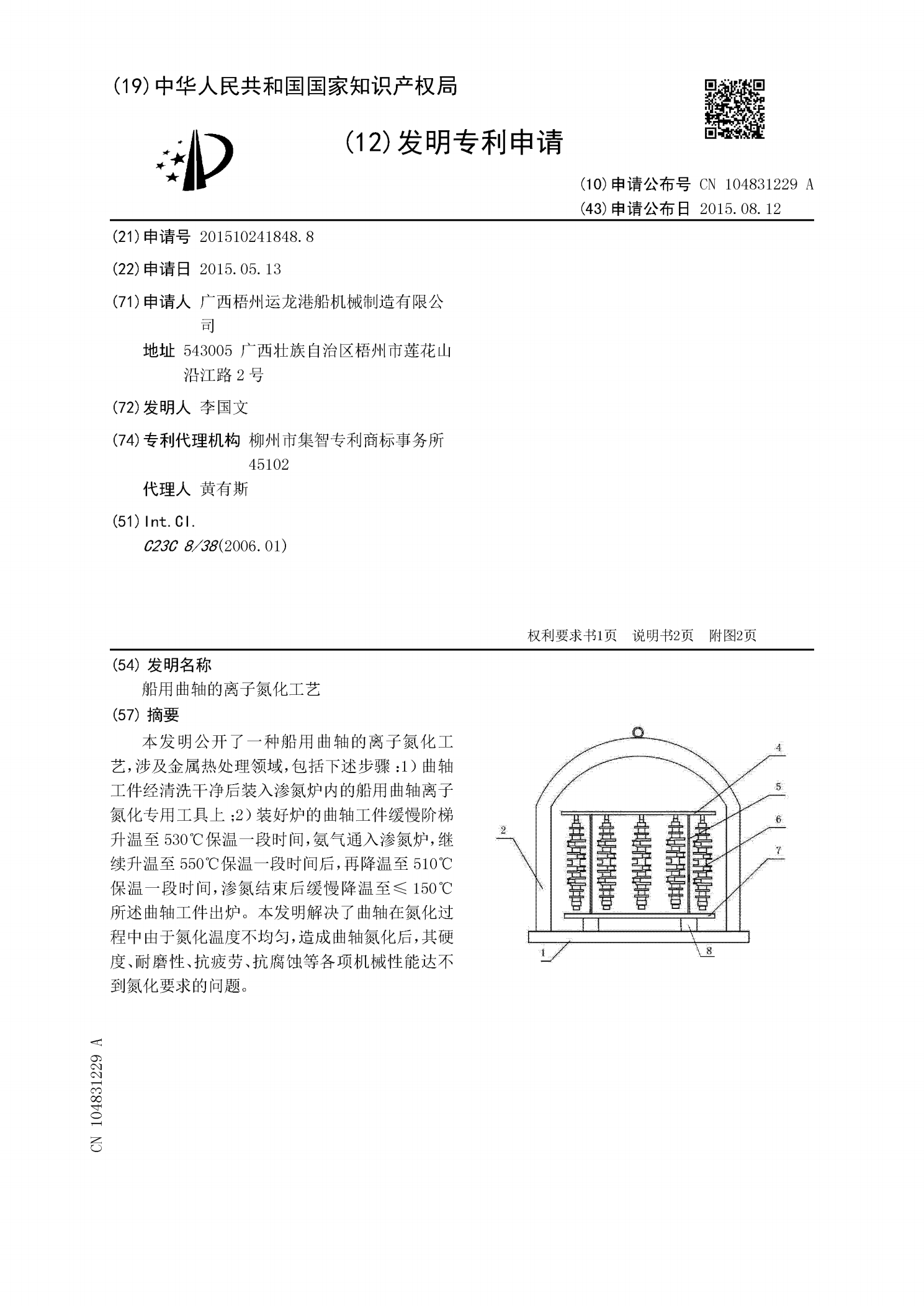
本发明公开了一种船用曲轴的离子氮化工艺,涉及金属热处理领域,包括下述步骤:1)曲轴工件经清洗干净后装入渗氮炉内的船用曲轴离子氮化专用工具上;2)装好炉的曲轴工件缓慢阶梯升温至530℃保温一段时间,氨气通入渗氮炉,继续升温至550℃保温一段时间后,再降温至510℃保温一段时间,渗氮结束后缓慢降温至≤150℃所述曲轴工件出炉。本发明解决了曲轴在氮化过程中由于氮化温度不均匀,造成曲轴氮化后,其硬度、耐磨性、抗疲劳、抗腐蚀等各项机械性能达不到氮化要求的问题。

