
一种销轴热处理工艺.pdf

努力****冰心

1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种销轴热处理工艺.pdf
本发明公开了一种销轴热处理工艺,用于圆钢锯料后的销轴毛坯的热处理,所述销轴毛坯的材质为40Cr,所述热处理包括调质、回火处理;所述调质处理过程中,包括顺序进行的保温阶段及油冷阶段,所述保温阶段的温度介于860±10℃之间,保温时间不少于2h,油冷介质为20#机械油;所述回火处理过程中的加热温度介于240±20℃之间,保温时间不少于2h,出炉后水冷至室温。采用以上提供的热处理工艺,可提升销轴的机械性能,延长销轴的使用寿命。通过以上热处理工艺,相较于现有技术,在40Cr材料作为销轴用途时,相较于传统采用同样材
一种销轴热处理工艺.pdf
本发明公开了一种销轴热处理工艺,包括如下步骤,1)升温:将炉温升至淬火温度840±10℃;2)装炉;3)加热:加热时间140-180分钟,也可以通过观察窗观察工件的颜色,如料堆中间的颜色和炉膛颜色一致(橘黄色),若无杂色,说明加热时间已到;4)出炉淬火:出炉时先出细轴,后出粗轴,将轴出炉后以竖直方式浸入油中,并不断搅动,降温到150℃~250℃时出油空冷,油槽温度不得高于80℃,冷却介质为20号机械油,并根据工件淬火硬度及时更换;5)回火:将淬火后的工件重新装入炉中,装炉方法同前,至620℃,保温2小时,

销轴热处理工艺改进.docx
销轴热处理工艺改进标题:销轴热处理工艺的改进摘要:销轴是机械传动系统中常见的重要零件之一,其性能和可靠性直接影响到机械设备的使用寿命和工作效率。热处理是一种常用的技术手段,可以通过改变材料的组织结构和性能来提高销轴的力学性能和耐磨性。本文从热处理工艺的角度出发,针对现有销轴热处理工艺的不足和问题进行分析,并提出了相应的改进措施,以期进一步提高销轴的品质和性能。第一节:引言销轴作为机械传动系统中的关键零件之一,其负责承受和传递力量。因此,销轴的性能和可靠性直接影响到机械设备的使用寿命和工作效率。热处理是一种
40CrNiMo锻造销轴的热处理工艺.pdf
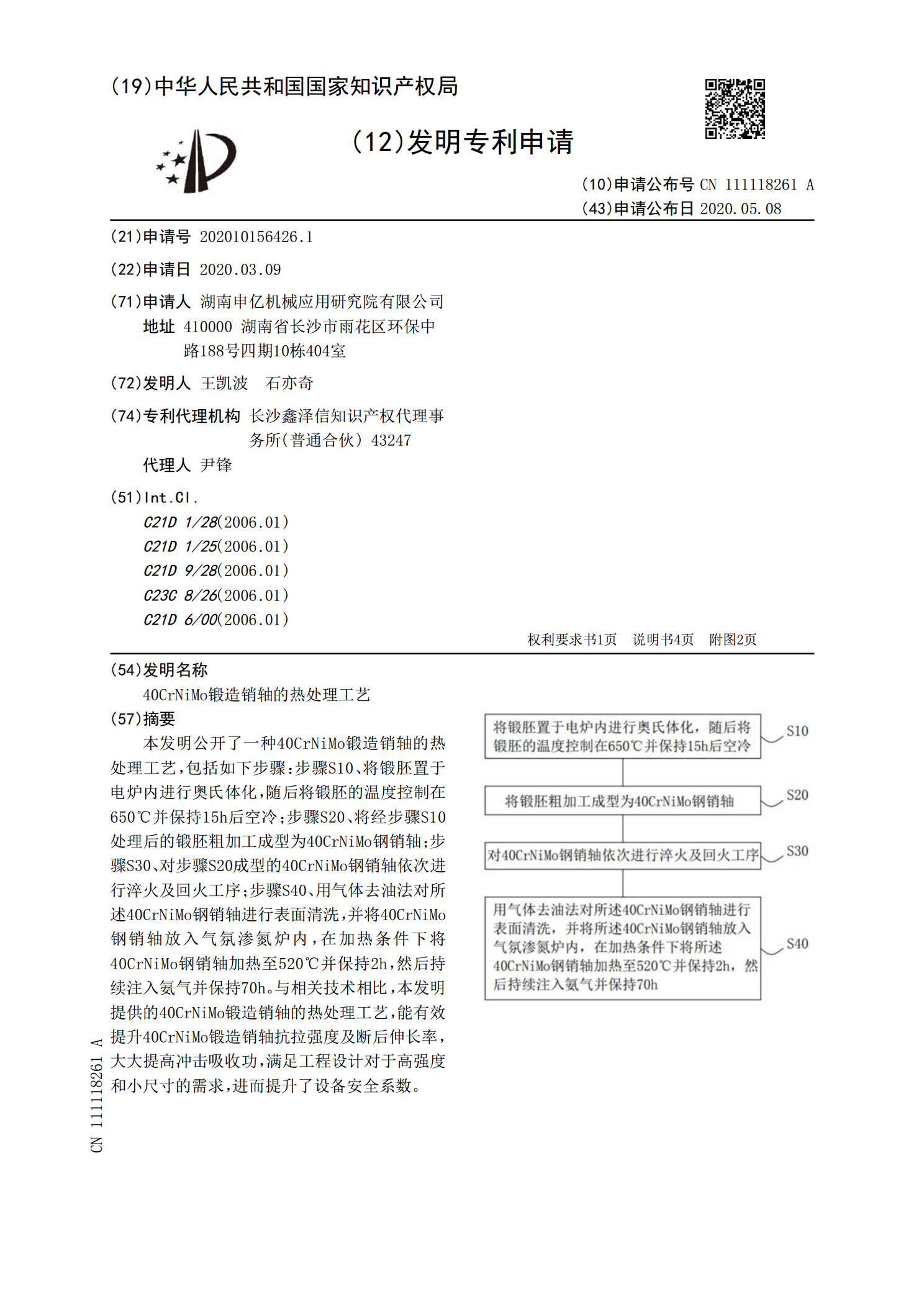
本发明公开了一种40CrNiMo锻造销轴的热处理工艺,包括如下步骤:步骤S10、将锻胚置于电炉内进行奥氏体化,随后将锻胚的温度控制在650℃并保持15h后空冷;步骤S20、将经步骤S10处理后的锻胚粗加工成型为40CrNiMo钢销轴;步骤S30、对步骤S20成型的40CrNiMo钢销轴依次进行淬火及回火工序;步骤S40、用气体去油法对所述40CrNiMo钢销轴进行表面清洗,并将40CrNiMo钢销轴放入气氛渗氮炉内,在加热条件下将40CrNiMo钢销轴加热至520℃并保持2h,然后持续注入氨气并保持70h

换档传动轴接头球销热处理工艺.docx
换档传动轴接头球销热处理工艺Title:HeatTreatmentProcessesforBallPinsinGearboxUniversalJointShaftsAbstract:Thispaperfocusesontheheattreatmentprocessesforballpinsusedingearboxuniversaljointshafts.Thesecomponentsarecrucialforpowertransmissioninvehicles,andproperheattreatme