
18CrNiMo7-6齿轮轴锻件预热处理等温退火工艺.pdf

论文****轩吖


1/6

2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
18CrNiMo7-6齿轮轴锻件预热处理等温退火工艺.pdf
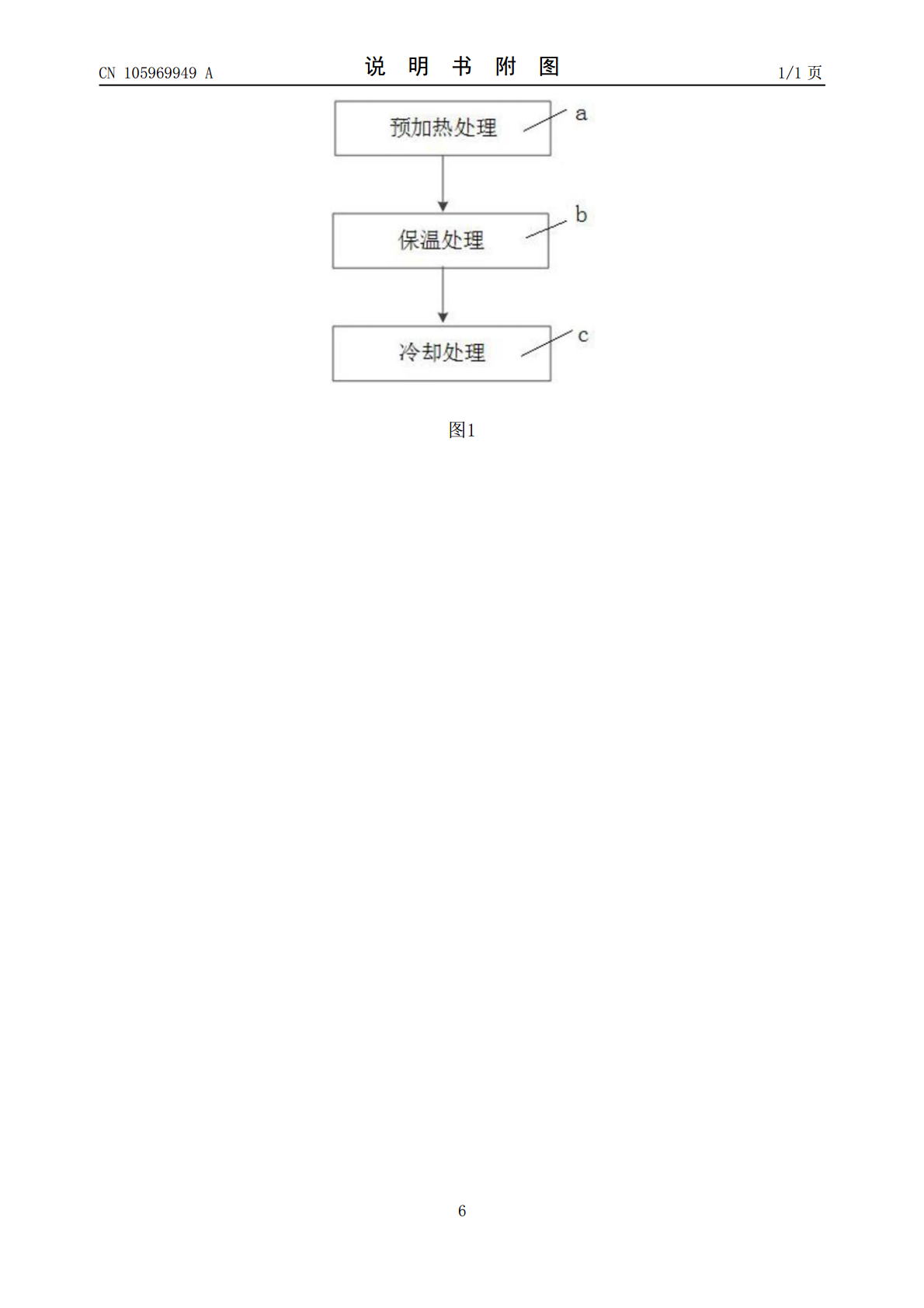
本发明提供了一种18CrNiMo7‑6齿轮轴锻件预热处理等温退火工艺,属于金属材料热处理领域,其包括步骤:a、预加热处理,将18CrNiMo7‑6风电齿轮轴锻件,预热处理选用台车式热处理炉,以小于150℃/h的加热速度加热到930~950℃;b、保温处理,按锻件截面尺寸1.5min/mm的计算930~950℃保温时间,保温结束打开炉门,将台车开出;待锻件表面冷却到600~650℃,将台车开入且关门,再加热到750℃保温1小时;c、冷却处理,以小于10℃/h的速度炉冷到550℃出炉空冷。本发明提供的一种18

齿轮锻件等温退火工艺.docx
齿轮锻件等温退火工艺齿轮锻件的等温退火工艺摘要:齿轮锻件等温退火工艺是一种重要的热处理工艺,在提高齿轮锻件的力学性能和热稳定性方面具有重要的作用。本文将对齿轮锻件等温退火工艺进行深入探讨,包括等温退火的原理、参数选择、工艺流程以及对齿轮锻件性能的影响。通过对齿轮锻件等温退火工艺的研究,可以为齿轮锻件的生产提供科学的依据和指导。关键词:齿轮锻件;等温退火;力学性能;热稳定性一、引言齿轮作为一种重要的机械传动元件,起着转动、传递和变速等功能。齿轮锻件由于其高强度、高韧性和稳定性能等特点,在机械、汽车、船舶等领

锻件余热等温退火新工艺.docx
锻件余热等温退火新工艺锻件余热等温退火新工艺摘要:随着工业的不断发展,锻件制造工艺也越来越受到关注。其中,退火工艺是制造优质锻件的关键环节之一。本论文针对锻件余热等温退火工艺进行研究,探讨其在提高锻件质量和节能减排方面的应用。1.引言锻件是一种通过在高温下对金属材料进行塑性变形而制造得到的零部件。它具有高强度、高韧性和耐磨损等优点,广泛应用于航空航天、汽车制造、机械制造等领域。然而,在锻件制造过程中,会产生大量的余热,这不仅造成了能源浪费,而且会对环境造成不良影响。2.锻件余热等温退火工艺的原理锻件余热等
一种齿轮轴产品锻件及其加工工艺.pdf
本发明公开一种齿轮轴产品锻件,包括由圆柱形棒料一体成型的端头部、杆部和圆锥部,所述端头部、杆部、圆锥部自上而下处于同一轴心,在预锻件阶段,所述圆柱形的端头部与圆柱形的杆部之间采用锥面过渡,经镦挤后呈圆角形状。通过上述方式,本发明提供一种齿轮轴产品锻件及其加工工艺,实现齿轮锻件经过一次加热即可锻造成形,改善锻件金属流线,提升锻件内部和表面质量,减少加工余量,提高锻件的材料利用率。
一种锻件等温退火装置.pdf
本发明涉及等温退火技术领域,尤其是一种锻件等温退火装置,包括网带式等温退火炉本体,所述外壳外侧套装有防撞钢外壳,所述防撞钢外壳内部顶面和底面两侧均设有竖直减震机构,所述网带式等温退火炉本体后面与防撞钢外壳内部侧面上设有水平减震机构,所述防撞钢外壳底面设有移动固定机构。本发明具有防撞保护的结构,使网带式等温退火炉本体具备防撞保护能力,且该装置还便于其位置的移动和固定。