
用于氟化工生产设备的镍基双金属复合材料的制备方法.pdf

An****70

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于氟化工生产设备的镍基双金属复合材料的制备方法.pdf
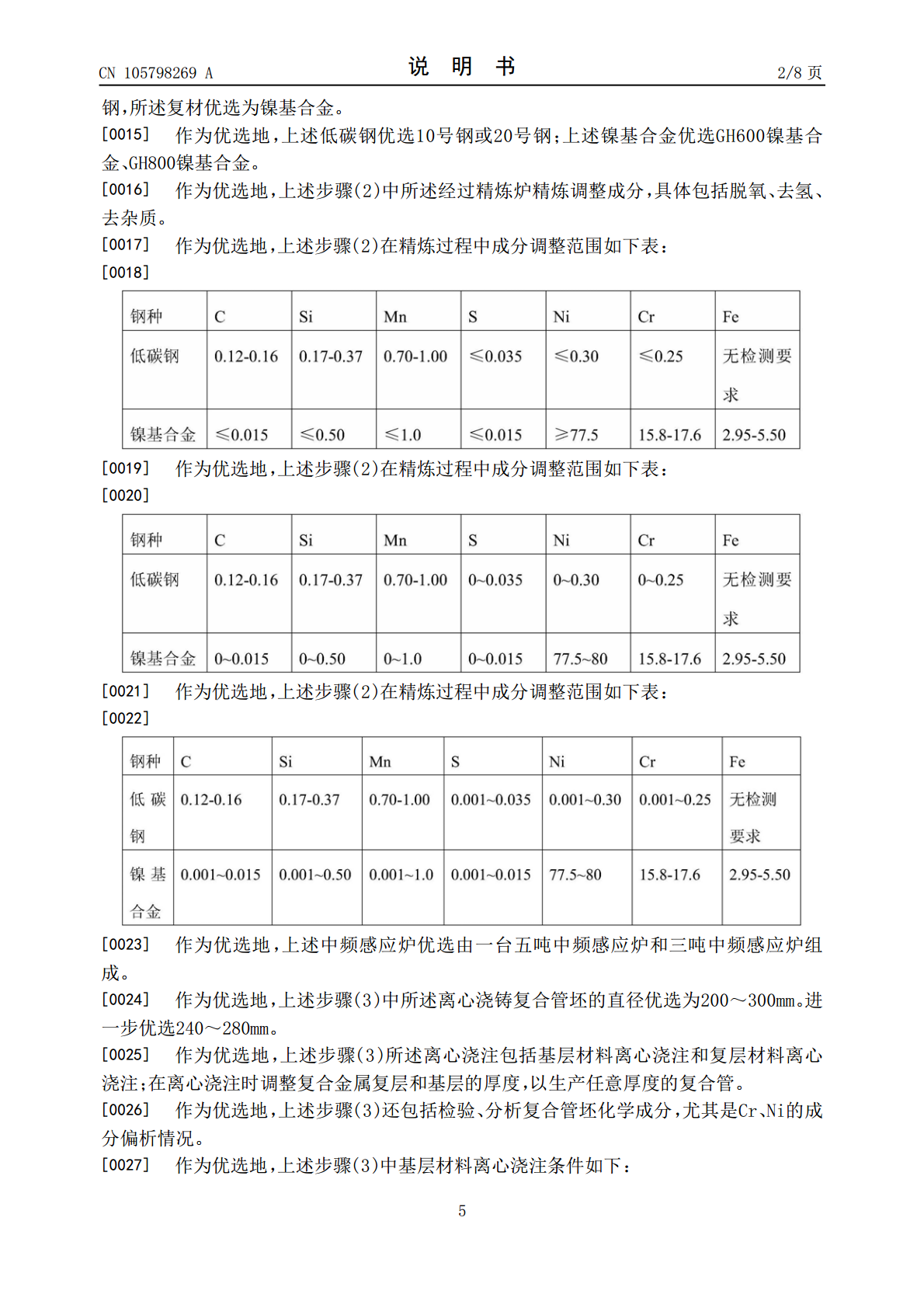
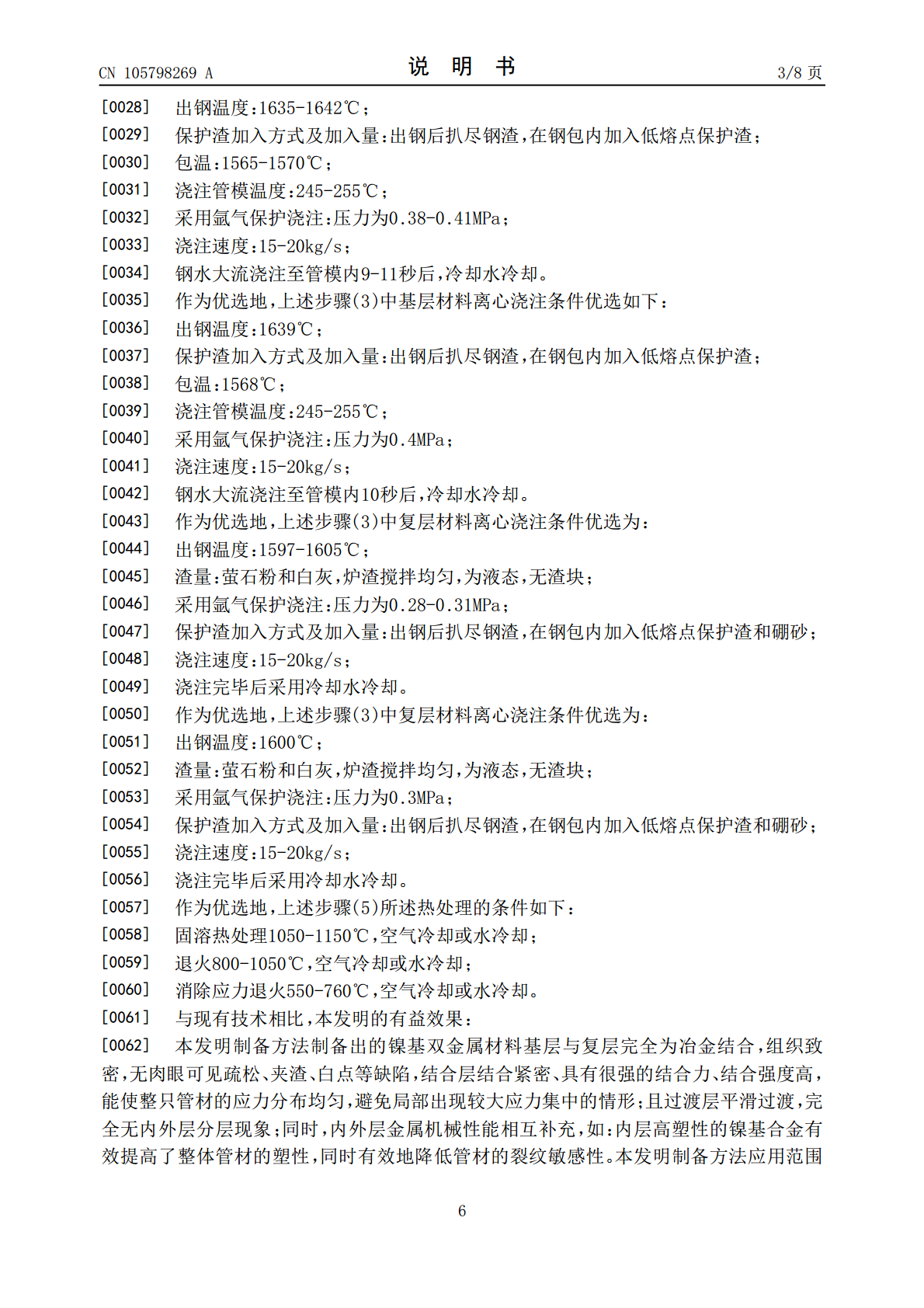
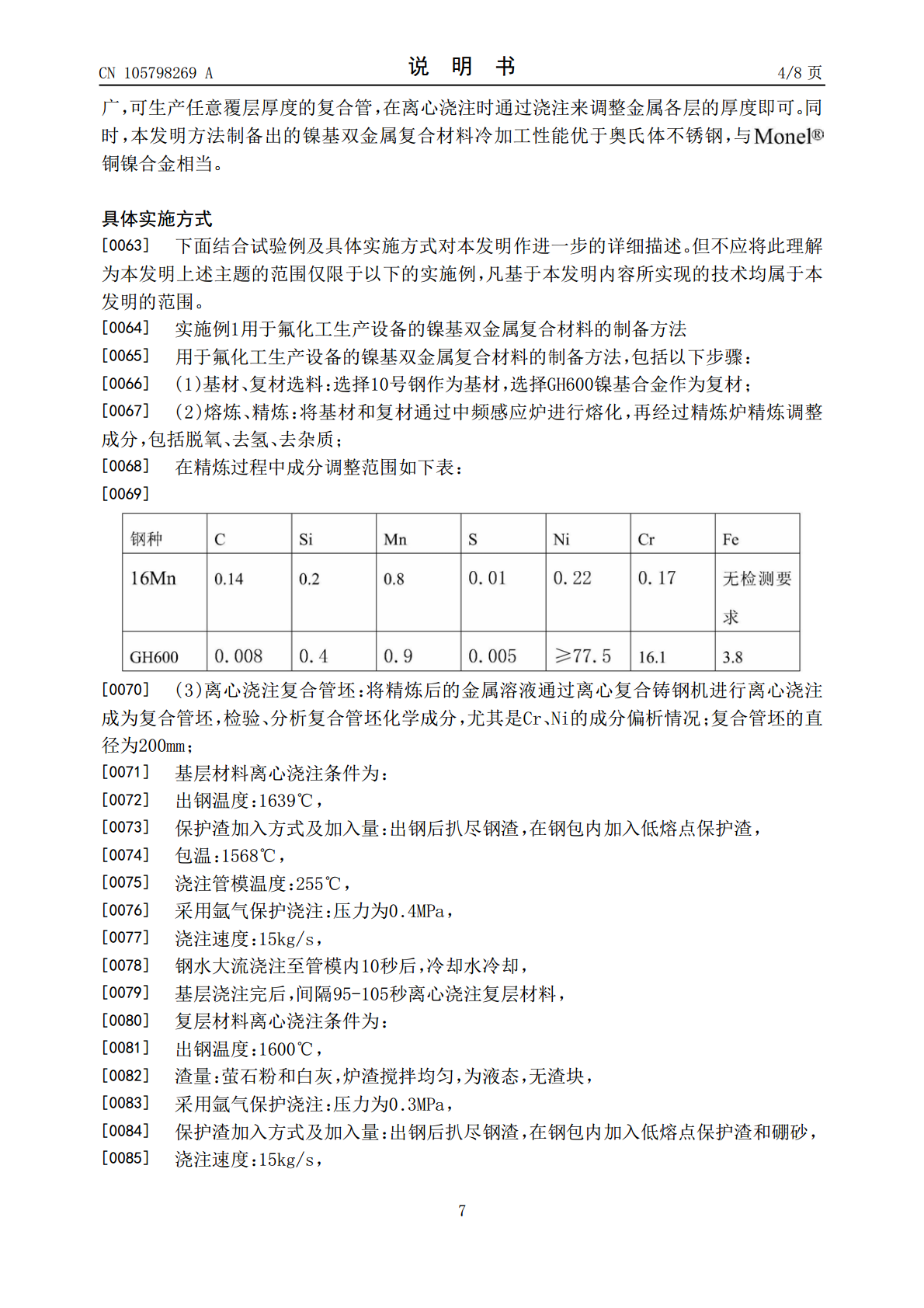
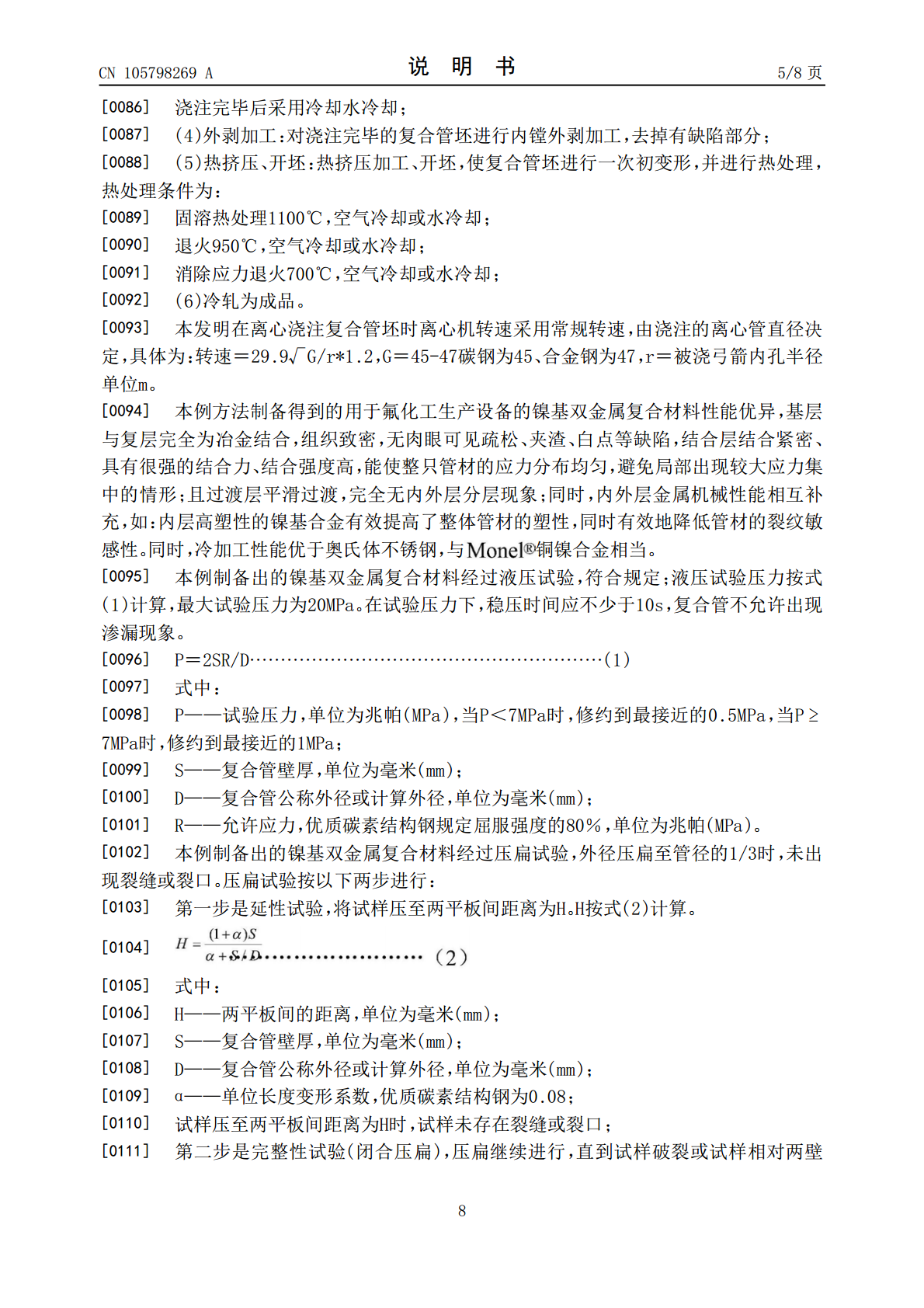
