
齿轮清洗方法.pdf

努力****振宇


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
齿轮清洗方法.pdf
本发明公开了一种齿轮清洗方法,其特征在于包括下列步骤:将零件放入装有柴油、煤油或酒精的清洗液的容器中,用池下炉灶将其加温至80~90℃,煮洗3~5min,在煮洗的同时对清洗液进行搅拌。采用超声波设备进行超声清洗;取出后进行放入水池,用高压喷水枪进行高压冲洗;冲洗后进行退火处理,温度300-350摄氏度;使用低频交流退磁机对齿轮进行退磁处理;对齿轮用清水进行漂洗,并用烘干机进行烘干。本方法使用传统清洗方式结合现代的先进清洗方式,清洗更加干净彻底,延长齿轮的使用寿命。
一种齿轮清洗装置及齿轮清洗方法.pdf
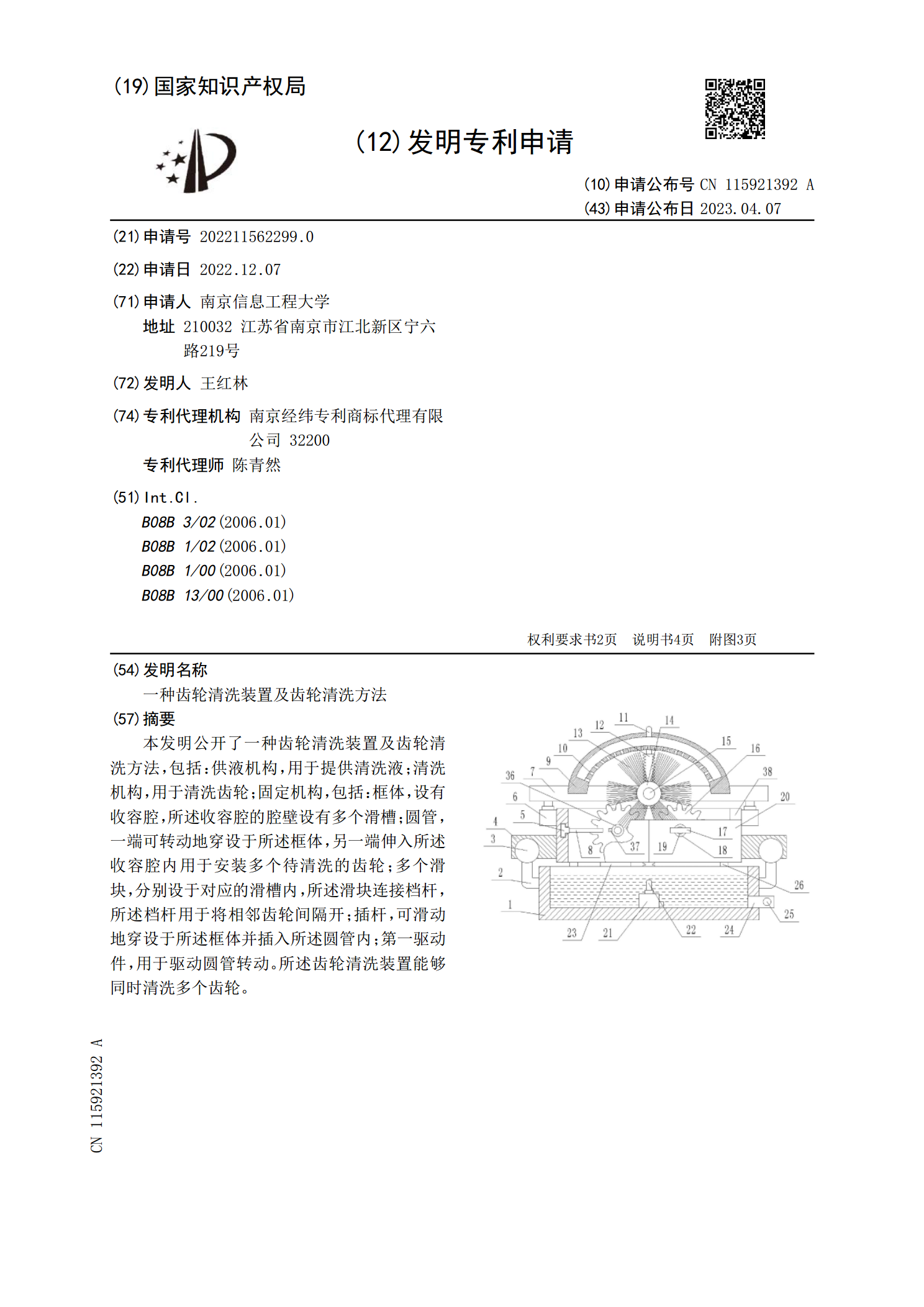
本发明公开了一种齿轮清洗装置及齿轮清洗方法,包括:供液机构,用于提供清洗液;清洗机构,用于清洗齿轮;固定机构,包括:框体,设有收容腔,所述收容腔的腔壁设有多个滑槽;圆管,一端可转动地穿设于所述框体,另一端伸入所述收容腔内用于安装多个待清洗的齿轮;多个滑块,分别设于对应的滑槽内,所述滑块连接档杆,所述档杆用于将相邻齿轮间隔开;插杆,可滑动地穿设于所述框体并插入所述圆管内;第一驱动件,用于驱动圆管转动。所述齿轮清洗装置能够同时清洗多个齿轮。

