
一种有效去除铀金属中杂质的装置和方法.pdf

骊英****bb

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种有效去除铀金属中杂质的装置和方法.pdf
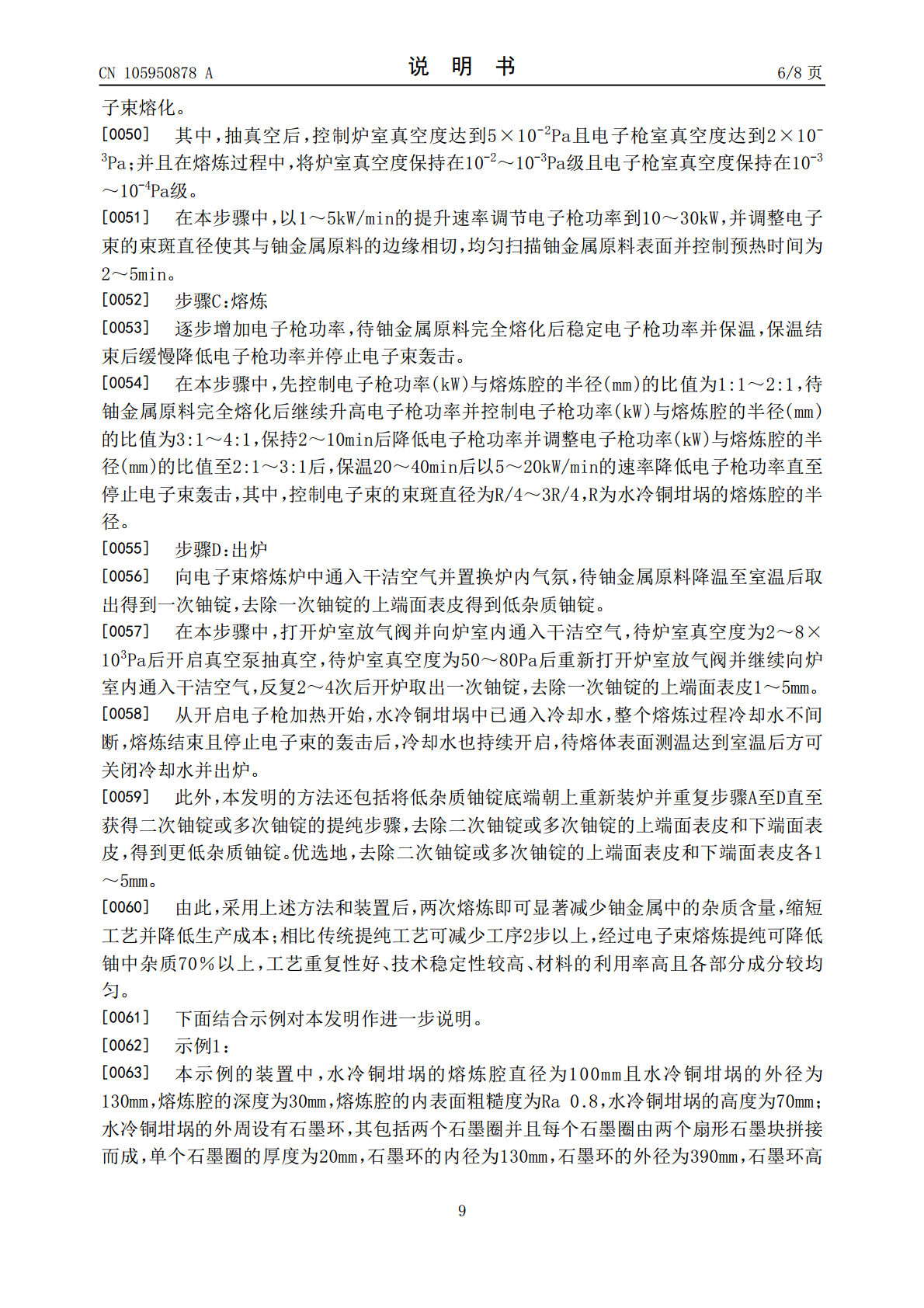
本发明公开了一种有效去除铀金属中杂质的装置和方法,所述装置包括电子束熔炼炉和设置在所述电子束熔炼炉的炉室中的熔炼坩埚,所述熔炼坩埚包括水冷铜坩埚和套装在所述水冷铜坩埚外周的石墨环,其中,所述水冷铜坩埚具有熔炼腔并且所述熔炼腔呈半球形。上述方法采用上述有效去除铀金属中杂质的装置进行,并且所述方法包括装炉、预热、熔炼、出炉等多个步骤,最终制得低杂质铀锭。