本发明公开了用于氟化工生产设备的镍基双金属复合材料的制备方法。用于氟化工生产设备的镍基双金属复合材料的制备方法,包括以下步骤:(1)基材、复材选料:根据工况要求,选择基材和复材;(2)熔炼、精炼:将基材和复材通过中频感应炉进行熔化,再经过精炼炉精炼调整成分;(3)离心浇注复合管坯:将精炼后的金属溶液通过离心复合铸钢机进行离心浇注成为复合管坯;(4)外剥加工:对浇注完毕的复合管坯进行内镗外剥加工,去掉有缺陷部分;(5)热挤压、开坯:热挤压加工、开坯,使复合管坯进行一次初变形,并进行热处理;(6)冷轧为成品。
用于制备镍基合金的方法.pdf
本发明涉及用于制备镍基合金的方法,所述方法通过下述进行:‑通过VIM、VOF或VLF产生电极,‑为了降低应力和过时效,使电极在炉中在介于500与1300℃之间的温度范围内经历10至336小时的时间段的热处理,其中在1000℃至1300℃的温度范围内热处理至少10小时和最多48小时,‑将电极在空气中或在炉中冷却至介于室温与低于900℃之间的温度,‑将经冷却的电极随后通过ESU以3.0至10kg/分钟的重熔速率重熔成ESU铸块,‑将ESU铸块在空气中或在炉中冷却至介于室温与低于900℃之间的温度,将ESU铸块
