
双捻机用差速器摩擦片及其加工方法.pdf

绮兰****文章


1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
双捻机用差速器摩擦片及其加工方法.pdf
本发明公开了一种双捻机用差速器摩擦片及其加工方法,所述摩擦片主要由以下质量分数的原料加工制作而成:聚四氟乙烯50~80%;锡青铜粉15~45%;碳纤维2~6%。所述加工方法包括如下步骤:1)混料:使用混料机将所述原料混合均匀;2)压制:放入模具中加压,加压压力30~80MPa,保压时间30~100min;3)烧结:将模压成型的改性聚四氟乙烯胚料装入高温烧结炉中进行烧结;4)机加:机械加工至双捻机要求的尺寸和形状;5)摩擦面磨合:将摩擦片安装在专用工装上,与另一磨合片相互磨合。本发明所制得的摩擦片具有优异的
钢丝绳双捻机用牵引轮及其加工方法.pdf
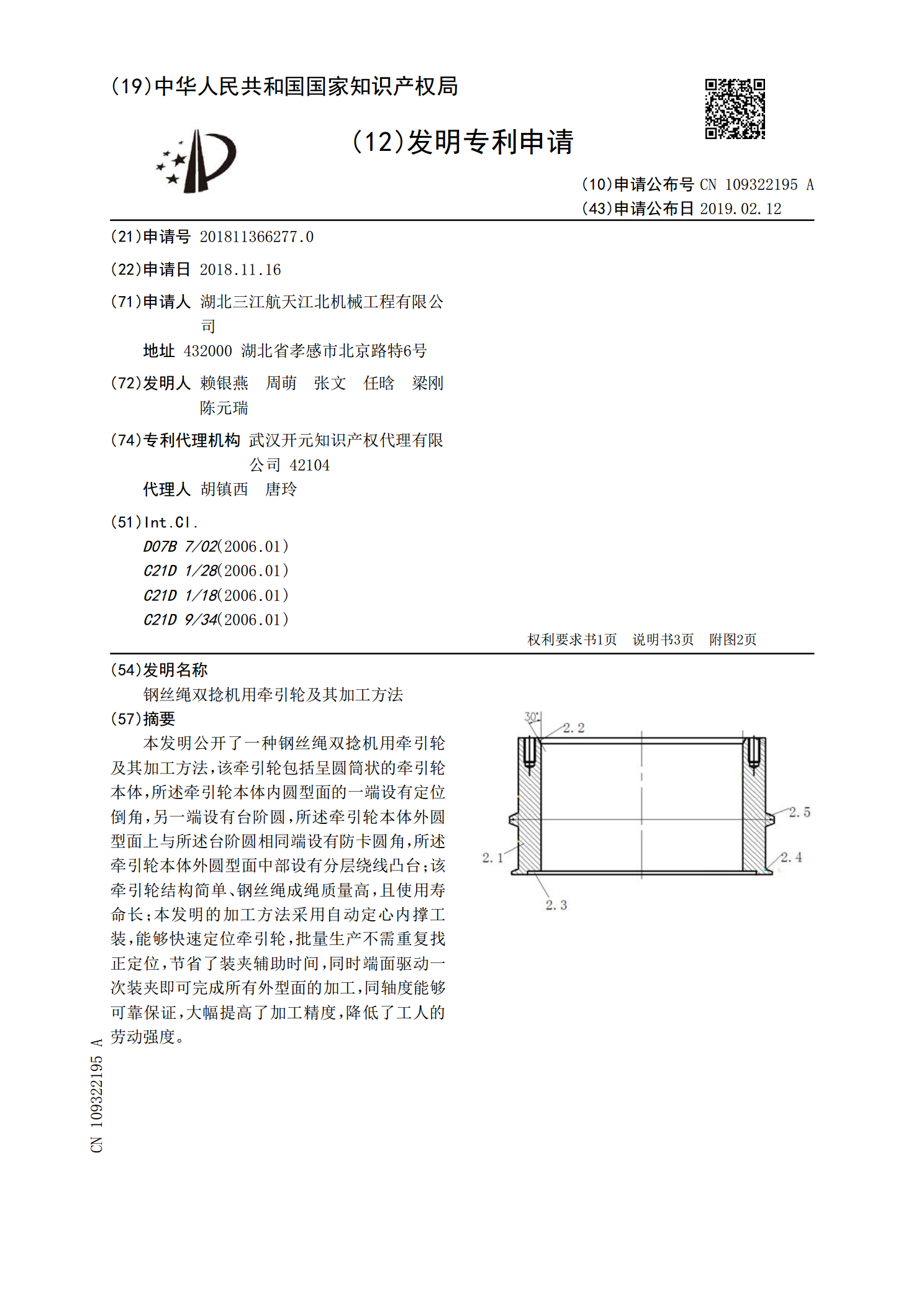
本发明公开了一种钢丝绳双捻机用牵引轮及其加工方法,该牵引轮包括呈圆筒状的牵引轮本体,所述牵引轮本体内圆型面的一端设有定位倒角,另一端设有台阶圆,所述牵引轮本体外圆型面上与所述台阶圆