一种金属杂质去除装置.pdf
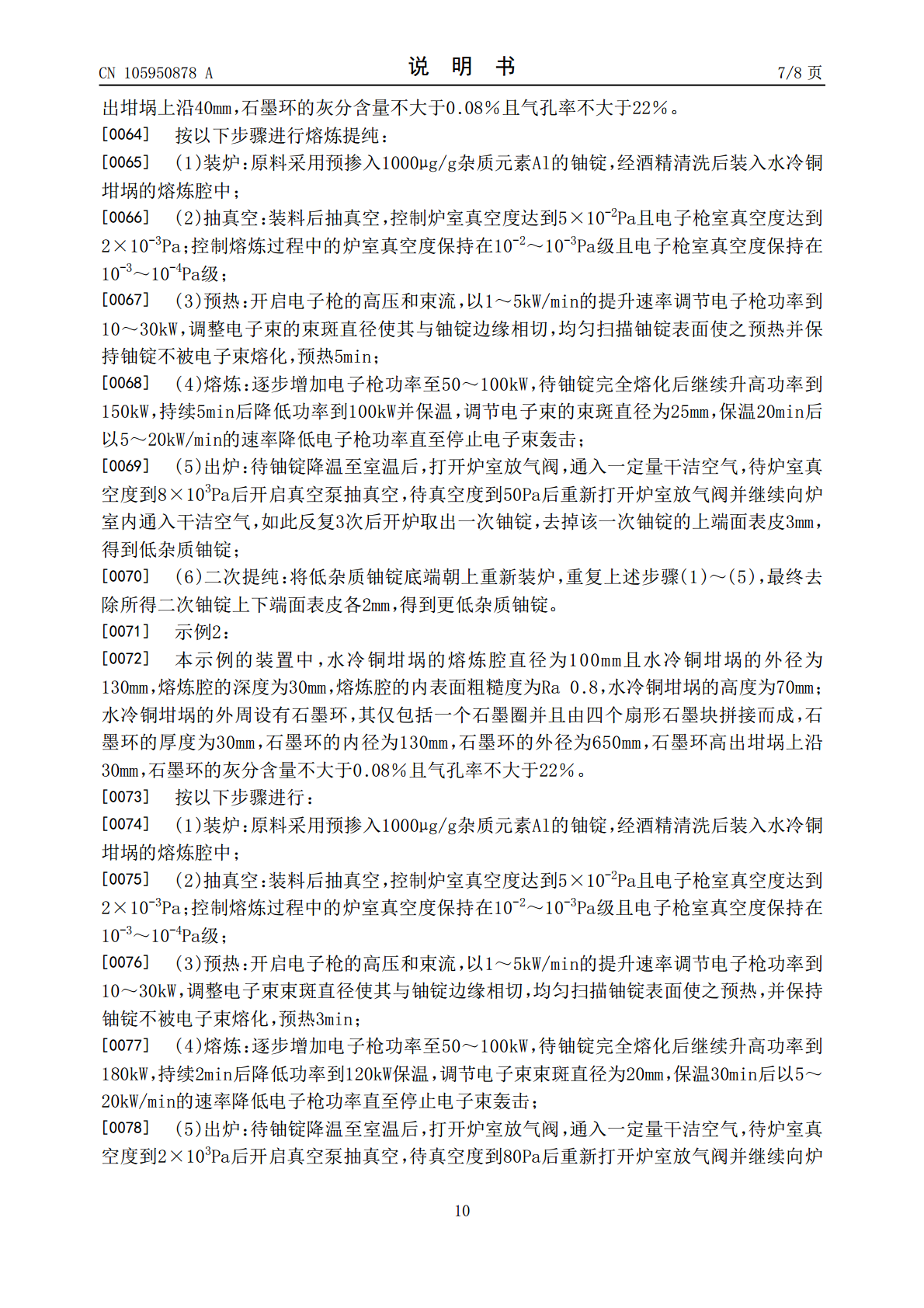
本发明公开了一种金属杂质去除装置。其解决现有手工切除金属杂质胶片存在劳动强度大、安全性差、生产效率低的问题。其包括固定架、裁切机构和拾取机构,固定架设置在胶片输送带下方,由水平框架和支撑架组成;裁切机构设置在水平框架上方;拾取机构设置在裁切机构下方,其包括拾取动力缸、拾取框架、设置在拾取框架两侧的导轨和配合在导轨上的滑动座,拾取框架的接料端固定在水平框架的底部,其卸料端固定在支撑架上,拾取动力缸的缸体铰接在拾取框架卸料端底部,其活塞杆铰接在滑动座底部,动力缸驱动滑动座沿导轨在拾取框架的接料端与卸料端之间往