一种船用曲轴的离子氮化工艺.pdf
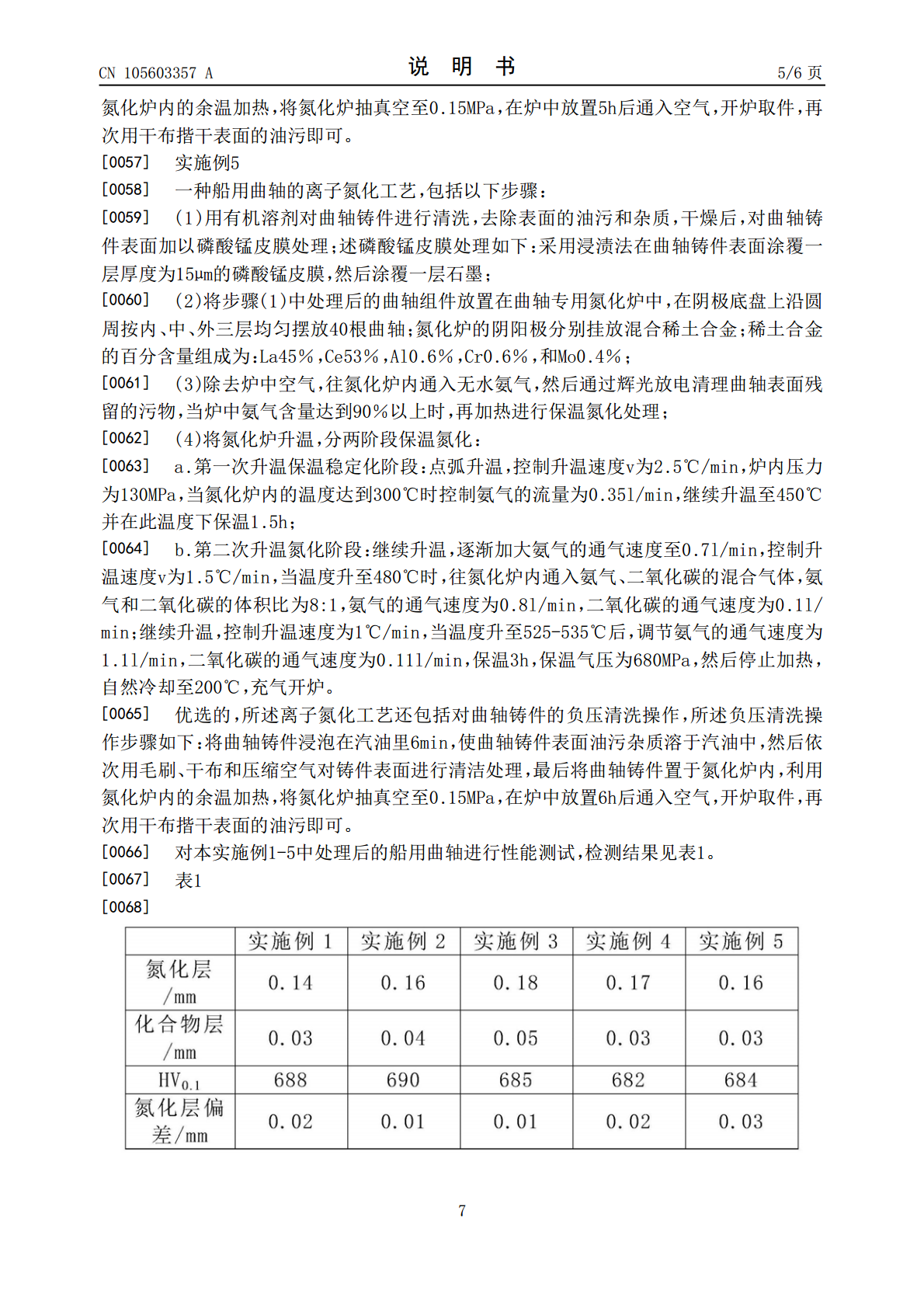
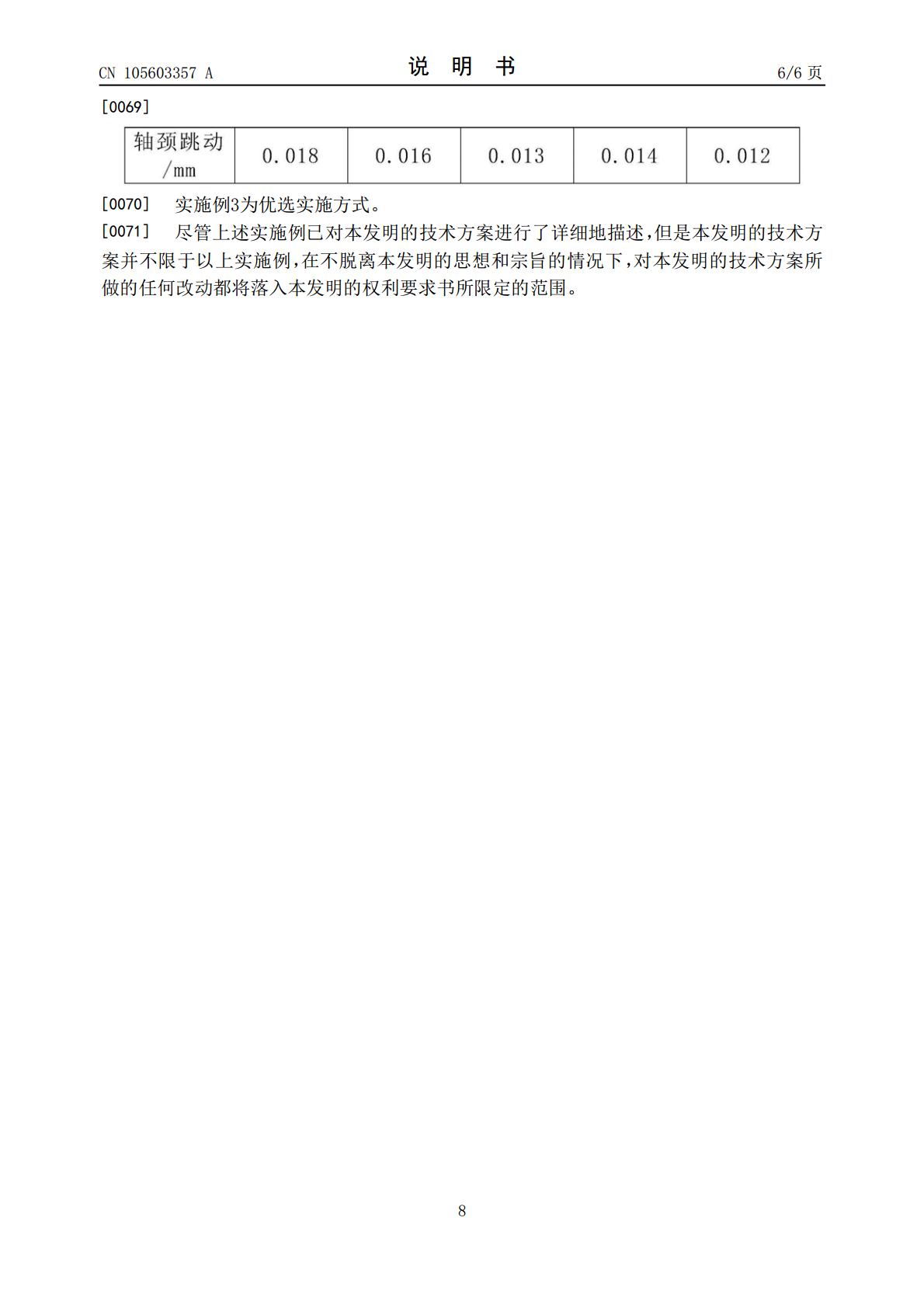
本发明涉及金属热处理工艺技术领域,尤其是一种船用曲轴的离子氮化工艺;用有机溶剂对曲轴铸件进行清洗,去除表面的油污和杂质,干燥后,对曲轴铸件表面加以磷酸锰皮膜处理;将曲轴组件放置在曲轴专用氮化炉中,在阴极底盘上沿圆周按内、中、外三层均匀摆放