相同端设有防卡圆角,所述牵引轮本体外圆型面中部设有分层绕线凸台;该牵引轮结构简单、钢丝绳成绳质量高,且使用寿命长;本发明的加工方法采用自动定心内撑工装,能够快速定位牵引轮,批量生产不需重复找正定位,节省了装夹辅助时间,同时端面驱动一次装夹即可完成所有外型面的加工,同轴度能够可靠保证,大幅提高了加工精度,降低了工人的劳动强度。
钢丝绳双捻机集线装置及其集线方法.pdf
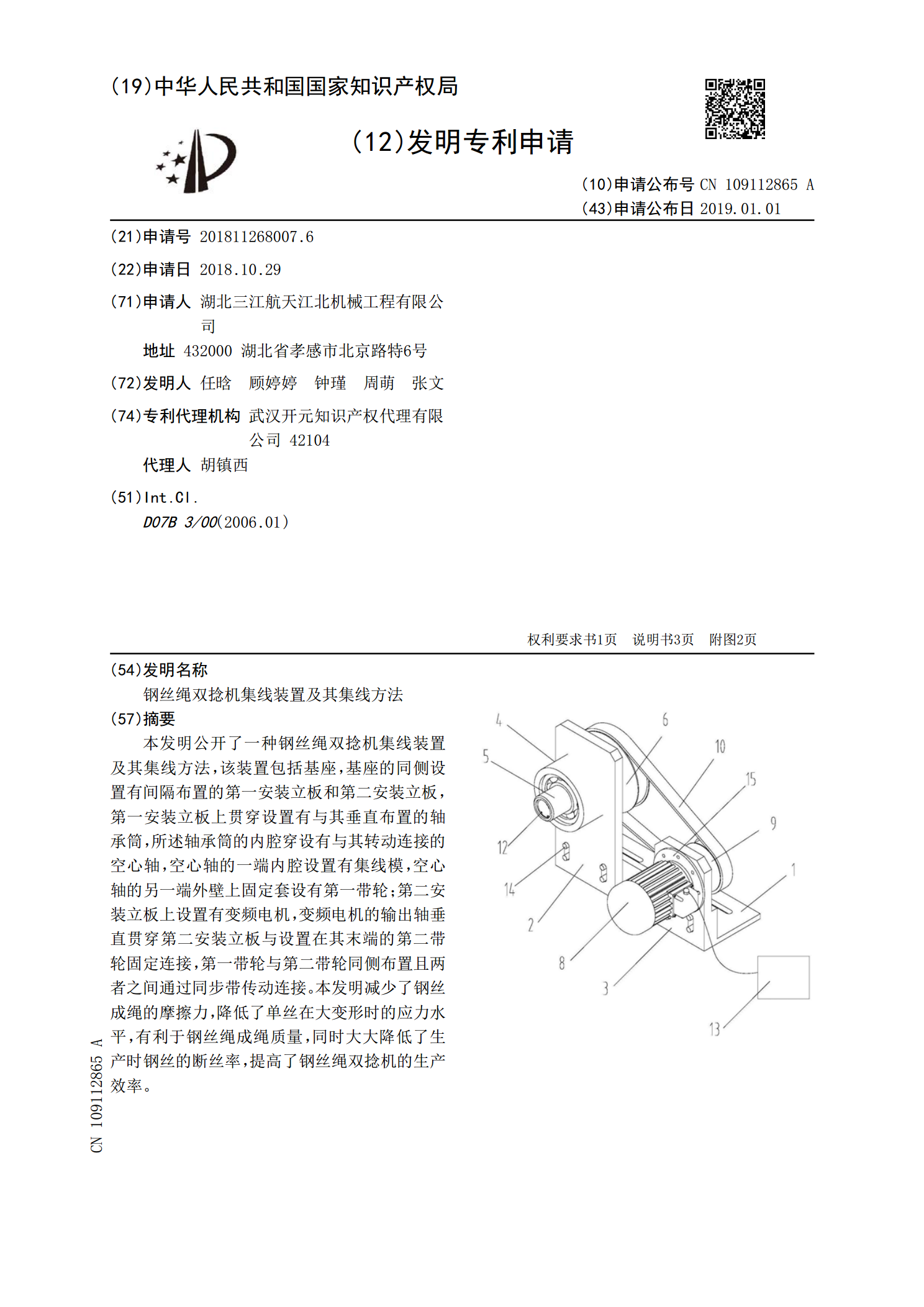
本发明公开了一种钢丝绳双捻机集线装置及其集线方法,该装置包括基座,基座的同侧设置有间隔布置的第一安装立板和第二安装立板,第一安装立板上贯穿设置有与其垂直布置的轴承筒,所述轴承筒的内腔穿设有与其转动连接的空心轴,空心轴的一端内腔设置有集线模,空心轴的另一端外壁上固定套设有第一带轮;第二安装立板上设置有变频电机,变频电机的输出轴垂直贯穿第二安装立板与设置在其末端的第二带轮固定连接,第一带轮与第二带轮同侧布置且两者之间通过同步带传动连接。本发明减少了钢丝成绳的摩擦力,降低了单丝在大变形时的应力水平,有利于钢丝绳

一种初捻机生产并捻纱用分纱器及其使用方法.pdf