齿轮防渗碳清洗作业方法.pdf
本发明涉及一种热处理的技术领域,尤其是一种齿轮防渗碳清洗作业方法。其包括以下步骤:齿轮清理→浸润溶解→抹干→上涂料及烘干。这种齿轮防渗碳清洗作业方法工艺简单,大大减少了劳动量,节省了工作时间,提高了工作效率,减少了齿轮可能产生磕碰的环节,同时解决了污水排放的问题,减少了水的用量,降低了生产成本,易于使用推广。
一种用于汽车齿轮的清洗设备及清洗方法.pdf
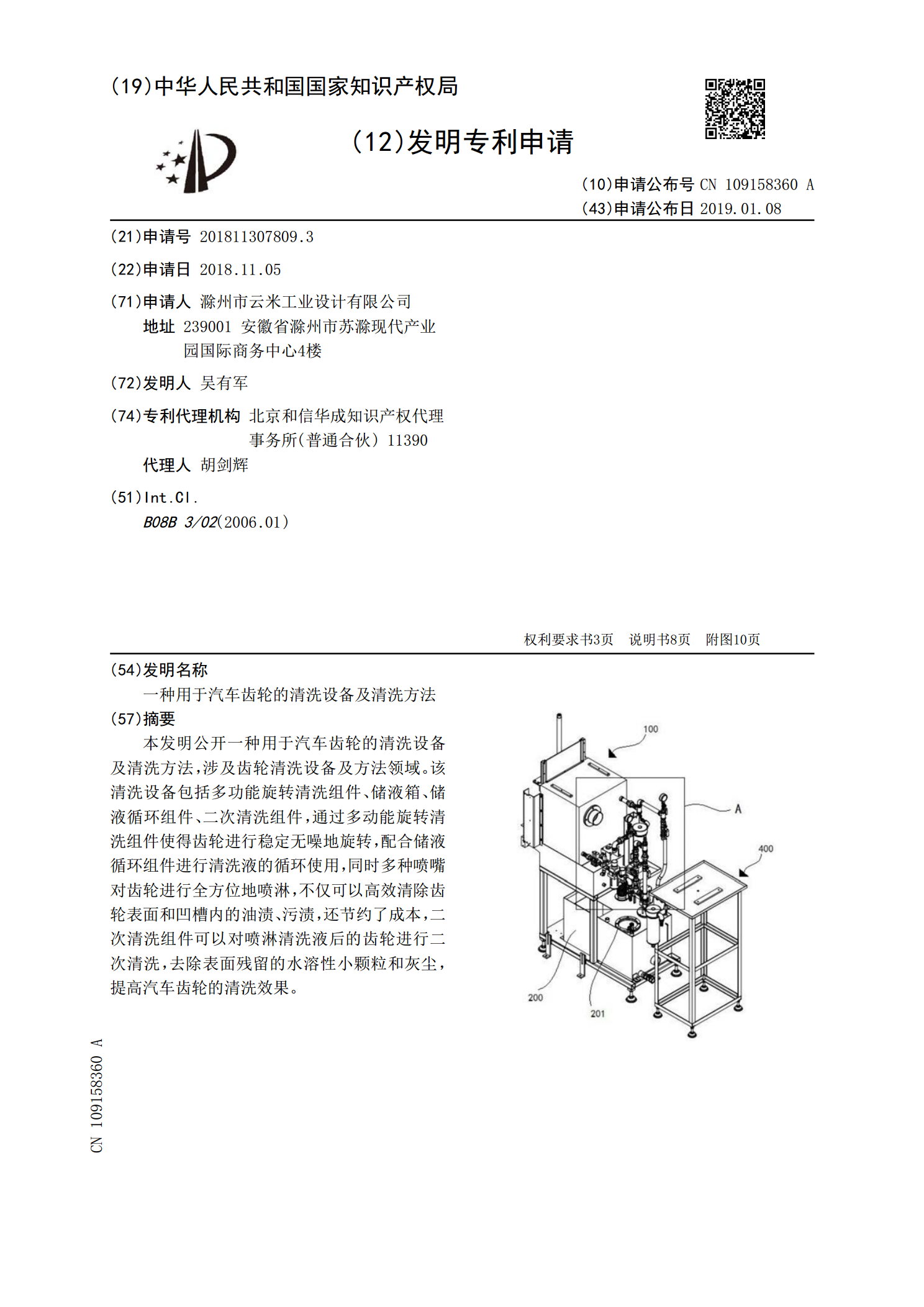
本发明公开一种用于汽车齿轮的清洗设备及清洗方法,涉及齿轮清洗设备及方法领域。该清洗设备包括多功能旋转清洗组件、储液箱、储液循环组件、二次清洗组件,通过多动能旋转清洗组件使得齿轮进行稳定无噪地旋转,配合储液循环组件进行清洗液的循环使用,同时多种喷嘴对齿轮进行全方位地喷淋,不仅可以高效清除齿轮表面和凹槽内的油渍、污渍,还节约了成本,二次清洗组件可以对喷淋清洗液后的齿轮进行二次清洗,去除表面残留的水溶性小颗粒和灰尘,提高汽车齿轮的清洗效果。

一种齿轮轮齿间隙清洗方法.pdf
本发明公开了一种齿轮轮齿间隙清洗方法,所述清洗方法基于齿轮轮齿间隙清洗装置,所述齿轮轮齿间隙清洗装置包括清洗底盘、检测块以及清洗块,所述清洗底盘中分别开设有两个转动槽,两个所述转动槽中分别转动插设有从动柱和主动柱,所述从动柱上固定连接有从动轮,所述从动轮上方设置有待清洗齿轮,所述待清洗齿轮与从动轮同步转动设置,所述主动轮上固定连接有动力轮,所述动力轮和从动轮相互啮合,所述待清洗齿轮一侧活动设置有清洗块。本发明通过可以伸缩运动的清洗块的设置,在动力轮和检测块的配合检测下,通过喷洗头之间对间隙进行喷洗,近距离