
一种超轻合金眼镜架及其制备工艺.pdf

永梅****33

1/9
2/9
3/9
4/9
5/9

6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超轻合金眼镜架及其制备工艺.pdf
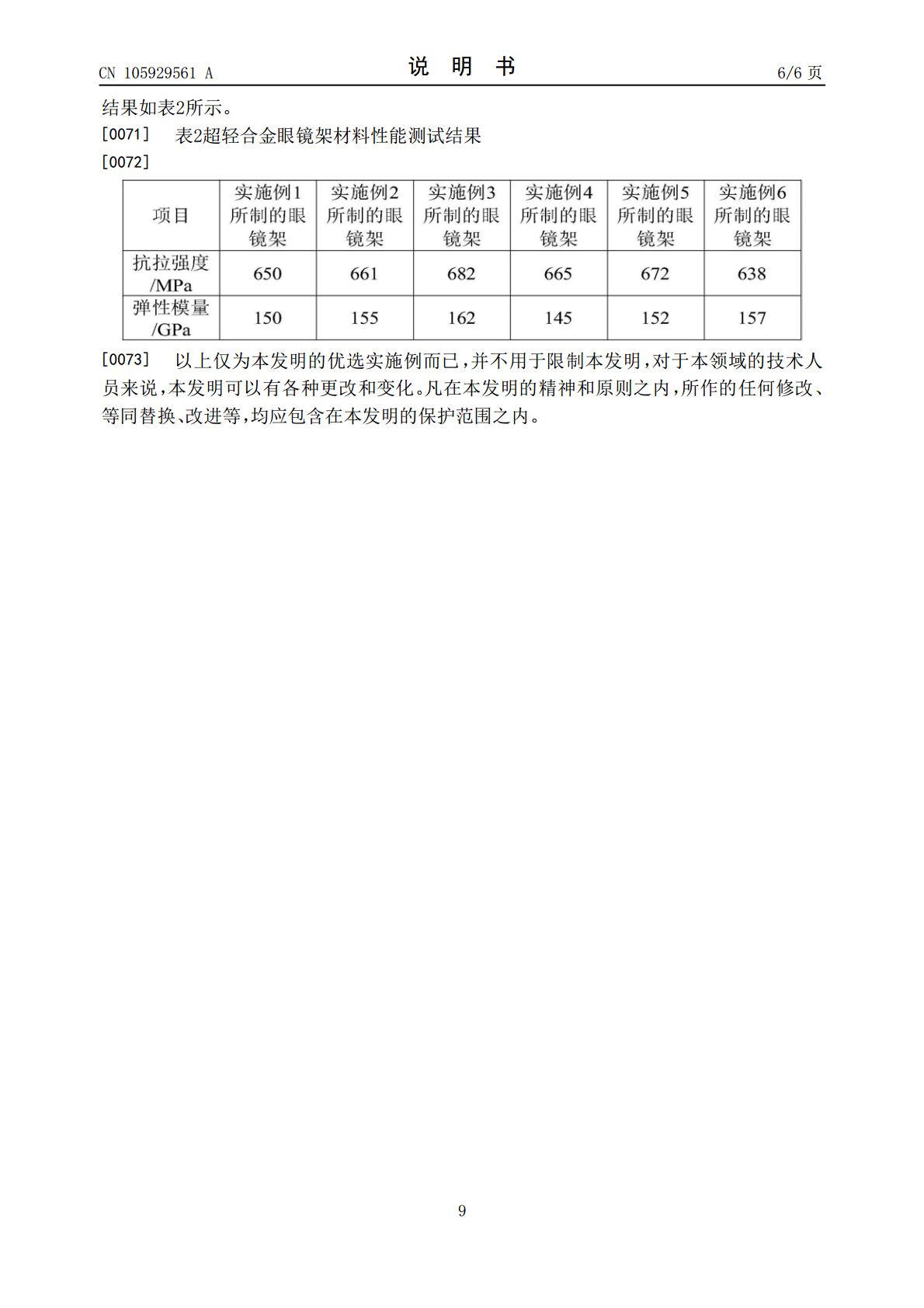
本发明公开了一种超轻合金眼镜架及其制备工艺,超轻合金采用层状结构的钛增韧镁合金;其中钛增韧镁合金的制备方法包括:真空条件下,将钛单质粉粉碎,得到钛增韧金属粉体;依次交替层叠金属镁片和钛增韧金属粉体,得到待烧结体;将待烧结体放入高真空非自耗电弧熔炼炉中熔炼得到钛增韧镁合金;超轻合金眼镜架的制备工艺包括:合金开模、零件制作、焊接组装、清洗定型,即得钛增韧镁合金超轻合金眼镜架。本发明制备了一种质量超轻的合金眼镜架,具有良好的抗拉强度和弹性,为消费者提供良好的使用体验。
