
一种含铌耐热奥氏体不锈钢热轧工艺方法.pdf

努力****绮亦

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种含铌耐热奥氏体不锈钢热轧工艺方法.pdf
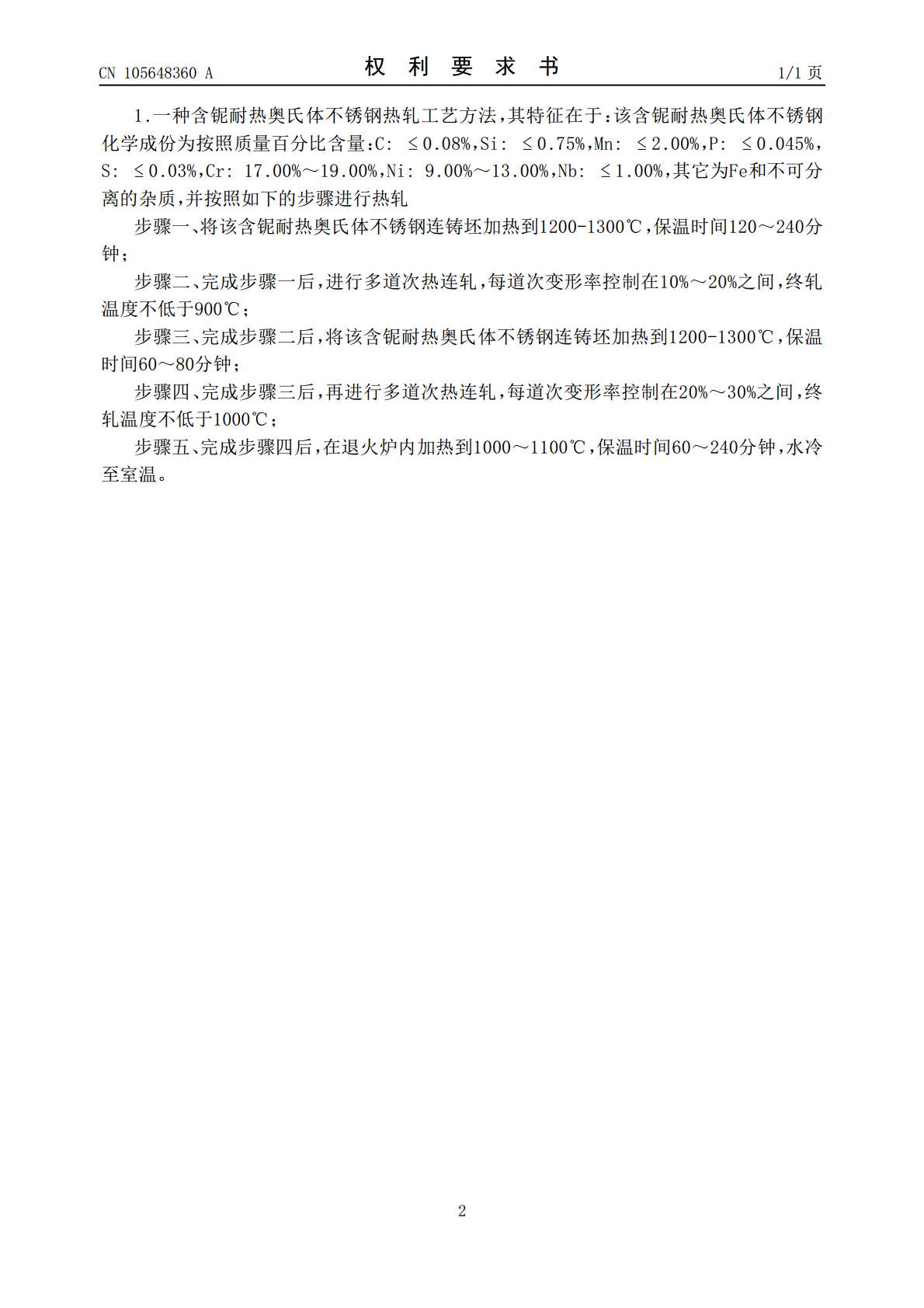
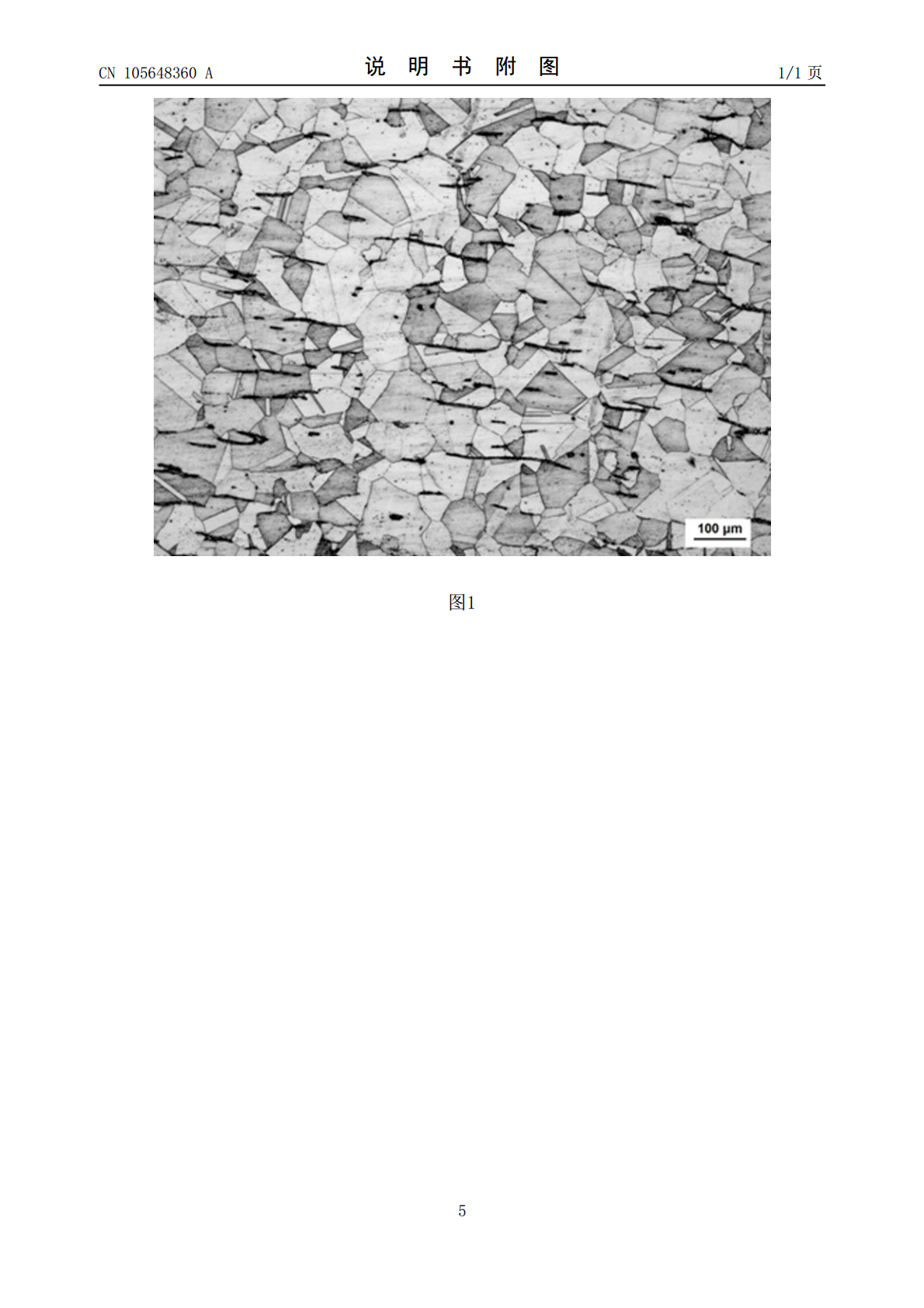
本发明涉及不锈钢领域,具体是一种含铌耐热奥氏体不锈钢热轧工艺方法。在步进式加热炉内将连铸坯加热至期望温度并进行保温;保温完成后,对连铸坯进行第一火次的多道次热轧;随后将第一火次轧制的板坯加热至期望温度并进行保温;保温完成后,对板坯进行第二火次的多道次热轧,控制道次变形率、道次间停留时间及终轧温度;最后对热轧出的板材进行固溶处理。经上述热轧工艺的含铌耐热奥氏体不锈钢板材固溶态组织表现出良好的均匀性,同时晶粒度完全满足7级或更粗的要求,有效解决了含铌耐热奥氏体不锈钢由于Nb的细晶作用难以获得粗大晶粒的重大难题