40根曲轴;氮化炉的阴阳极分别挂放混合稀土合金;除去炉中空气,当炉中氨气含量达到90%以上时,再加热进行保温氮化处理;将氮化炉升温,分两阶段保温氮化;本发明的船用曲轴的离子氮化工艺处理后,可获得均匀的氮化层,跳动≤0.02mm,其氮化层≥0.12mm,化合层≥0.02mm
船用曲轴的离子氮化工具.pdf
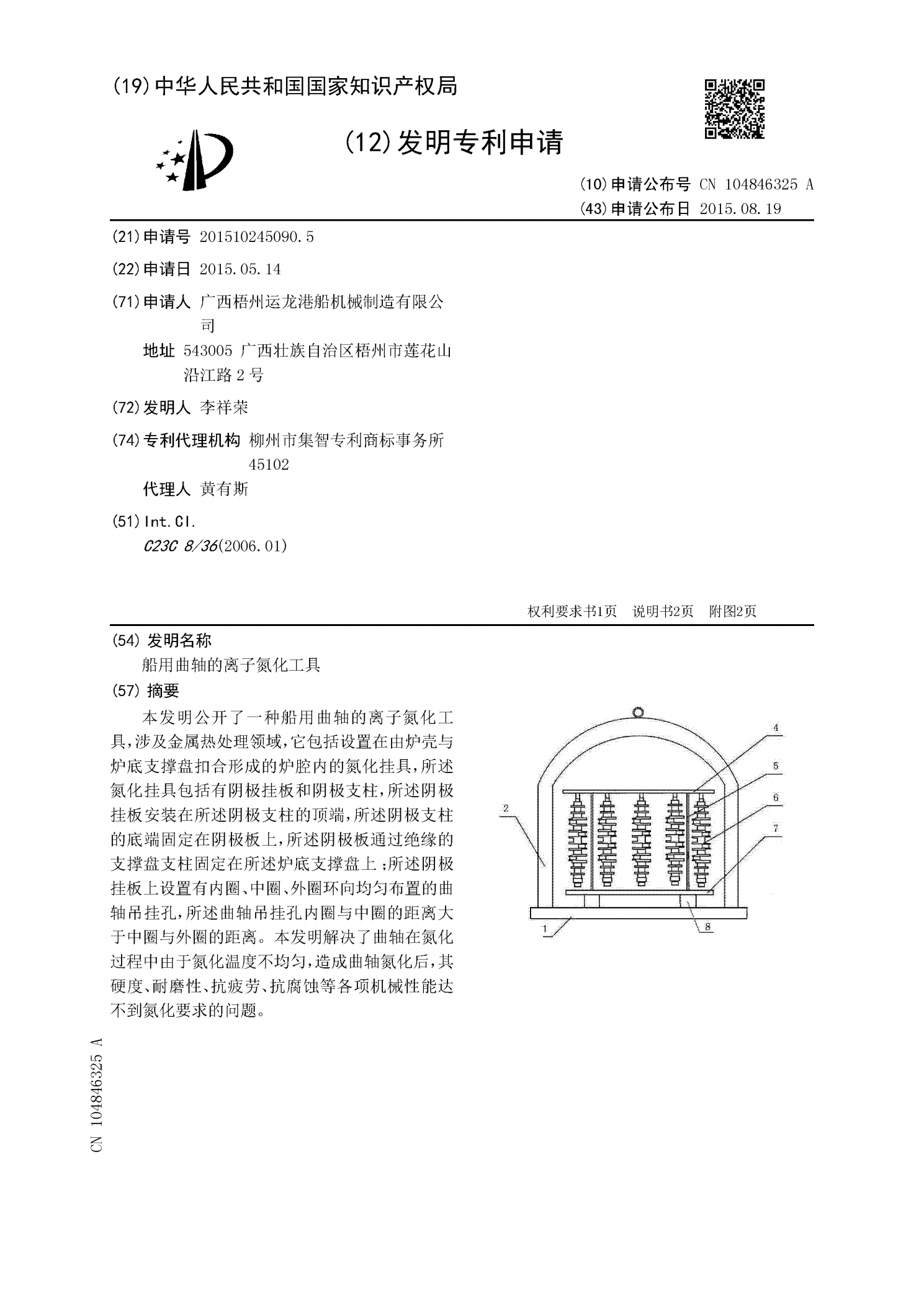
本发明公开了一种船用曲轴的离子氮化工具,涉及金属热处理领域,它包括设置在由炉壳与炉底支撑盘扣合形成的