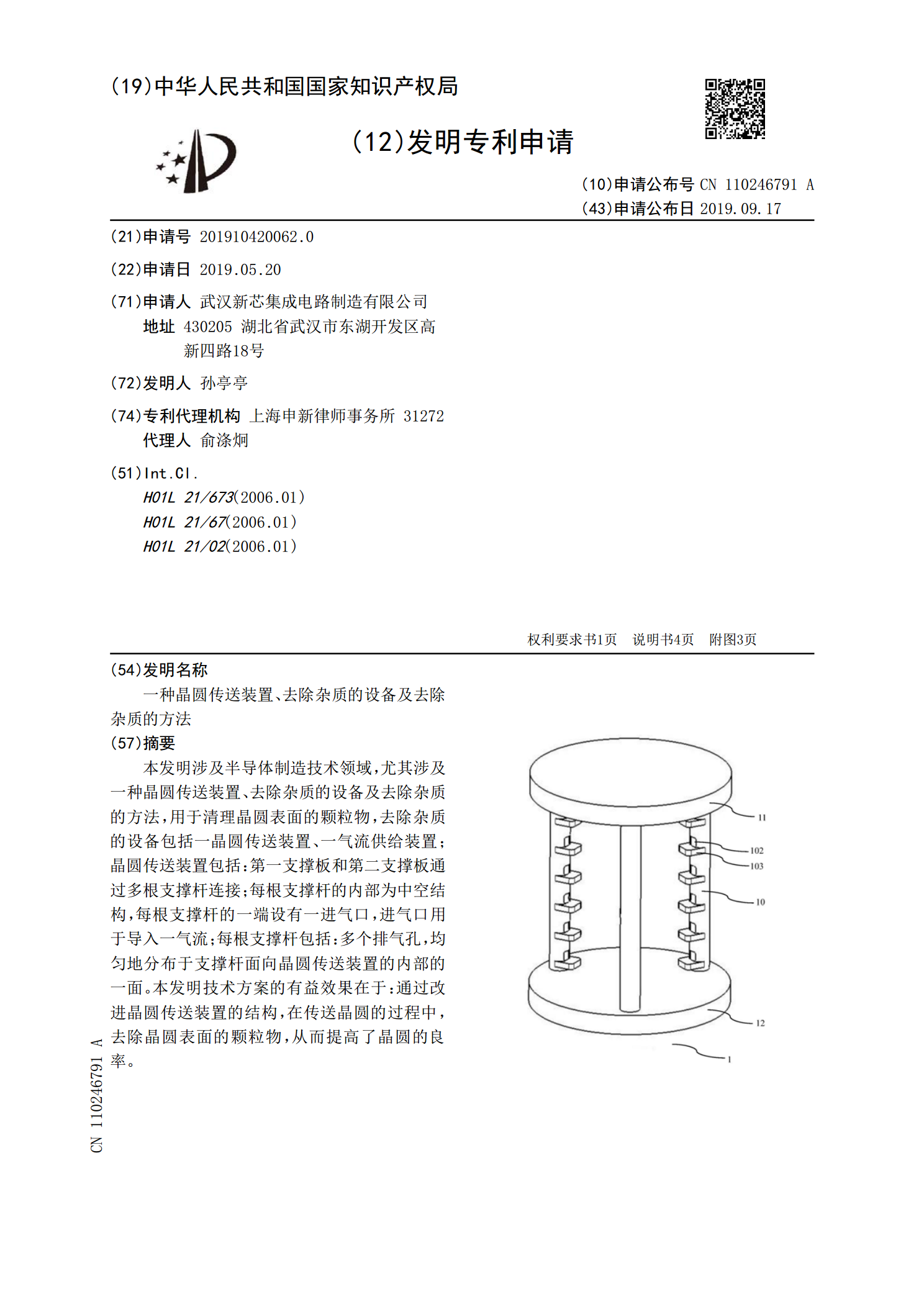
一种晶圆传送装置、去除杂质的设备及去除杂质的方法.pdf
本发明涉及半导体制造技术领域,尤其涉及一种晶圆传送装置、去除杂质的设备及去除杂质的方法,用于清理晶圆表面的颗粒物,去除杂质的设备包括一晶圆传送装置、一气流供给装置;晶圆传送装置包括:第一支撑板和第二支撑板通过多根支撑杆连接;每根支撑杆的内部为中空结构,每根支撑杆的一端设有一进气口,进气口用于导入一气流;每根支撑杆包括:多个排气孔,均匀地分布于支撑杆面向晶圆传送装置的内部的一面。