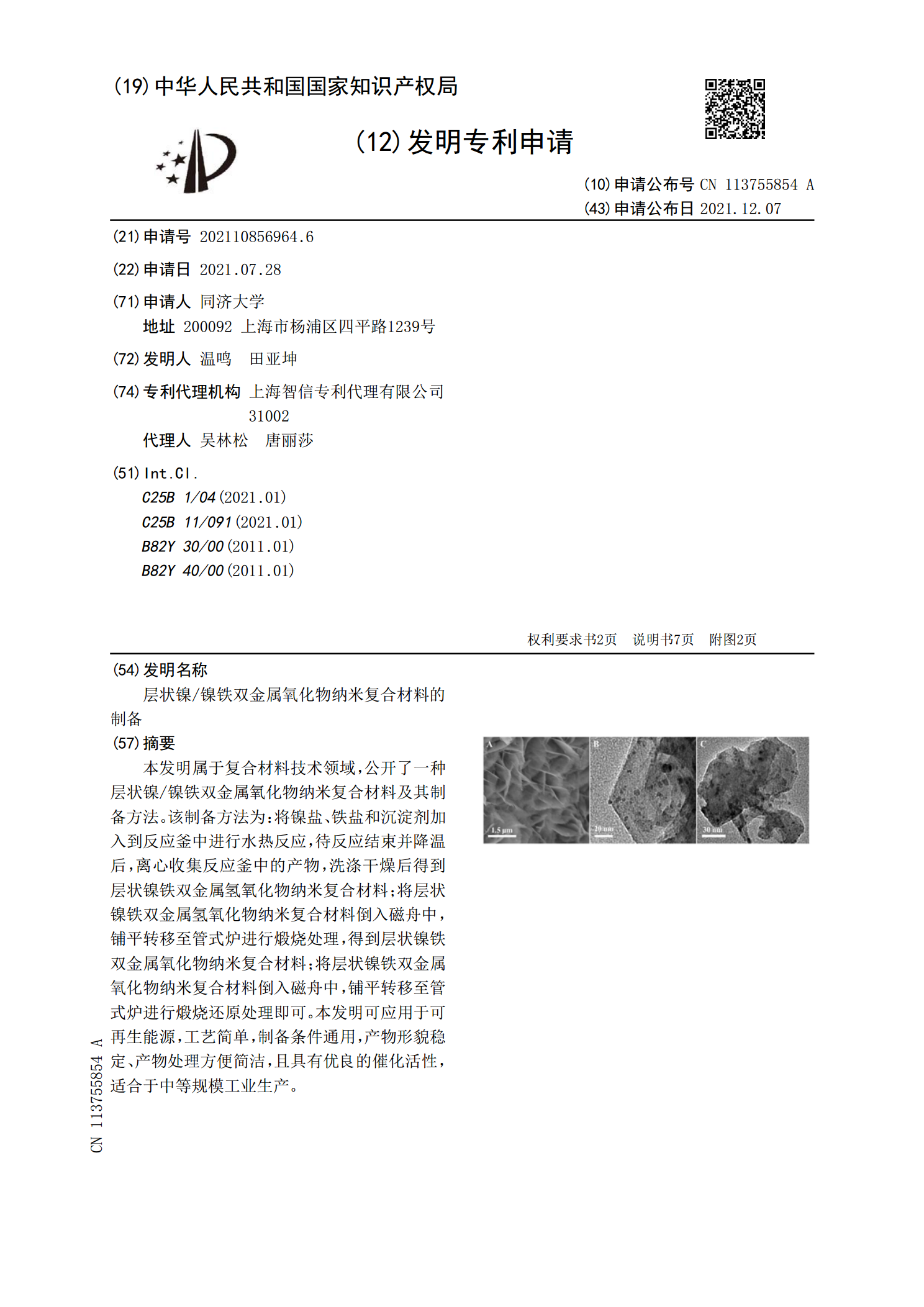
层状镍/镍铁双金属氧化物纳米复合材料的制备.pdf
本发明属于复合材料技术领域,公开了一种层状镍/镍铁双金属氧化物纳米复合材料及其制备方法。该制备方法为:将镍盐、铁盐和沉淀剂加入到反应釜中进行水热反应,待反应结束并降温后,离心收集反应釜中的产物,洗涤干燥后得到层状镍铁双金属氢氧化物纳米复合材料;将层状镍铁双金属氢氧化物纳米复合材料倒入磁舟中,铺平转移至管式炉进行煅烧处理,得到层状镍铁双金属氧化物纳米复合材料;将层状镍铁双金属氧化物纳米复合材料倒入磁舟中,铺平转移至管式炉进行煅烧还原处理即可。本发明可应用于可再生能源,工艺简单,制备条件通用,产物形貌稳定、产
