
一种芯孔球铁曲轴的离子氮化工艺.pdf

小新****ou


1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种芯孔球铁曲轴的离子氮化工艺.pdf
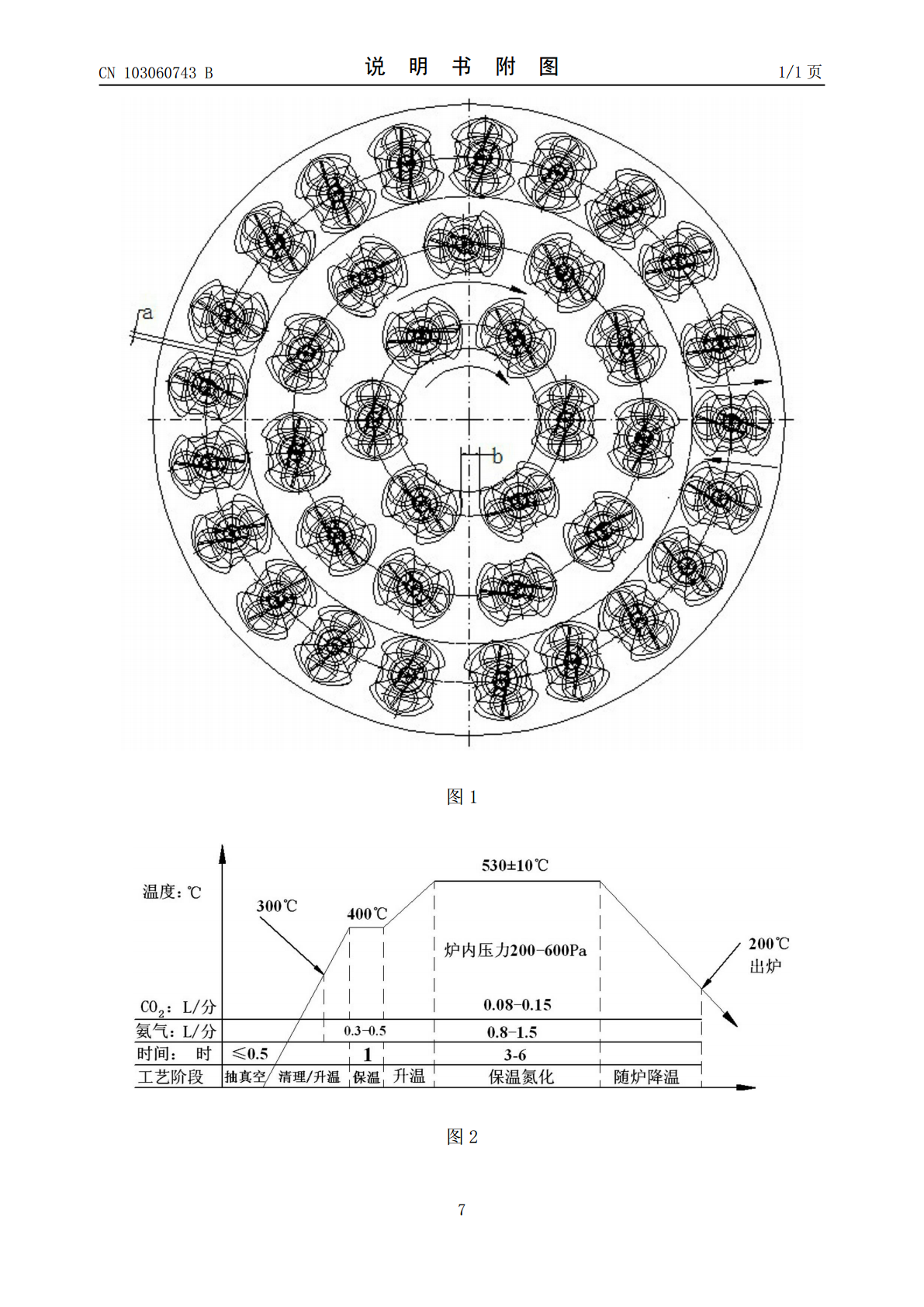
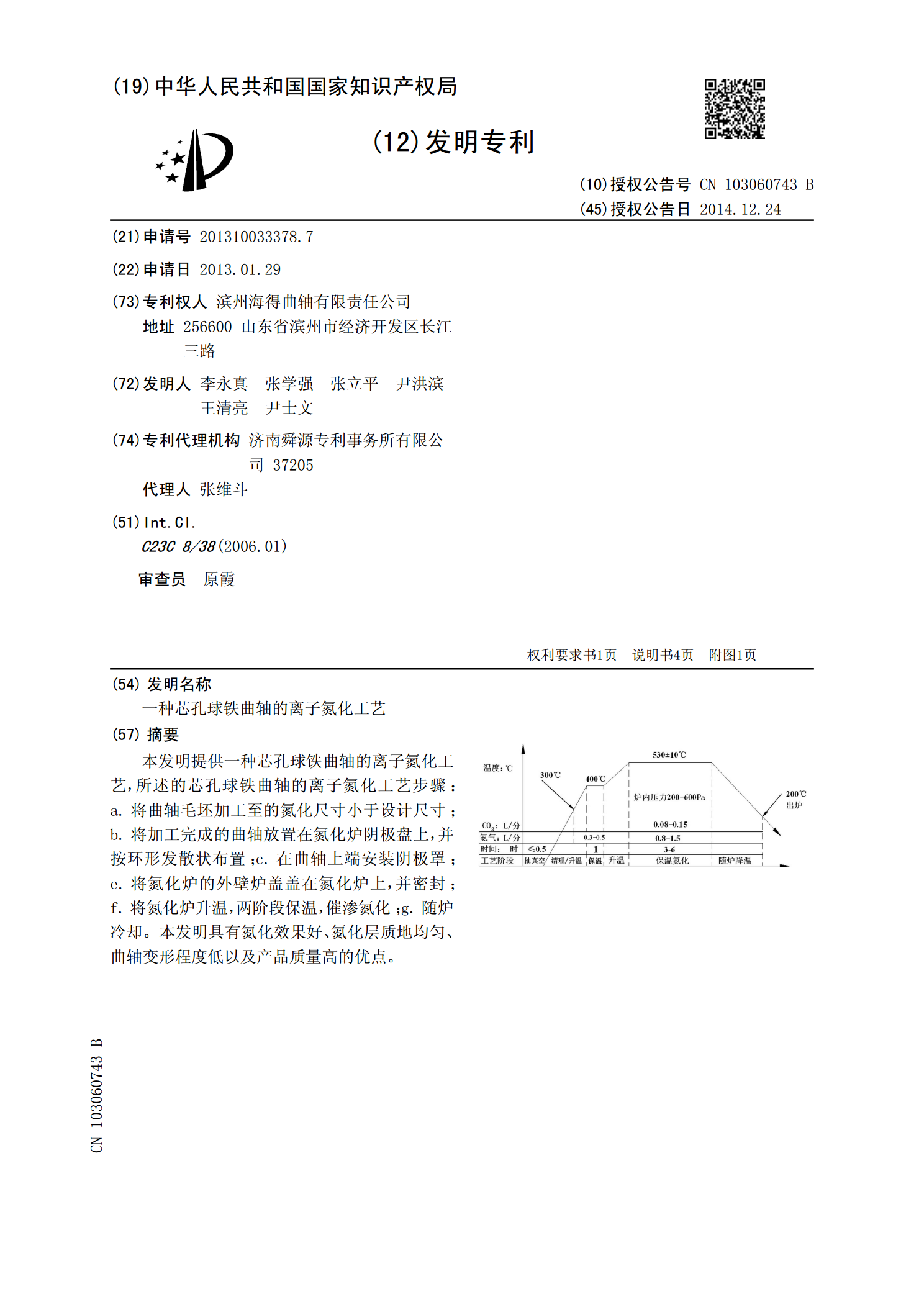
本发明提供一种芯孔球铁曲轴的离子氮化工艺,所述的芯孔球铁曲轴的离子氮化工艺步骤:a.将曲轴毛坯加工至的氮化尺寸小于设计尺寸;b.将加工完成的曲轴放置在氮化炉阴极盘上,并按环形发散状布置;c.在曲轴上端安装阴极罩;e.将氮化炉的外壁炉盖盖在氮化炉上,并密封;f.将氮化炉升温,两阶段保温,催渗氮化;g.随炉冷却。本发明具有氮化效果好、氮化层质地均匀、曲轴变形程度低以及产品质量高的优点。

