
一种高导电耐热铝合金导体的制备方法.pdf

春岚****23

1/8
2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高导电耐热铝合金导体的制备方法.pdf
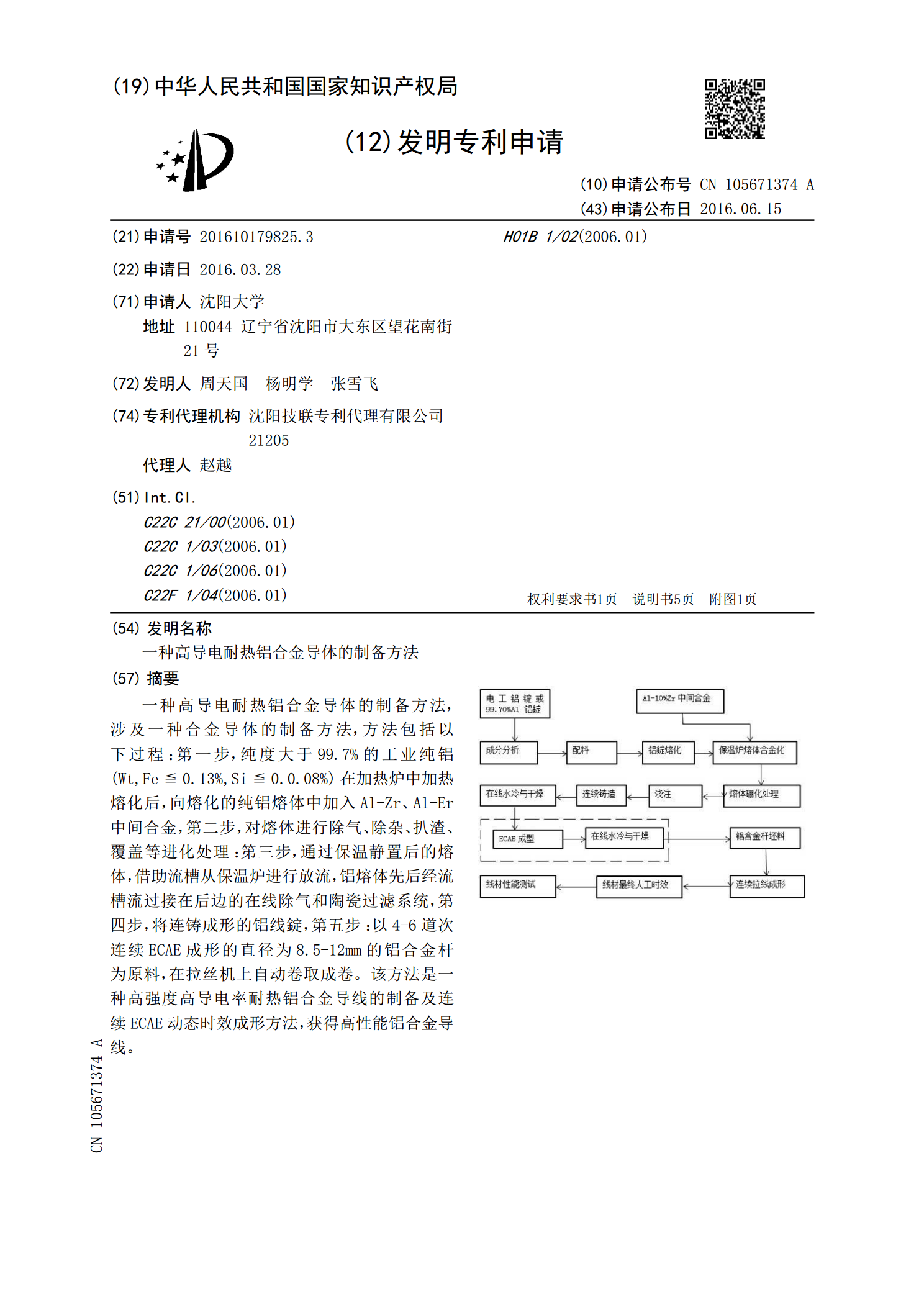
一种高导电耐热铝合金导体的制备方法,涉及一种合金导体的制备方法,方法包括以下过程:第一步,纯度大于99.7%的工业纯铝(Wt,Fe≦0.13%,Si≦0.0.08%)在加热炉中加热熔化后,向熔化的纯铝熔体中加入Al-Zr、Al-Er中间合金,第二步,对熔体进行除气、除杂、扒渣、覆盖等进化处理:第三步,通过保温静置后的熔体,借助流槽从保温炉进行放流,铝熔体先后经流槽流过接在后边的在线除气和陶瓷过滤系统,第四步,将连铸成形的铝线錠,第五步:以4-6道次连续ECAE成形的直径为8.5-12mm的铝合金杆为原料,
一种高导电率耐热铝合金杆的制备方法.pdf