一种透明眼镜架及其制备工艺.pdf
本发明公开了一种透明眼镜架及其制备工艺,所述透明眼镜架包括以下原料:聚氯乙烯30%‑50%、引发剂3%‑12%、分散剂4%‑8%、抗氧化剂3%‑9%、调节剂4%‑7%、填料8%‑12%和甘油20%‑30%;包括如下步骤:P1、按照质量百分百称取各原料,备用;P2、得到混合物料;P3、得到调节物料;P4、得到反应物料;P5、将反应物料进行沉淀过滤,去除液体,留取沉积物,得到过滤物料;P6、得到挤出物料;P7、最后得到分级粉末;P8、将分级粉末和填料混合形成粉末物料,然后投入注塑机,加热注塑到模具中,形成眼镜

一种高强度超轻合金及其制备方法.pdf
本发明公开了一种高强度超轻合金及其制备方法,所述合金各组分的质量百分比为:6~18wt%Li,0.5~9wt%Zn,0.2~2wt%Y,0.2~3wt%Si,余量为Mg和不可避免的杂质。该金属材料的制备方法包括熔炼、高温固溶热处理、热塑性变形、短时固溶热处理。本发明先对镁锂合金进行高温固溶热处理,使铸态合金中软化第二相固溶到基体中,获得了固溶强化,然后快速降温至指定温度,直接进行塑性变形,避免了传统均匀化处理存在的高温时效软化和长时间降温过程导致的时效软化,最后对塑性变形合金进行短时固溶热处理,消除塑性变
一种超轻可呼吸环保床品及其制备工艺.pdf
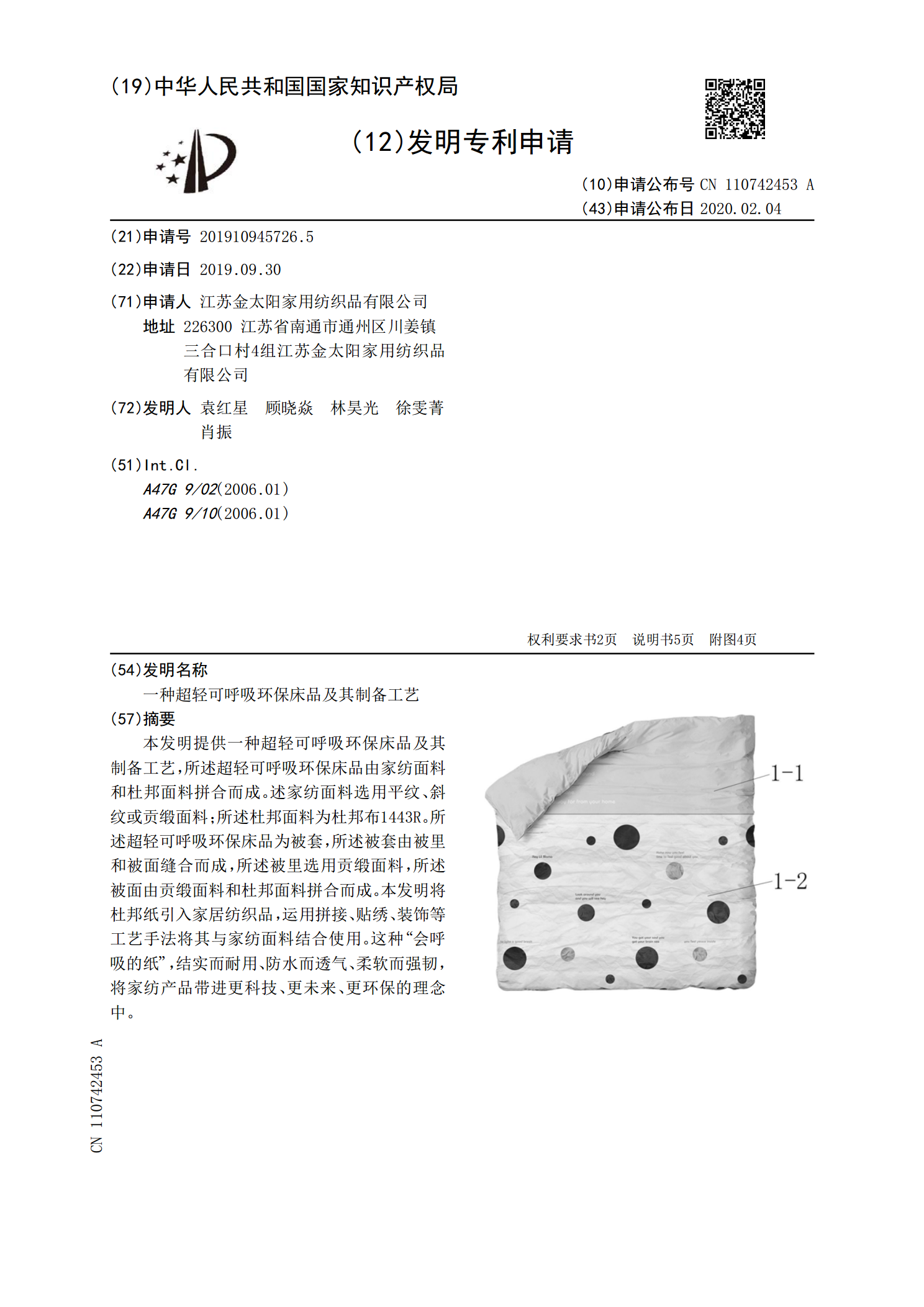
本发明提供一种超轻可呼吸环保床品及其制备工艺,所述超轻可呼吸环保床品由家纺面料和杜邦面料拼合而成。述家纺面料选用平纹、斜纹或贡缎面料;所述杜邦面料为杜邦布1443R。所述超轻可呼吸环保床品为被套,所述被套由被里和被面缝合而成,所述被里选用贡缎面料,所述被面由贡缎面料和杜邦面料拼合而成。