
闭式模及汽车进排气法兰的闭式模生产工艺.pdf

是你****岺呀

1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
闭式模及汽车进排气法兰的闭式模生产工艺.pdf
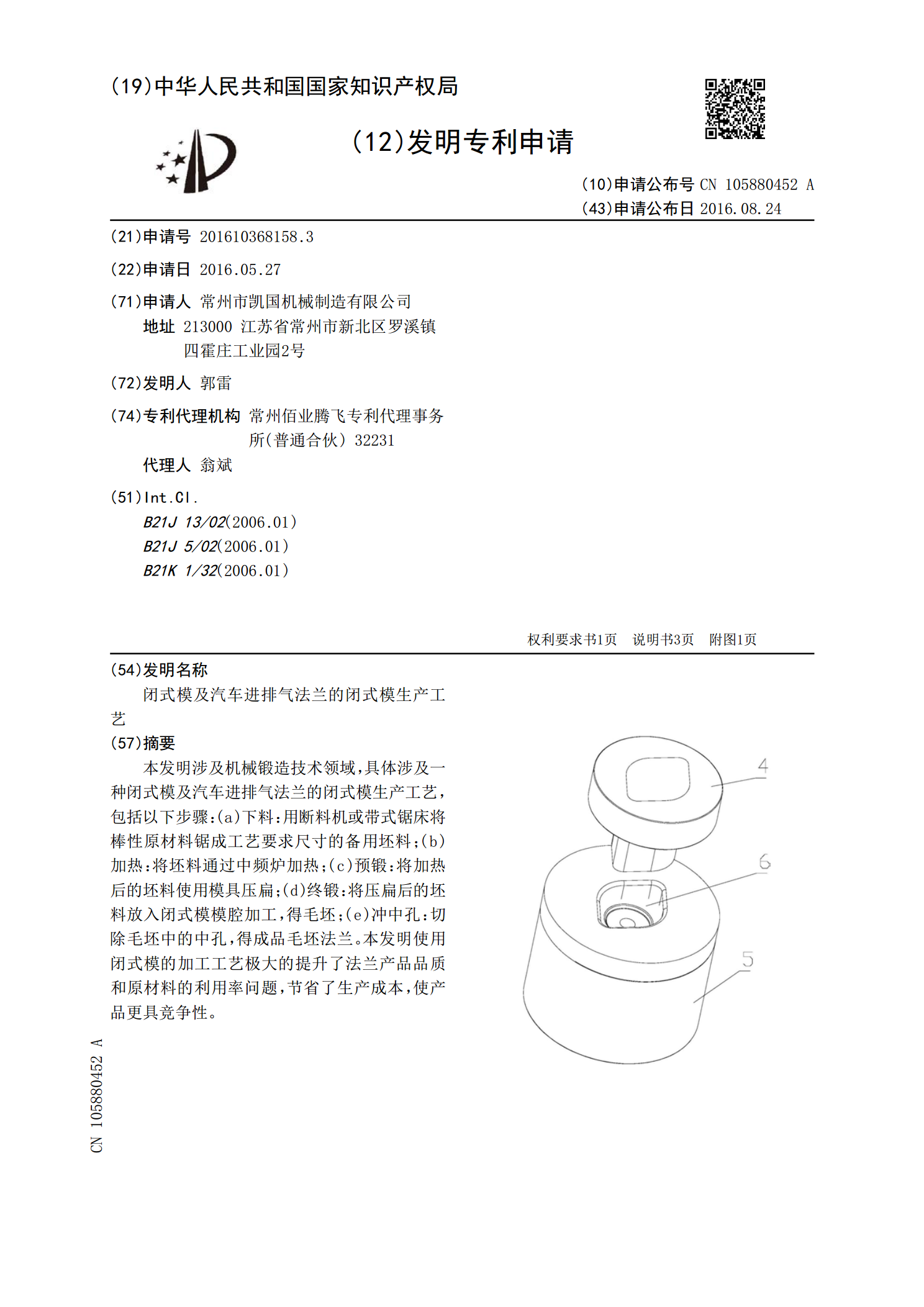
本发明涉及机械锻造技术领域,具体涉及一种闭式模及汽车进排气法兰的闭式模生产工艺,包括以下步骤:(a)下料:用断料机或带式锯床将棒性原材料锯成工艺要求尺寸的备用坯料;(b)加热:将坯料通过中频炉加热;(c)预锻:将加热后的坯料使用模具压扁;(d)终锻:将压扁后的坯料放入闭式模模腔加工,得毛坯;(e)冲中孔:切除毛坯中的中孔,得成品毛坯法兰。本发明使用闭式模的加工工艺极大的提升了法兰产品品质和原材料的利用率问题,节省了生产成本,使产品更具竞争性。