本发明技术方案的有益效果在于:通过改进晶圆传送装置的结构,在传送晶圆的过程中,去除晶圆表面的颗粒物,从而提高了晶圆的良率。
一种去除金属硅中杂质磷和硼的方法.pdf
本发明涉及一种去除金属硅中杂质磷和硼的方法,该方法包括以下步骤:将硅块装入中频感应炉石墨坩埚中加热熔化;向硅液中投入造渣剂,继续加热使造渣剂完全熔化;将带有通气孔道的石墨棒预热,待预热充分后将通气棒插入到硅液中,通气搅拌;待反应完全后,保温静置;将硅液倒入带加热功能的结晶器中凝固;待硅锭冷却后,去除硅锭表面渣块;将硅锭破碎、磨粉,对硅粉进行酸洗、清洗和烘干,得到提纯后的低磷、硼多晶硅。该方法除磷、硼效果好,降低了提纯多晶硅的成本。
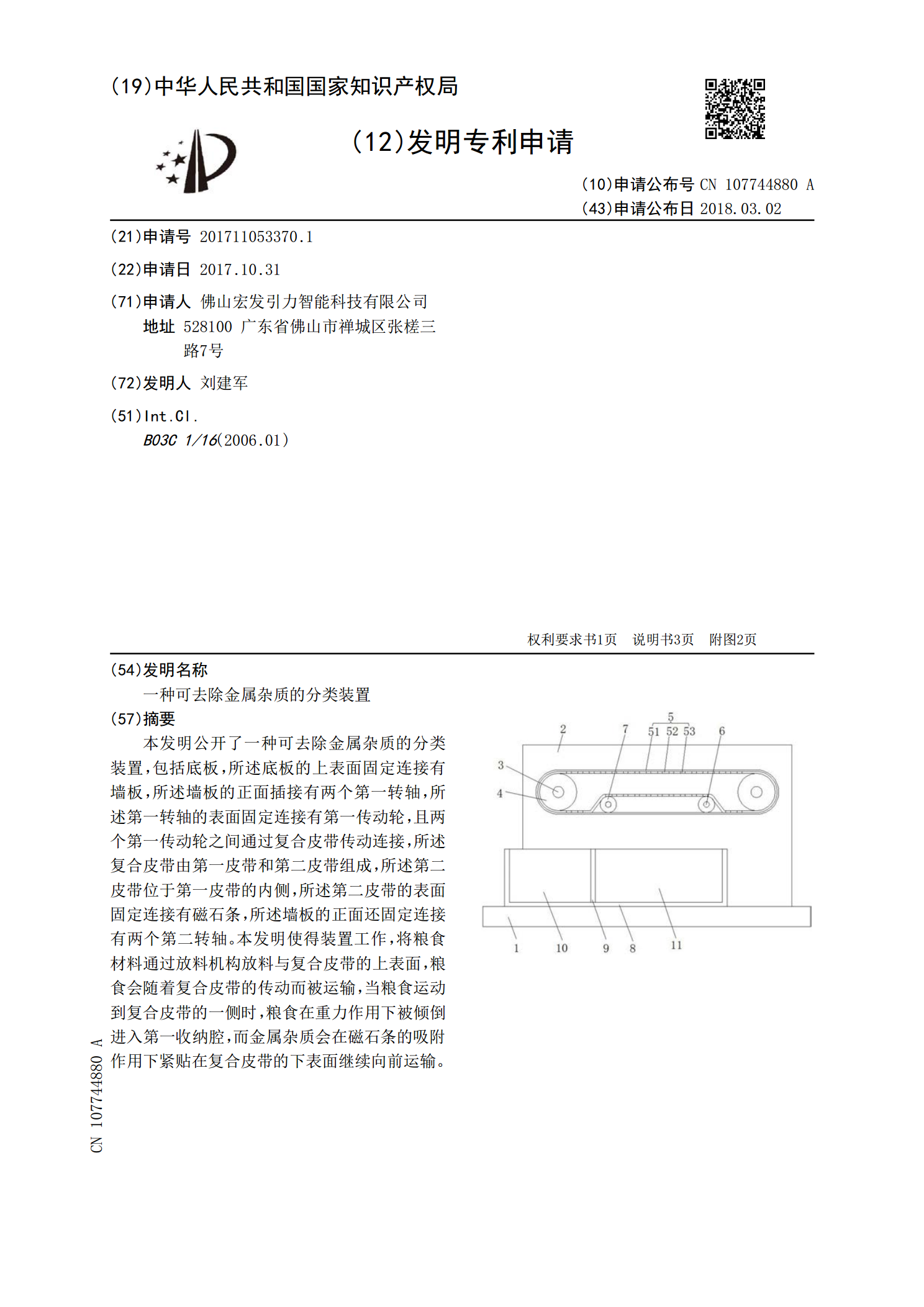
一种可去除金属杂质的分类装置.pdf
本发明公开了一种可去除金属杂质的分类装置,包括底板,所述底板的上表面固定连接有墙板,所述墙板的正面插接有两个第一转轴,所述第一转轴的表面固定连接有第一传动轮,且两个第一传动轮之间通过复合皮带传动连接,所述复合皮带由第一皮带和第二皮带组成,所述第二皮带位于第一皮带的内侧,所述第二皮带的表面固定连接有磁石条,所述墙板的正面还固定连接有两个第二转轴。本发明使得装置工作,将粮食材料通过放料机构放料与复合皮带的上表面,粮食会随着复合皮带的传动而被运输,当粮食运动到复合皮带的一侧时,粮食在重力作用下被倾倒进入第一收纳