
一种耐热陶瓷锅具及其制备方法.pdf

小代****回来

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种耐热陶瓷锅具及其制备方法.pdf
本发明涉及一种耐热陶瓷锅具,如下重量份数组成:锂辉石65~80份,粘土13~20份,高岭土10~16份,风沙土8~13份,地开石6~11份,叶腊石5~9份,黑曜石2~7份,黝帘石0~0.5份;所述耐热陶瓷锅具的制备方法,包括以下步骤:S1.坯体的制作:将所述原材料按重量份数混合,经练泥、注浆成型、俢坯,送入窑中素烧,制成素坯;S2.素坯内表面的处理:在素坯内表面喷涂不粘涂料并烘烤;S3.素坯外表面的处理:在素坯外表面先两次喷涂陶瓷漆,再喷涂金属涂层,然后喷涂硅油,最后喷涂不粘涂料。本发明制得的耐热陶瓷锅具
一种锅具及其制备方法.pdf
本发明公开了一种锅具的制备方法,包括以下步骤:制作压花的锻压模具:准备一块铁块,车削加工好后淬火49度,再在淬火好的铁块平面上雕刻凹凸不平的花纹,利用雕刻机在铁块表面雕刻凹凸不平的花纹,花纹高度0.6MM以下,花纹的宽度控制在0.6MM以内,花纹的间距控制在0.6MM以内;