本发明公开了一种高导电率耐热铝合金杆的制备方法,其制备方法为:工业纯铝熔融后进行硼化处理,待铝液中的V,Ti,Cr,Mn杂质元素含量总和低于50ppm时转炉,然后添加Al‑Zr和Al‑Er中间合金,最后通过连铸连轧获得铝合金杆。所述杆含有0.03‑0.12wt%Zr和0.05‑0.25wt%Er,B≤0.006wt%,Fe≤0.15wt%,Si≤0.05wt%,V,Ti,Cr,Mn杂质元素总和小于0.005wt%,铝为余量。本发明提供的技术方案通过定量化的硼化处理方式,使得铝液中的V,Ti,Cr,Mn杂质

一种高导电耐热稀土铝合金线材及其制备方法.pdf
本发明公开了一种高导电耐热稀土铝合金线材及其制备方法,包括如下质量百分比的原料组成:镁2?5%、铁0.1?1.0%、硼0.01?0.05%、碲0.01?0.03%、铌0.01?0.03%、稀土元素0.05?0.20%、石墨烯0.5?2.0%,余量为铝及不可避免的杂质。本发明提供的铝合金线材在铝、镁、铁等基础原料上,添加了硼、碲、铌、稀土元素和石墨烯,在这些原料的共同作用下,能够改善合金的结晶条件,细化了晶粒和结晶,提高了铝合金的强度,同时能提高铝合金的耐热性、耐腐蚀性和导电性,制备的铝合金能够满足大电容输
一种超耐热高导电铝合金导线及其制备方法.pdf