汽车轮毂法兰闭式精密模锻方法.pdf
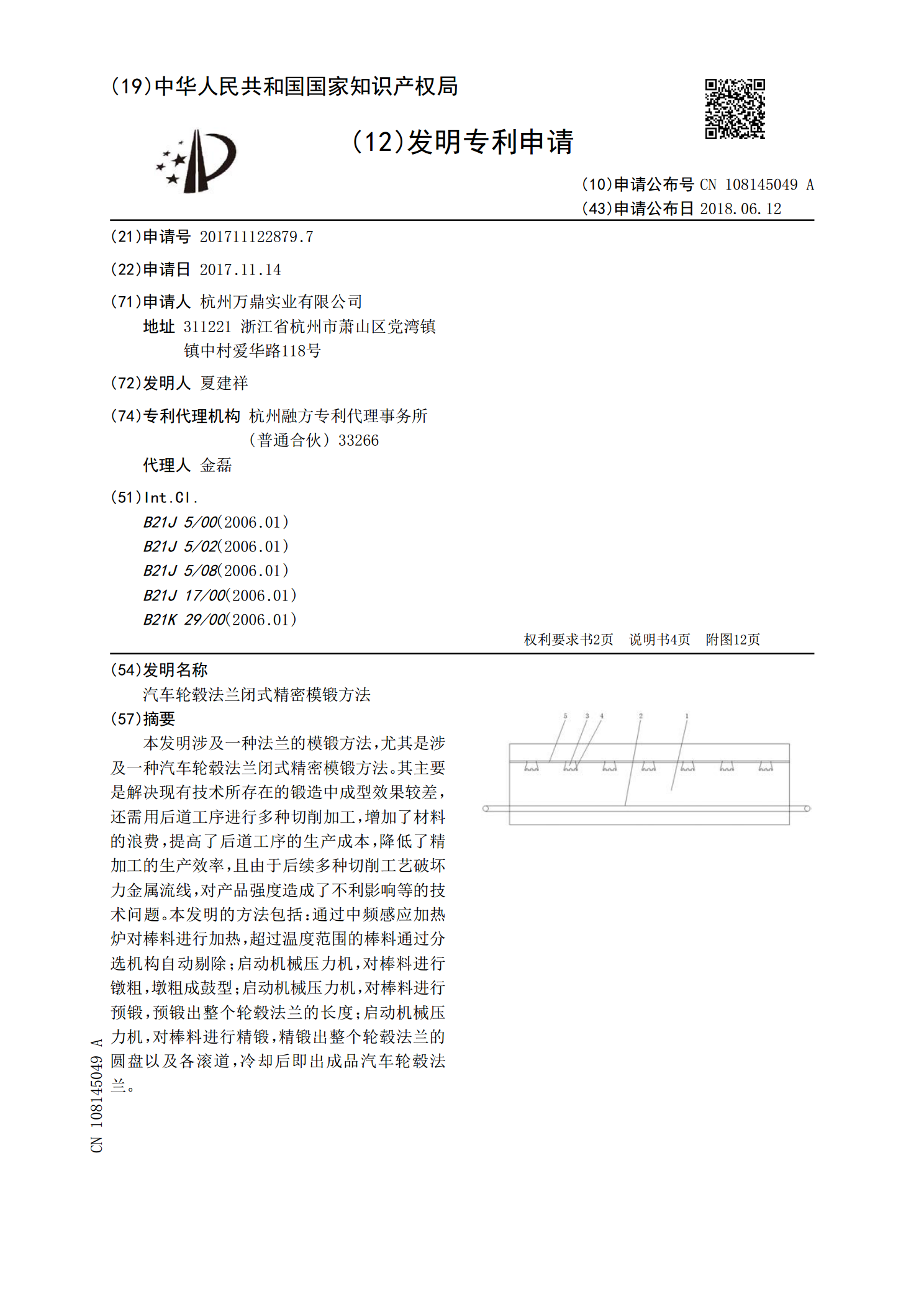
本发明涉及一种法兰的模锻方法,尤其是涉及一种汽车轮毂法兰闭式精密模锻方法。其主要是解决现有技术所存在的锻造中成型效果较差,还需用后道工序进行多种切削加工,增加了材料的浪费,提高了后道工序的生产成本,降低了精加工的生产效率,且由于后续多种切削工艺破坏力金属流线,对产品强度造成了不利影响等的技术问题。本发明的方法包括:通过中频感应加热炉对棒料进行加热,超过温度范围的棒料通过分选机构自动剔除;启动机械压力机,对棒料进行镦粗,墩粗成鼓型;启动机械压力机,对棒料进行预锻,预锻出整个轮毂法兰的长度;启动机械压力机,对

