
玻璃棒的缩径加工方法及玻璃棒.pdf

猫巷****忠娟

1/9
2/9

3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

玻璃棒的缩径加工方法及玻璃棒.pdf
本发明提供一种玻璃棒的缩径加工方法和玻璃棒,在对玻璃棒进行缩径加工时,即使利用电炉对玻璃棒进行加热也能够抑制玻璃棒表面产生晶体。在玻璃棒的缩径加工方法中,一边对包括有效部和与该有效部相邻的非有效部的玻璃棒的、有效部与非有效部之间的边界部周边进行加热,一边拉伸非有效部的端部,从而在有效部形成缩径形状,其中,一边使加热器升温一边使加热器对玻璃棒加热的加热位置移动,并且使加热位置从非有效部侧到达边界部。
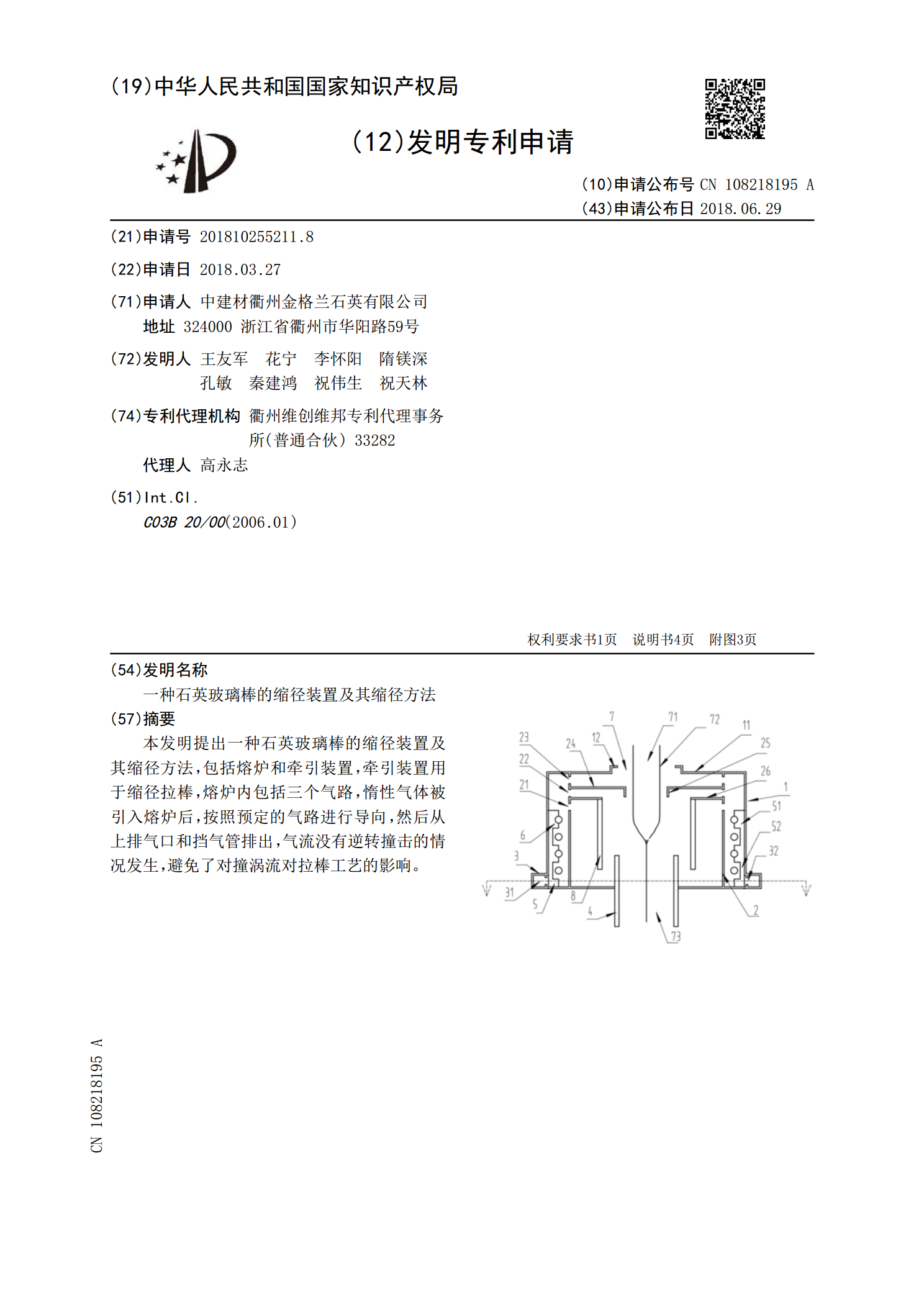
一种石英玻璃棒的缩径装置及其缩径方法.pdf
本发明提出一种石英玻璃棒的缩径装置及其缩径方法,包括熔炉和牵引装置,牵引装置用于缩径拉棒,熔炉内包括三个气路,惰性气体被引入熔炉后,按照预定的气路进行导向,然后从上排气口和挡气管排出,气流没有逆转撞击的情况发生,避免了对撞涡流对拉棒工艺的影响。
玻璃棒抛光加工方法.pdf
本发明公开了一种玻璃棒抛光加工方法,包括如下步骤:围绕抛光机的主轴设置行星轮,在抛光机的行星轮夹具上打孔,使孔的内径大于玻璃棒,夹具长度小于玻璃棒长度;将玻璃棒置于孔中,并用石蜡把玻璃棒封在孔中;在研磨机上把露出的玻璃棒一端磨到与夹具平面平齐,再将第一次研磨后的玻璃棒端部用磨料研磨,用砖石抛光液进行抛光,清洗、检查合格后下盘;将玻璃棒翻转过来,对其另一个端面继续研磨和抛光。本发明不需要人工加工,且利用机器可以一次加工多根玻璃棒,大大降低了工作量,提高了生产效率;通过围绕主轴设置行星轮加工时能够保证多根玻璃
研钵玻璃棒.ppt
硫酸铜晶体中结晶水含量的测定实验内容实验目的实验用品实验步骤(5)再加热称量注意事项3.为了减少误差,硫酸铜晶体事先应尽量研成细小颗粒,使硫酸铜晶体充分地受热,使失水反应进行充分。同时,又要控制温度小心慢慢加热并根据需要进行搅拌,防止局部过热引起晶体溅失或无水盐进一步分解;整个称量过程,特别是称量无水硫酸铜和瓷坩埚的质量,最好盖严瓷坩埚盖,减少称量时间;干燥器中的浓硫酸应该有足够的浓度,或用其他高效固体干燥剂如无水氯化钙、硅酸等,确保干燥的效果。总结——硫酸铜晶体结晶水含量测定实验坩埚加热泥三角,蓝色变白

烧杯玻璃棒.ppt
富营养化的城市河流水样自然界的水的净化方法又有哪些呢?首先我们一起来了解自来水厂的净水过程自来水厂净水过程自来水厂净水过程图自来水厂净水过程:二、其他分离方法操作沉淀法:使水中的杂质沉淀到水底的方法。2、过滤法:净化水方法三:蒸馏法操作注意点:(1)温度计下端玻璃泡位于蒸馏烧瓶的支管口处。(2)蒸馏烧瓶中加入碎瓷片,以防暴沸。(3)石棉网的作用是使烧瓶受热均匀。(4)冷凝管中水流方向:自下而上,使冷却更充分。[思考]在沉淀、过滤法和蒸馏法中,哪种方法净水的效果好?可用哪些方法来进行比较?沉淀法、过滤法、蒸