球铁曲轴离子软氮化的研究.docx
球铁曲轴离子软氮化的研究研究题目:球铁曲轴离子软氮化的研究摘要:本论文研究了球铁曲轴离子软氮化的工艺和性能。通过离子软氮化处理可以显著提高球铁曲轴的硬度和耐磨性,同时提高其综合性能。本研究通过探究离子软氮化工艺参数对球铁曲轴氮化层深度、硬度、残余应力和摩擦学性能的影响,以提供离子软氮化球铁曲轴工艺优化和应用的参考。关键词:球铁曲轴;离子软氮化;硬度;耐磨性;氮化层深度;残余应力;摩擦学性能Ⅰ.引言球铁曲轴是内燃机等机械装置中的重要零件,负责将活塞运动转化为旋转运动,承受较大的轴向负载和循环载荷。在使用过程
一种2108球铁曲轴液体氮化工艺.pdf
本发明涉及一种2108球铁曲轴液体氮化工艺,它的工艺步骤如下:①选用120瓦的井式电炉一个;②将工业基盐和调解盐放入选用的井式电炉;③升温:将步骤②的井式电炉由室温加热到580°,通入压缩空气,陈化1个小时;④将60根2108球铁曲轴放入步骤③的井式电炉;⑤将步骤④的2108球铁曲轴在520°~540°的温度下放置2~3小时,氮化层深度达到12~18丝;⑥出炉放入清水池中清洗即可。本发明采用的设备投入少,气体氮化炉一台20多万元,液体氮化炉10万元;从质量来看,气体氮化10小时达8~10丝深度尺寸,而液体

气体软氮化球铁曲轴的研究.docx
气体软氮化球铁曲轴的研究气体软氮化球铁曲轴的研究摘要:气体软氮化是一种常用的热处理技术,可以提高金属材料的硬度、耐磨性和疲劳寿命。本文通过研究气体软氮化处理对球铁曲轴的影响,探讨了气体软氮化的工艺参数对曲轴性能的影响,以及软氮化处理过程中的相变行为和表面形貌的变化。实验结果表明,气体软氮化处理可以显著提高球铁曲轴的硬度和耐磨性,同时减小材料的表面粗糙度,从而提高曲轴的工作性能和使用寿命。关键词:气体软氮化;球铁曲轴;硬度;耐磨性;疲劳寿命1.引言曲轴是发动机等机械设备中的关键部件,其性能直接影响到设备的工

雪佛莱曲轴离子氮化工艺.docx
雪佛莱曲轴离子氮化工艺雪佛莱曲轴离子氮化工艺的研究和应用在汽车制造业中具有重要的意义。曲轴作为发动机的核心部件之一,承受着发动机高速旋转和高温高压工作环境所带来的巨大压力和摩擦力。为了提高曲轴的硬度、耐磨性和耐腐蚀性,离子氮化工艺被引入到曲轴的制造过程中。本论文将分析雪佛莱曲轴离子氮化工艺的原理、优势、应用以及对整体曲轴性能的影响。雪佛莱曲轴离子氮化工艺是一种通过将曲轴表面暴露在含有氮气离子的等离子体中,使氮气离子渗透到曲轴表面并与金属原子发生化学反应的表面改性技术。该工艺主要有两种方式,一种是离子氮化渗