本发明将杜邦纸引入家居纺织品,运用拼接、贴绣、装饰等工艺手法将其与家纺面料结合使用。这种“会呼吸的纸”,结实而耐用、防水而透气、柔软而强韧,将家纺产品带进更科技、更未来、更环保的理念中。
一种铝合金电缆的制备工艺及其制备装置.pdf
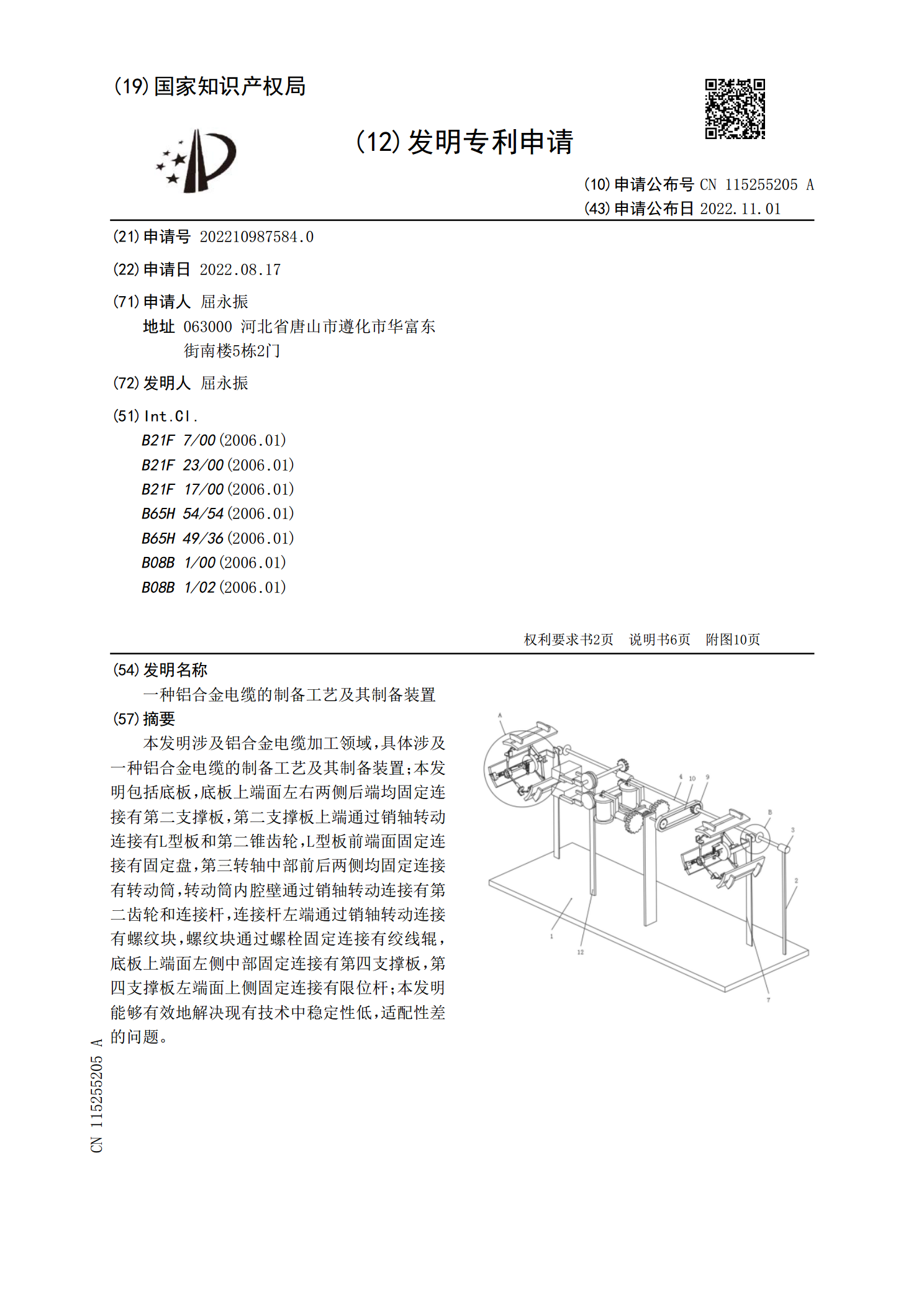
本发明涉及铝合金电缆加工领域,具体涉及一种铝合金电缆的制备工艺及其制备装置;本发明包括底板,底板上端面左右两侧后端均固定连接有第二支撑板,第二支撑板上端通过销轴转动连接有L型板和第二锥齿轮,L型板前端面固定连接有固定盘,第三转轴中部前后两侧均固定连接有转动筒,转动筒内腔壁通过销轴转动连接有第二齿轮和连接杆,连接杆左端通过销轴转动连接有螺纹块,螺纹块通过螺栓固定连接有绞线辊,底板上端面左侧中部固定连接有第四支撑板,第四支撑板左端面上侧固定连接有限位杆;本发明能够有效地解决现有技术中稳定性低,适配性差的问题。