炉腔内的氮化挂具,所述氮化挂具包括有阴极挂板和阴极支柱,所述阴极挂板安装在所述阴极支柱的顶端,所述阴极支柱的底端固定在阴极板上,所述阴极板通过绝缘的支撑盘支柱固定在所述炉底支撑盘上;所述阴极挂板上设置有内圈、中圈、外圈环向均匀布置的曲轴吊挂孔,所述曲轴吊挂孔内圈与中圈的距离大于中圈与外圈的距离。本发明解决了曲轴在氮化过程中由于氮化温度不均匀,造成曲轴氮化后,其硬度、耐磨性、抗疲劳、抗腐蚀等各项机械性能达不到

雪佛莱曲轴离子氮化工艺.docx
雪佛莱曲轴离子氮化工艺雪佛莱曲轴离子氮化工艺的研究和应用在汽车制造业中具有重要的意义。曲轴作为发动机的核心部件之一,承受着发动机高速旋转和高温高压工作环境所带来的巨大压力和摩擦力。为了提高曲轴的硬度、耐磨性和耐腐蚀性,离子氮化工艺被引入到曲轴的制造过程中。本论文将分析雪佛莱曲轴离子氮化工艺的原理、优势、应用以及对整体曲轴性能的影响。雪佛莱曲轴离子氮化工艺是一种通过将曲轴表面暴露在含有氮气离子的等离子体中,使氮气离子渗透到曲轴表面并与金属原子发生化学反应的表面改性技术。该工艺主要有两种方式,一种是离子氮化渗