用于粉末的镍基合金和用于制备粉末的方法.pdf
用于粉末的镍基合金,其中如下定义含量(以重量%计):C最大0.5%,S最大0.15%,尤其是最大0.03%,N最大0.25%,Cr14–35%,尤其是17–28%,Ni余量(>38%),Mn最大4%,Si最大1.5%,Mo>0–22%,Ti<4%,尤其是<3.25%,Nb至多6.0%,Cu至多3%,尤其是至多0.5%,Fe<50%,P最大0.05%,尤其是最大0.04%,Al至多3.15%,尤其是至多2.5%,Mg最大0.015%,V最
一种镍基复合材料及其制备方法和应用.pdf
本发明属于3D打印用材料技术领域,具体涉及一种镍基复合材料及其制备方法和应用。本发明提供了一种镍基复合材料,由包括以下质量百分比含量的原料制备得到:稀土0.25~0.85%、陶瓷9.5~15.5%和余量的镍粉;从化学组成上,所述稀土包括La、Nd或Y。本发明通过陶瓷在成形过程中产生原位反应,改善界面结构,提高材料的强韧性,并且有效提高粉末对电子束的吸收率,提高粉末的加工性能;通过添加稀土,保证了在应用于电子束加工过程中时陶瓷与基体之间有良好的润湿性能,并且避免因熔点、热膨胀系数和表面张力差异过大而导致在镍