把制作好的压花铁块装在大吨位液压机上(3000T~5000T);把采购回来的普通铝片用压花模具对铝片表面进行大吨位冷压,可使普通铝片表面形成蜂窝状的花纹,并使铝片的分子结构更加紧密而变硬。本发明的优点是:锅身得到显著的加硬,因为基材的加
锅具及其制备方法.pdf
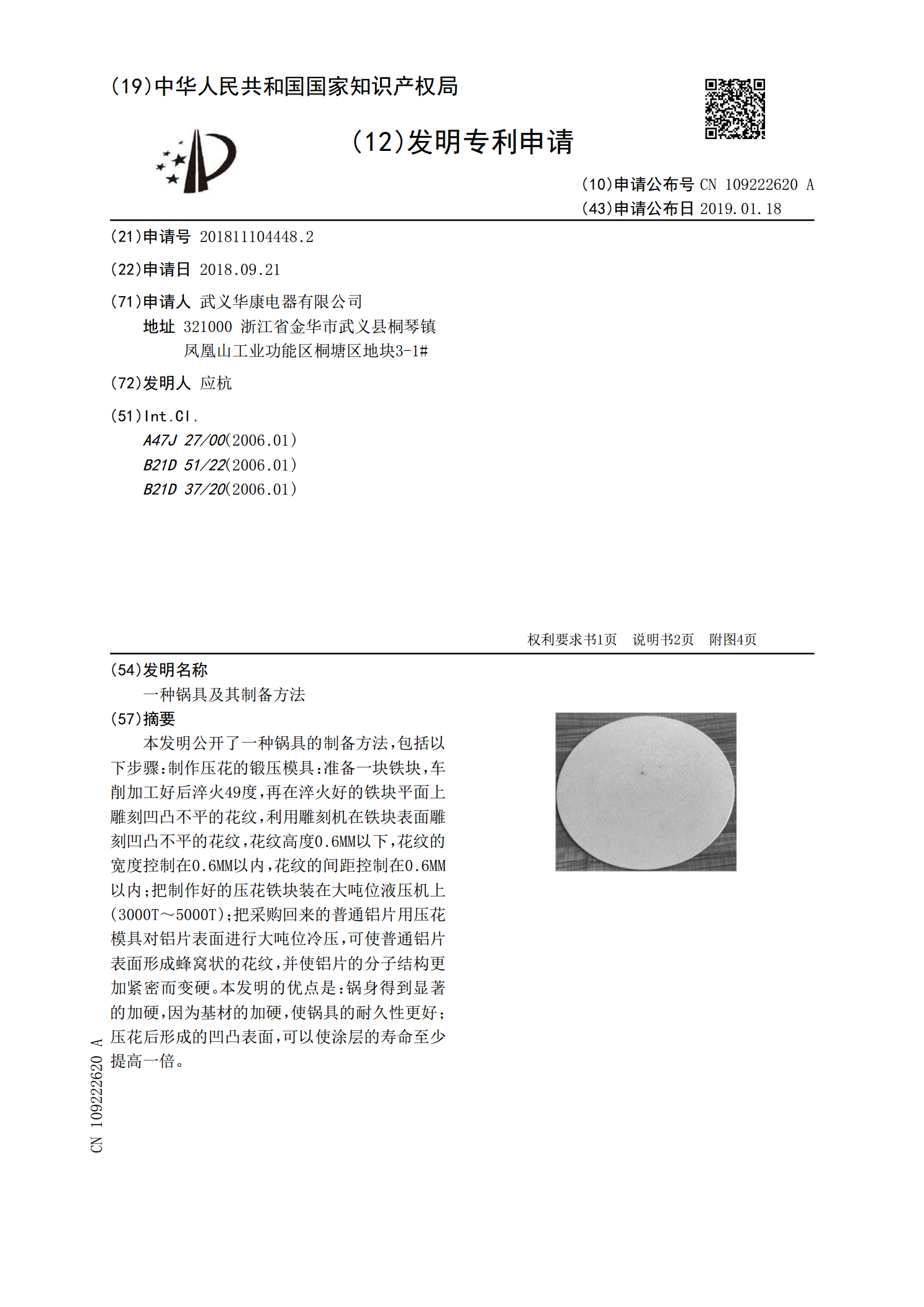
本发明提供了锅具及其制备方法,其中,所述锅具包括:锅具本体,所述锅具本体由导电材料形成,且所述锅具本体上设置有上端开口的盲孔;温度传感器,所述温度传感器设置在所述盲孔中,具有下电极和上电极,且所述下电极与所述锅具本体电连接;数据采集器,所述数据采集器与所述锅具本体和所述上电极电连接。发明人发现,在锅具本体中设置温度传感器,温度传感器根据温度的变化产生电学信号,巧妙地利用锅具本体导电的特性将上述电学信号传输到数据采集器,可以比较灵敏或者比较准确的实时测量锅具表面的温度,并通过数据采集器处理之后实现锅具表面温

复合锅具及其制备方法.pdf