一种芯孔球铁曲轴的离子氮化工艺.pdf
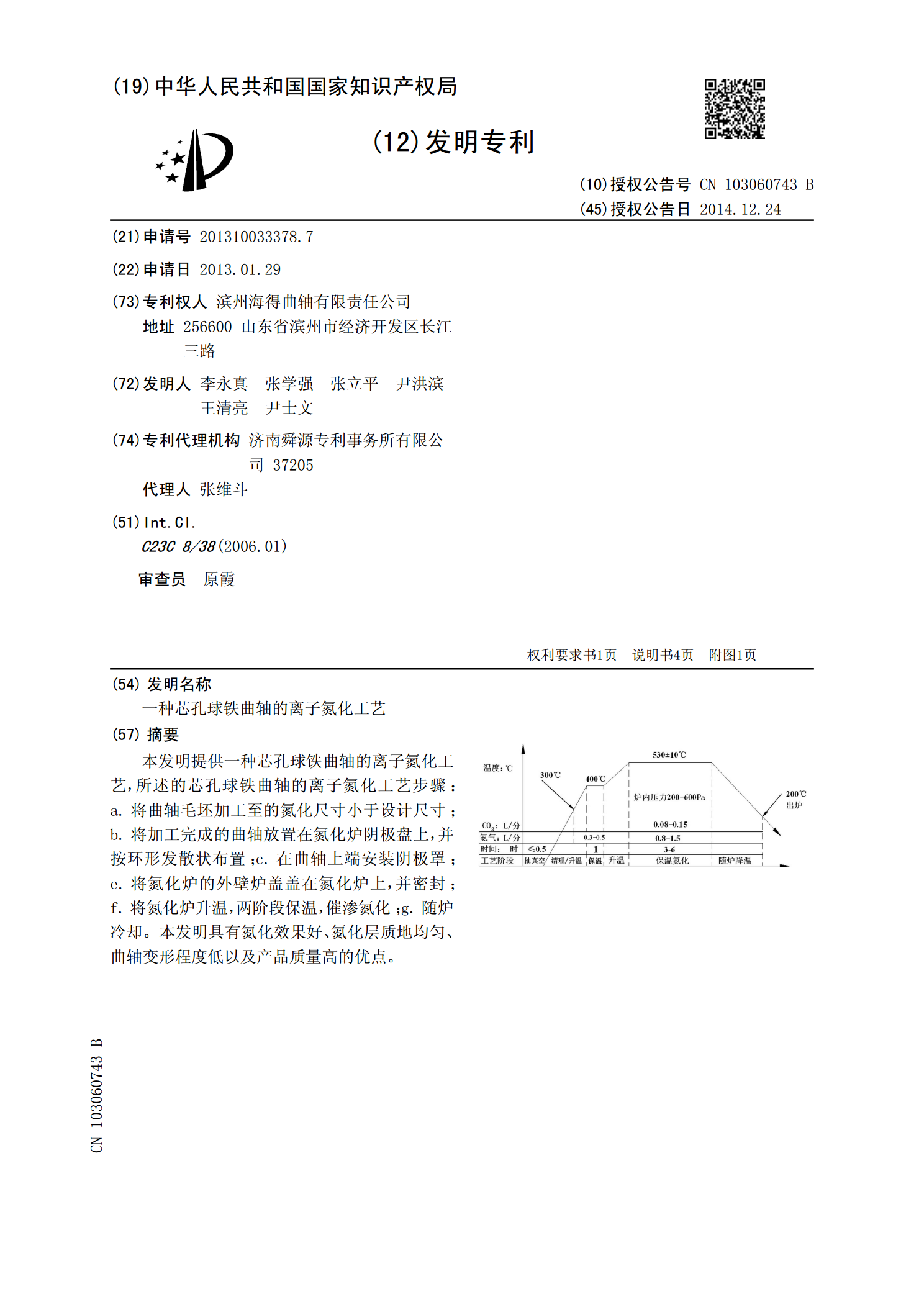
本发明提供一种芯孔球铁曲轴的离子氮化工艺,所述的芯孔球铁曲轴的离子氮化工艺步骤:a.将曲轴毛坯加工至的氮化尺寸小于设计尺寸;b.将加工完成的曲轴放置在氮化炉阴极盘上,并按环形发散状布置;c.在曲轴上端安装阴极罩;e.将氮化炉的外壁炉盖盖在氮化炉上,并密封;f.将氮化炉升温,两阶段保温,催渗氮化;g.随炉冷却。本发明具有氮化效果好、氮化层质地均匀、曲轴变形程度低以及产品质量高的优点。