
硫回收装置零排放开停工工艺.pdf

mm****酱吖


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

硫回收装置零排放开停工工艺.pdf
本发明属于硫磺回收及尾气处理技术领域,具体涉及一种硫回收装置零排放开停工工艺。所述工艺包括:①开工烘炉期间,烘炉烟气直接进碱液吸收塔;②转化器升温期间,自尾气分液罐来尾气进入焚烧炉焚烧后,所得高温烟气经尾气废热锅炉回收余热后进碱液吸收塔;③加氢反应器催化剂预硫化期间,用制硫过程气中的硫化氢预硫化加氢反应器催化剂,通过比值分析仪控制其浓度,加氢尾气自急冷塔前引进焚烧炉焚烧后经碱液吸收塔吸收SO

改良热氮吹硫工艺在硫回收装置停工保护中的应用.pptx
汇报人:/目录01传统热氮吹硫工艺原理传统热氮吹硫工艺的优缺点02改良热氮吹硫工艺的原理改良热氮吹硫工艺的技术特点03停工保护前的准备停工过程中的操作要点停工后的维护与保养04保护硫回收装置的效果提高硫回收率的效益对环境的影响05改良热氮吹硫工艺的意义未来研究方向汇报人:

用于硫磺回收系统的停工除硫装置及除硫方法.pdf
本发明实施例公开了一种用于硫磺回收系统的停工除硫装置及除硫方法,涉及石油化工领域。该停工除硫装置中,主燃烧炉、余热锅炉、一级克劳斯反应器、二级冷凝器、二级再热炉、二级克劳斯反应器、三级冷凝器和尾气捕集器通过管线依次连通;尾气捕集器的顶部出口分为第一支路和第二支路,第一支路与蒸汽喷射器的入口端连接,第二支路与尾气处理单元连接;蒸汽喷射器的出口端与主燃烧炉连接;二级冷凝器、三级冷凝器和尾气捕集器分别与液硫池连接。本发明实施例所提供的除硫方法及除硫装置能够有效降低硫磺回收系统停工期间除硫SO

硫磺回收装置绿色开停工工艺.docx
硫磺回收装置绿色开停工工艺硫磺回收装置绿色开停工工艺一、引言在现代工业生产中,硫磺是一种重要的化工原料,广泛应用于化肥、制药、橡胶等行业。然而,硫磺的生产过程中会产生大量的含硫废气和废水,对环境造成严重污染和危害。因此,发展硫磺回收装置绿色开停工工艺成为解决环境污染问题的重要途径。二、背景传统的硫磺生产过程中,大量的含硫废气和废水主要来源于硫磺熔炼和提炼阶段。而这些废气和废水中含有的硫化氢、二氧化硫等有害物质不仅对环境造成污染,还对人身健康产生巨大危害。因此,确立一个绿色开停工工艺,将大大减少废气和废水的
一种可实现绿色停工的硫磺回收装置及其停工吹硫方法.pdf
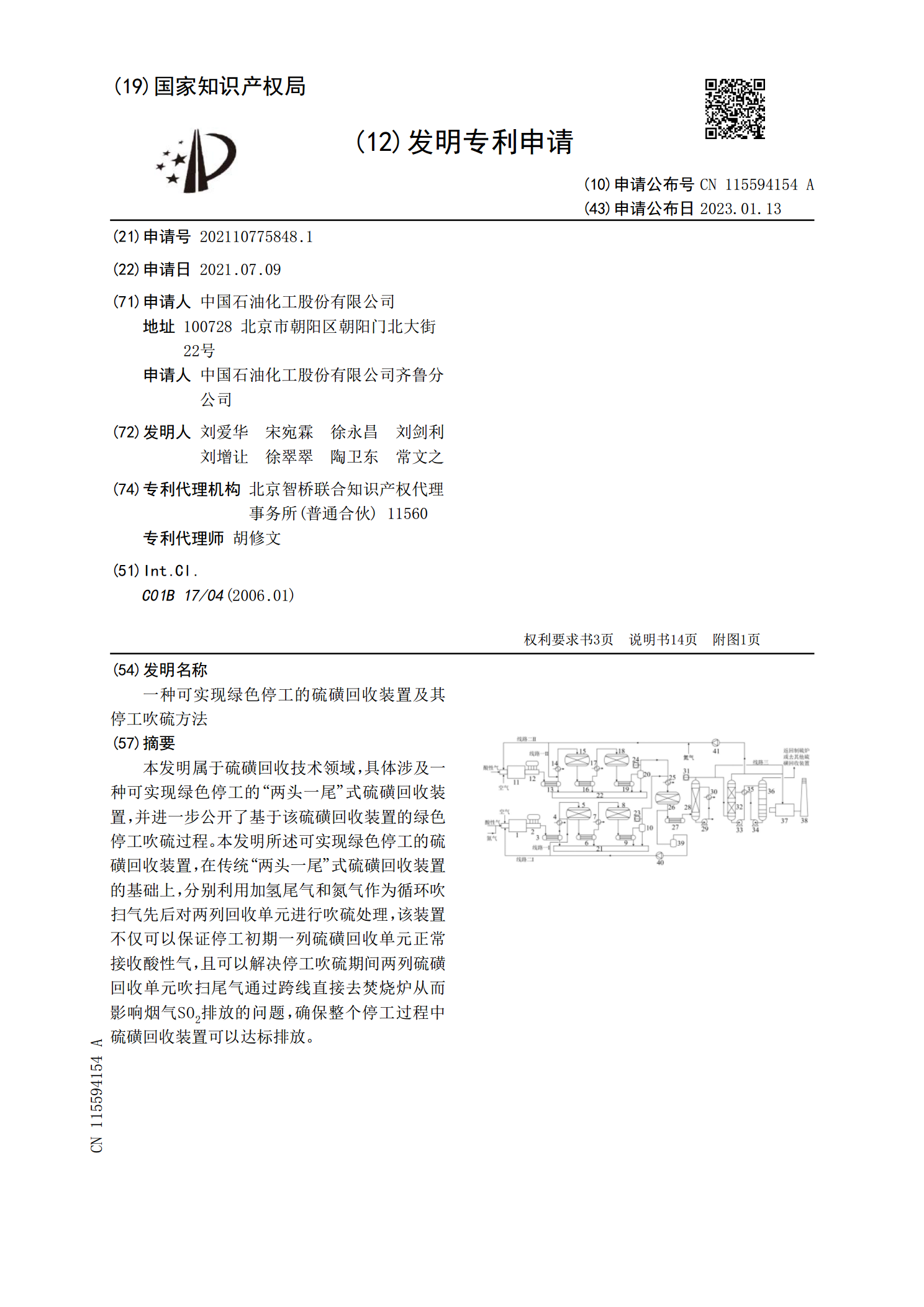
本发明属于硫磺回收技术领域,具体涉及一种可实现绿色停工的“两头一尾”式硫磺回收装置,并进一步公开了基于该硫磺回收装置的绿色停工吹硫过程。本发明所述可实现绿色停工的硫磺回收装置,在传统“两头一尾”式硫磺回收装置的基础上,分别利用加氢尾气和氮气作为循环吹扫气先后对两列回收单元进行吹硫处理,该装置不仅可以保证停工初期一列硫磺回收单元正常接收酸性气,且可以解决停工吹硫期间两列硫磺回收单元吹扫尾气通过跨线直接去焚烧炉从而影响烟气SO