一种含铌奥氏体不锈钢型材的热轧方法.pdf
本发明公开了一种含铌奥氏体不锈钢型材的热轧方法,依次包括如下步骤:(1)将精炼钢水浇铸成预设尺寸的钢锭;(2)对钢锭加热并保温一定时间;(3)按照设定的参数对钢锭进行开坯轧制。本发明的热轧方法解决的含铌奥氏体不锈钢型材的开裂问题,提高了产品质量和生产效率,并降低了生产成本。
一种含铌奥氏体耐热不锈钢圆管坯的加工方法.pdf
本发明公开了一种含铌奥氏体耐热不锈钢圆管坯的加工方法,包括:(1)将经过清理的钢锭送入均热炉,加热至目标温度并保温;(2)对加热后的钢锭进行初轧开坯,对得到的初轧坯进行修磨;(3)将经过修磨的初轧坯送入加热炉,加热至目标温度并保温;(4)将加热后的初轧坯轧制成圆管坯。采用本发明的加工方法能够制备出表面质量良好、组织均匀的管坯,可满足超超临界锅炉管的工业生产需要。
一种调控含铌奥氏体不锈钢碳化铌分布及尺寸的方法.pdf
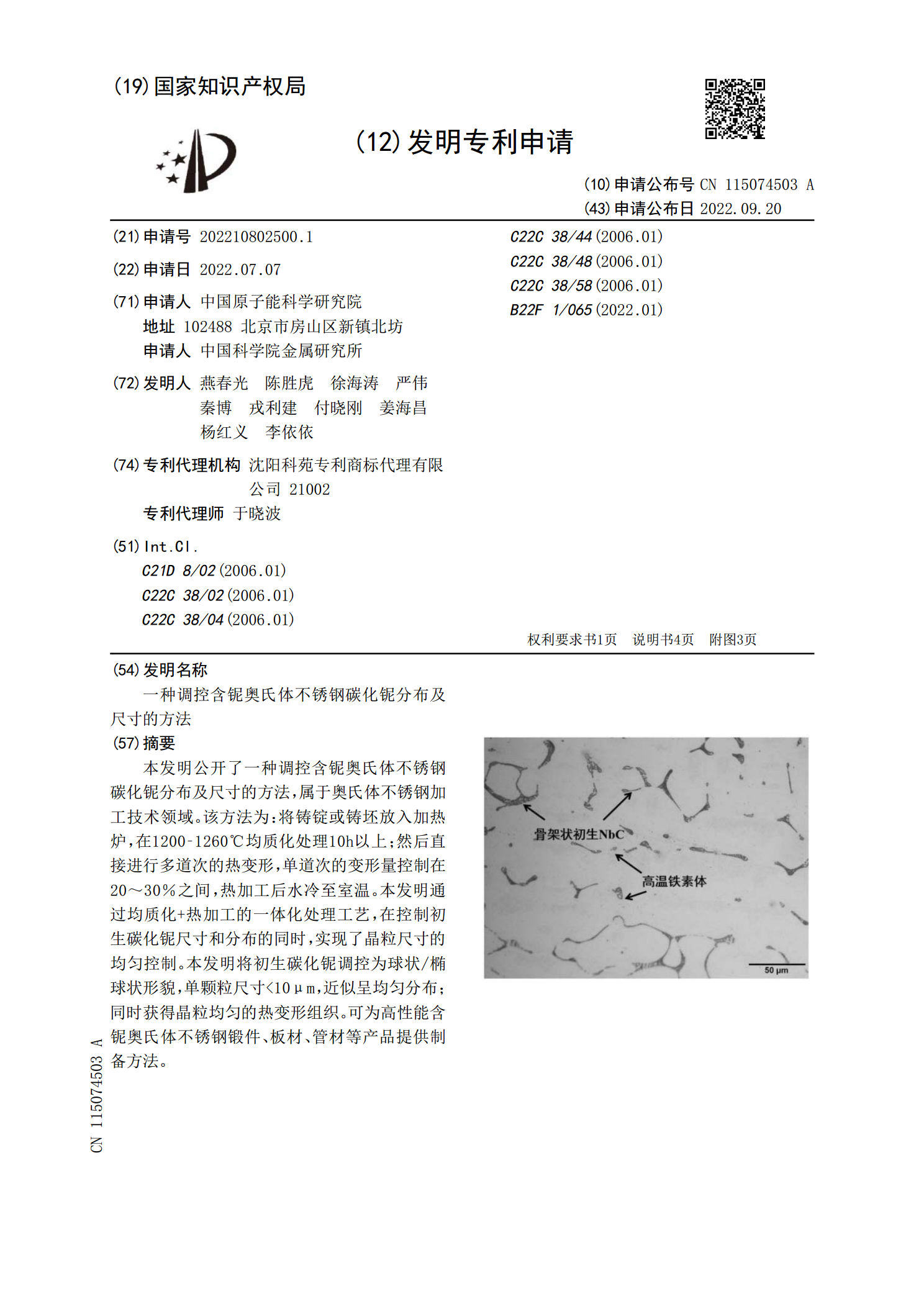
本发明公开了一种调控含铌奥氏体不锈钢碳化铌分布及尺寸的方法,属于奥氏体不锈钢加工技术领域。该方法为:将铸锭或铸坯放入加热炉,在1200‑1260℃均质化处理10h以上;然后直接进行多道次的热变形,单道次的变形量控制在20~30%之间,热加工后水冷至室温。本发明通过均质化+热加工的一体化处理工艺,在控制初生碳化铌尺寸和分布的同时,实现了晶粒尺寸的均匀控制。本发明将初生碳化铌调控为球状/椭球状形貌,单颗粒尺寸

一种含铌奥氏体不锈钢的热处理方法.pdf
本发明提供了一种含铌奥氏体不锈钢的热处理方法,包括AOD转炉冶炼、LF炉精炼、板坯连铸、板坯修磨、分切、蓄热炉加热、机轧制、钢板固溶处理、钢板出炉、淬火处理、矫直机矫直、酸洗钢板和定尺、包装入库。本发明可满足在太阳能光热发电系统中用来制作熔盐容器和其它石化等行业领域用高温构件的使用要求。通过本发明可以解决晶粒度过大或者过小的情况发生,解决了晶粒度和高温性能同时达到国外产品质量要求,提升了产品竞争力。