本发明涉及锅具领域,公开了一种复合锅具及其制备方法。所述复合锅具由内向外依次包括陶瓷内胆(1)、含铝涂层(2)、铝焊层(3)和金属外壳(4)。制备复合锅具的方法包括:(1)在陶瓷内胆的外侧表面喷涂含铝涂层;(2)在含铝涂层以及金属外壳的内侧涂覆钎剂和焊料,以通过炉内钎焊的方式连接陶瓷内胆和金属外壳。本发明的锅具陶瓷内胆与金属外壳紧密结合,兼具陶瓷锅具健康环保、金属锅具不易破裂且适用于电磁加热和压力锅的特点,因此,本发明的复合锅具健康环保、在和食物长期接触过程中不存在金属元素溶出风险,而且不易破裂,可应用于
一种耐热陶瓷强化变形铝合金及其制备方法.pdf
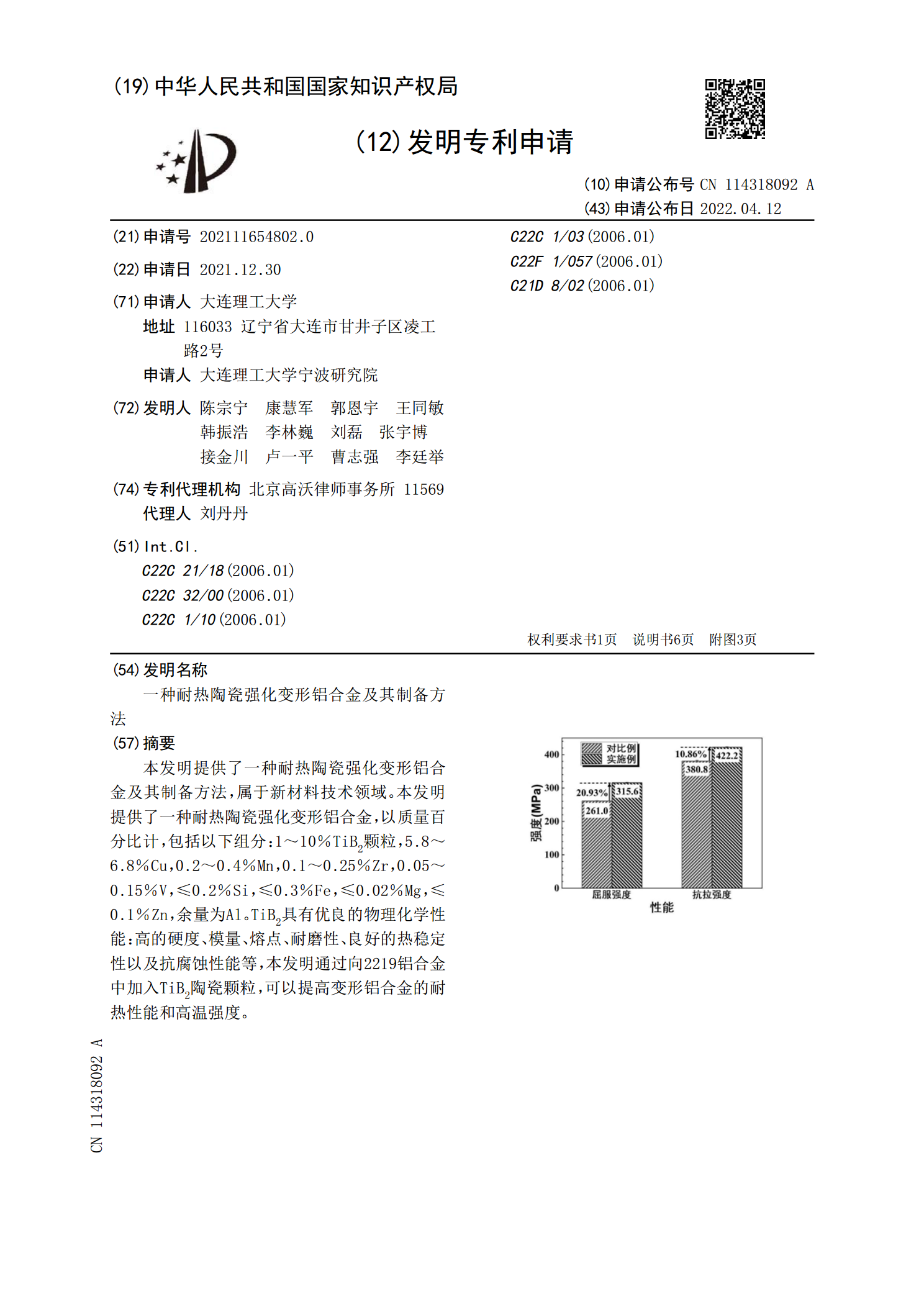
本发明提供了一种耐热陶瓷强化变形铝合金及其制备方法,属于新材料技术领域。本发明提供了一种耐热陶瓷强化变形铝合金,以质量百分比计,包括以下组分:1~10%TiB<base:Sub>2</base:Sub>颗粒,5.8~6.8%Cu,0.2~0.4%Mn,0.1~0.25%Zr,0.05~0.15%V,≤0.2%Si,≤0.3%Fe,≤0.02%Mg,≤0.1%Zn,余量为Al。TiB<base:Sub>2</base:Sub>具有优良的物理化学性能:高的硬度、模量、熔点、耐磨性、良好的热稳定性以及抗腐蚀性能