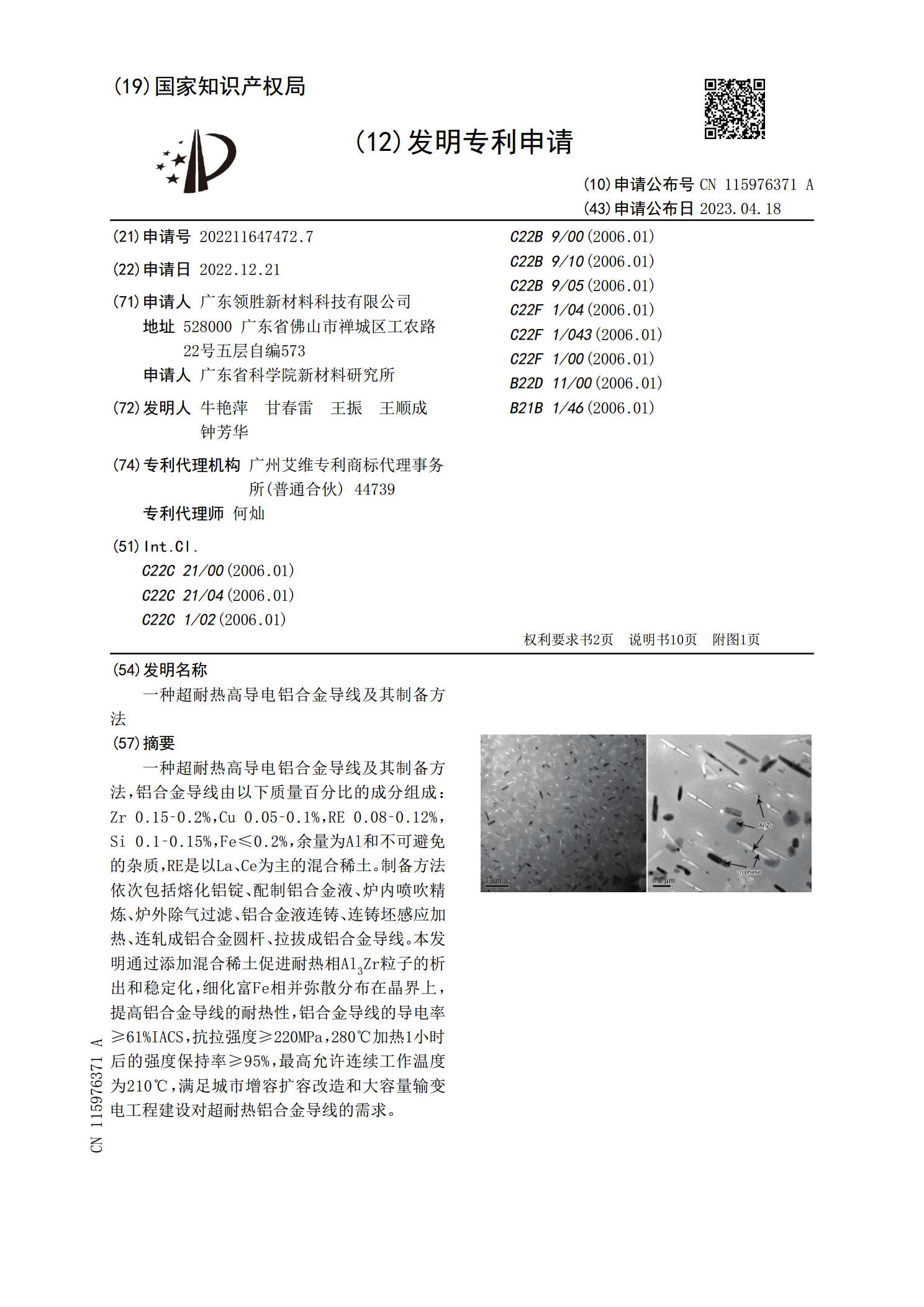
一种超耐热高导电铝合金导线及其制备方法,铝合金导线由以下质量百分比的成分组成:Zr0.15‑0.2%,Cu0.05‑0.1%,RE0.08‑0.12%,Si0.1‑0.15%,Fe≤0.2%,余量为Al和不可避免的杂质,RE是以La、Ce为主的混合稀土。制备方法依次包括熔化铝锭、配制铝合金液、炉内喷吹精炼、炉外除气过滤、铝合金液连铸、连铸坯感应加热、连轧成铝合金圆杆、拉拔成铝合金导线。本发明通过添加混合稀土促进耐热相Al
一种高导电率耐热铝合金导线及其制备方法.pdf
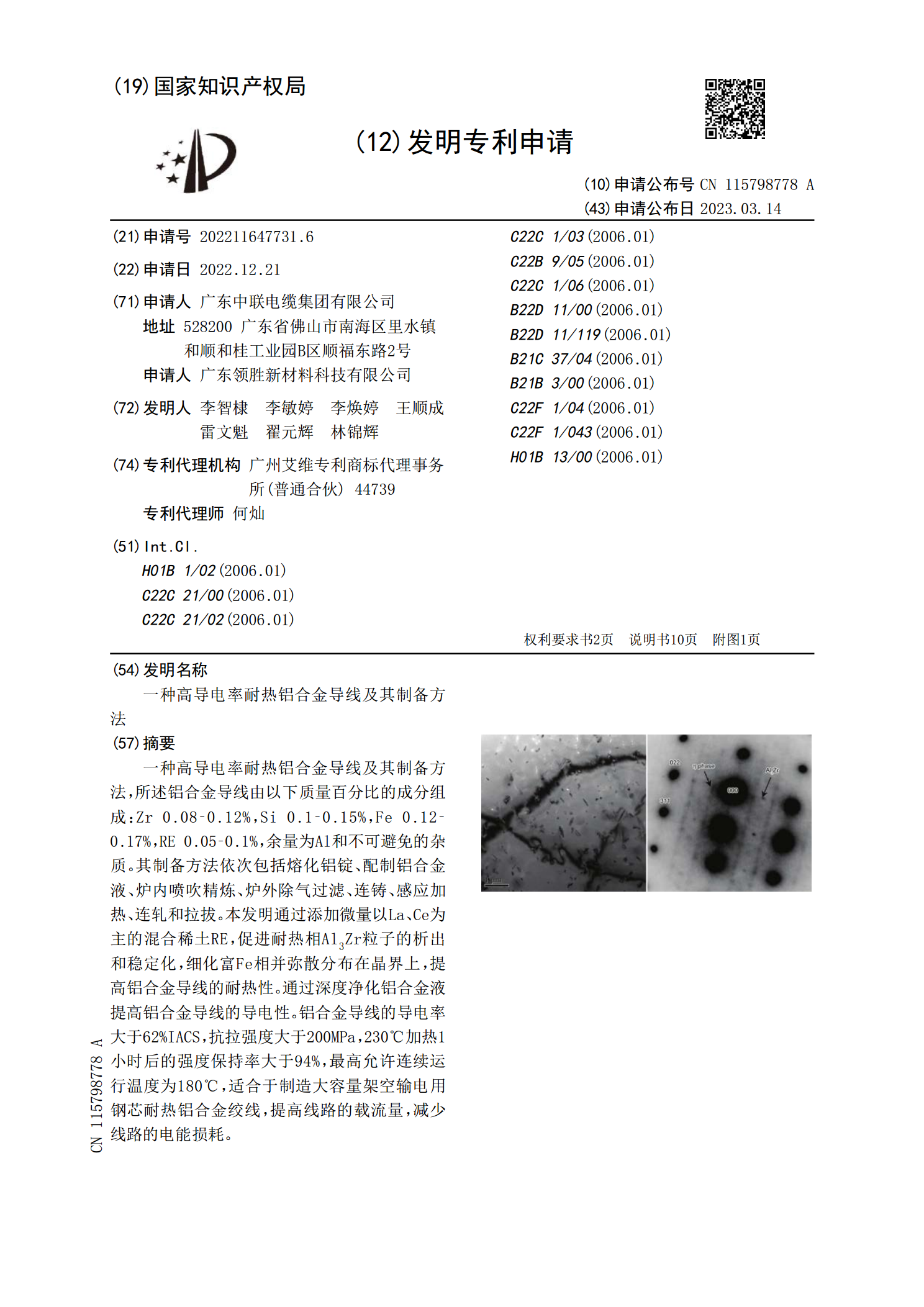
一种高导电率耐热铝合金导线及其制备方法,所述铝合金导线由以下质量百分比的成分组成:Zr0.08‑0.12%,Si0.1‑0.15%,Fe0.12‑0.17%,RE0.05‑0.1%,余量为Al和不可避免的杂质。其制备方法依次包括熔化铝锭、配制铝合金液、炉内喷吹精炼、炉外除气过滤、连铸、感应加热、连轧和拉拔。本发明通过添加微量以La、Ce为主的混合稀土RE,促进耐热相Al