自由浮动凹模闭式模锻的上限分析.docx
自由浮动凹模闭式模锻的上限分析自由浮动凹模闭式模锻的上限分析摘要:随着工业的快速发展,模锻技术在金属加工领域中得到了广泛应用。其中,自由浮动凹模闭式模锻技术是一种比较常用的模锻方法。本文将从材料、工艺和设备等多个角度对自由浮动凹模闭式模锻的上限进行分析,并对该技术的优缺点进行探讨。关键词:自由浮动凹模闭式模锻、材料、工艺、设备、优缺点1.引言随着现代工业生产规模的扩大和产品要求的提高,对于金属零件的生产效率和质量有了更高的要求。模锻作为一种传统的金属加工技术,其具有高效、节省原材料、降低生产成本等诸多优势

闭式机械压力机的安全调模法.doc
闭式机械压力机的安全调模法闭式机械压力机的安全调模法-varsiteSetup={sitePath:'/',ajaxPath:'/ajax.aspx',skinPath:'/Template/Default/Skin/'};会员中心加入VIP微信微信号用户名:密码:Cookie:不保存保存一天保存一月保存一年忘记密码安全新闻安全法规安全管理安全技术事故案例操作规程安全标准安全教育安全文化应急预案安全评价工伤保险职业卫生环保|健康管理体系文档|论文安全常识工程师安全文艺培训课件管理资料煤矿化工建筑机械电力冶

法兰锻件闭式模锻工艺与模具.docx
法兰锻件闭式模锻工艺与模具一、引言法兰锻件是一种常见的机械零件,广泛应用于重工业、汽车、航空、船舶等领域。闭式模锻是一种韧性加工技术,利用模具在特定的压力和温度下将金属材料加工成所需的形状。因为模锻工艺具有高效、精度高、生产周期短等优点,因此在现代工业制造过程中得到了广泛应用。本文将深入分析法兰锻件闭式模锻工艺与模具的相关问题,探讨该工艺的应用及其改进方案。二、法兰锻件的特点法兰是一种连接两个管道或容器的零件,具有连接牢固、密封性好、耐高压、耐摩擦等特点。同时,法兰锻件还需具有一定的材料强度和导热性能,能