本发明提供一种初捻机生产并捻纱用分纱器,包括方形口、盲孔、磁铁、销杆、圆孔、引线筒、连接杆、弧形滑块以及弧形滑槽,所述盲孔开设在方形口内部右端面,所述磁铁安装在盲孔内部右端面,所述圆孔开设在竖杆二环形侧面上,所述销杆装配在圆孔内,且销杆右端延伸至盲孔内,该设计实现了本发明根据需要进行扩展的目的,所述弧形滑槽开设在半圆杆一环形侧面上,所述弧形滑块装配在弧形滑槽内,所述连接杆下端固定在弧形滑块上端面中间位置,所述连接杆上端装配有引线筒,该设计降低了本发明对纱线的磨损量,本发明还提供一种初捻机生产并捻纱用分纱器

对双捻机捻制工艺的浅识.docx
对双捻机捻制工艺的浅识双捻机是一种用于纺织行业的专业设备,用于捻制纱线或线绳。双捻机的捻制工艺是一种重要的生产工艺,它对于纱线的品质、强度和可靠性等方面具有重要影响。在这篇论文中,我们将对双捻机的捻制工艺进行深入分析和探讨。首先,我们将介绍双捻机的捻制原理和基本结构。双捻机的主要组成部分包括两个平行旋转的捻簧、送纱装置和收纱装置。捻簧通过同步旋转的方式将纱线进行双向捻制,从而增加纱线的强度和稳定性。其次,我们将详细介绍双捻机的捻制工艺参数及其对纱线品质的影响。捻制工艺参数包括捻向、捻度和捻向比。捻向是指捻