
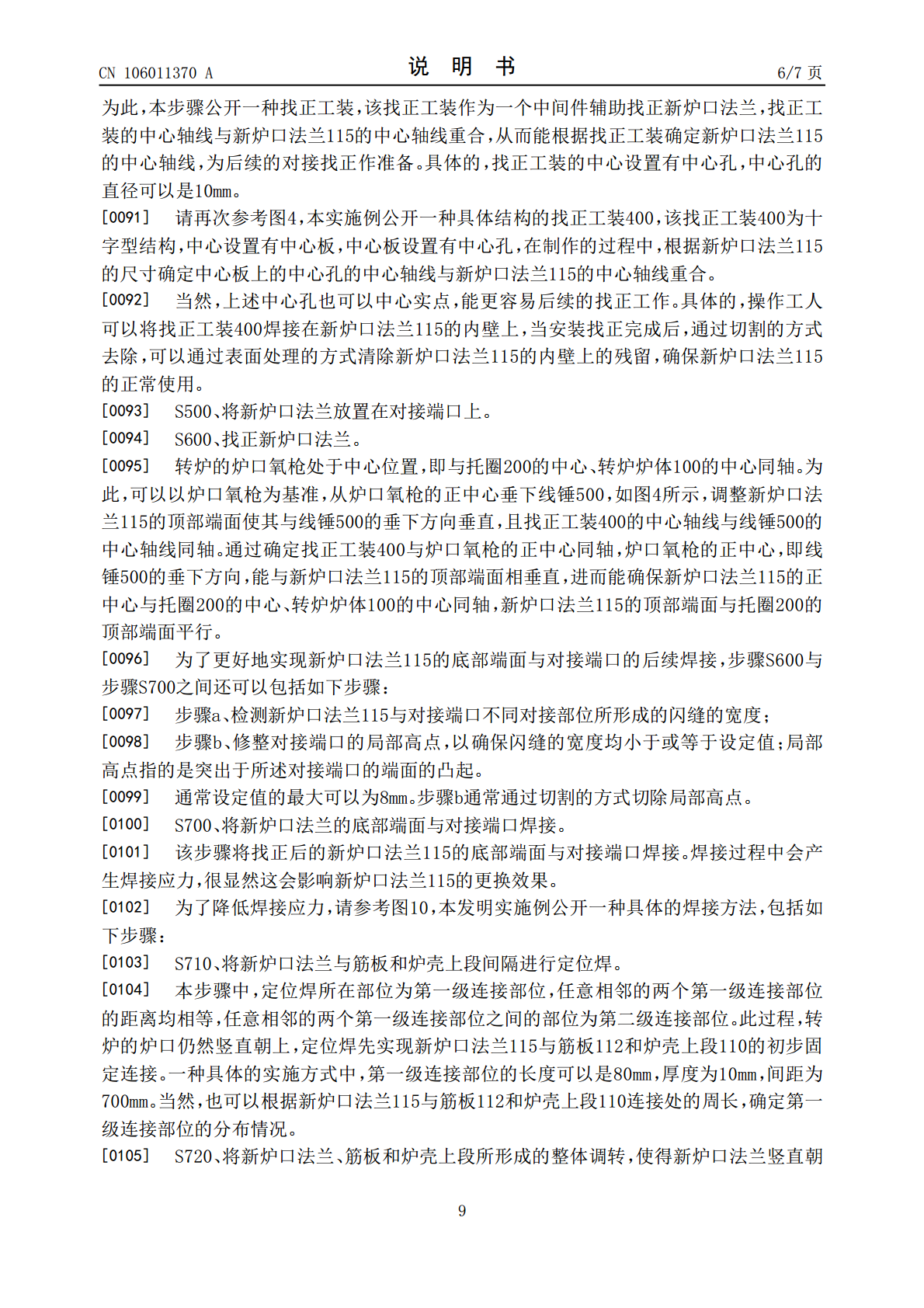
转炉的炉口法兰在线更换方法.pdf

一只****呀9

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

转炉的炉口法兰在线更换方法.pdf
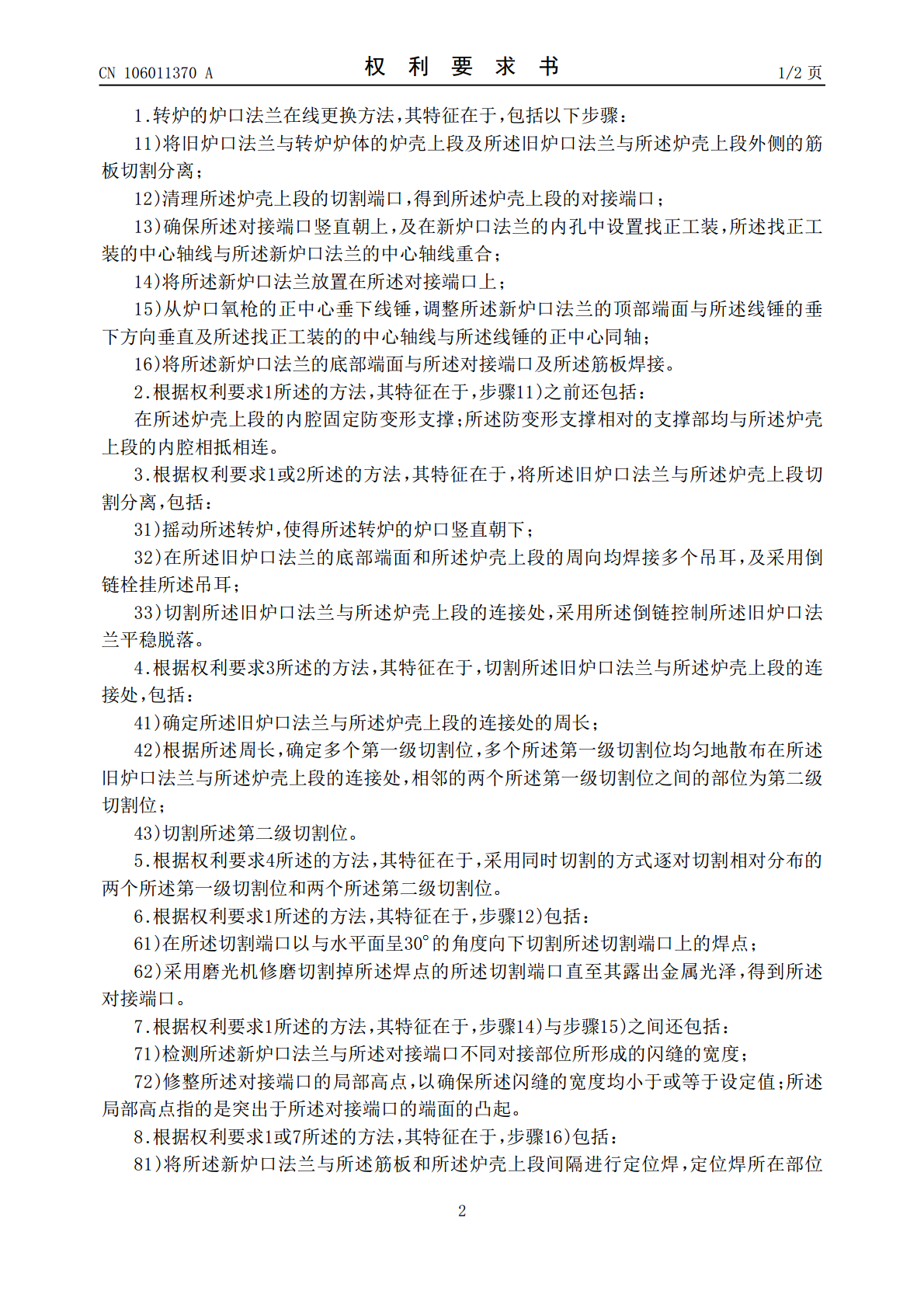
本发明公开一种转炉的炉口法兰在线更换方法,该方法包括:11)将旧炉口法兰与转炉炉体的炉壳上段及旧炉口法兰与炉壳上段外侧的筋板切割分离;12)清理转炉炉体的炉壳上段的切割端口,得到炉壳上段的对接端口;13)确保对接端口竖直朝上,及在新炉口法兰的内孔中设置找正工装,找正工装的中心轴线与新炉口法兰的中心轴线重合;14)将新炉口法兰放置在对接端口上;15)从炉口氧枪的正中心垂下线锤,调整新炉口法兰的顶部端面与线锤的垂下方向垂直及找正工装的中心轴线与线锤的正中心同轴;16)将新炉口法兰的底部端面与对接端口及筋板焊接
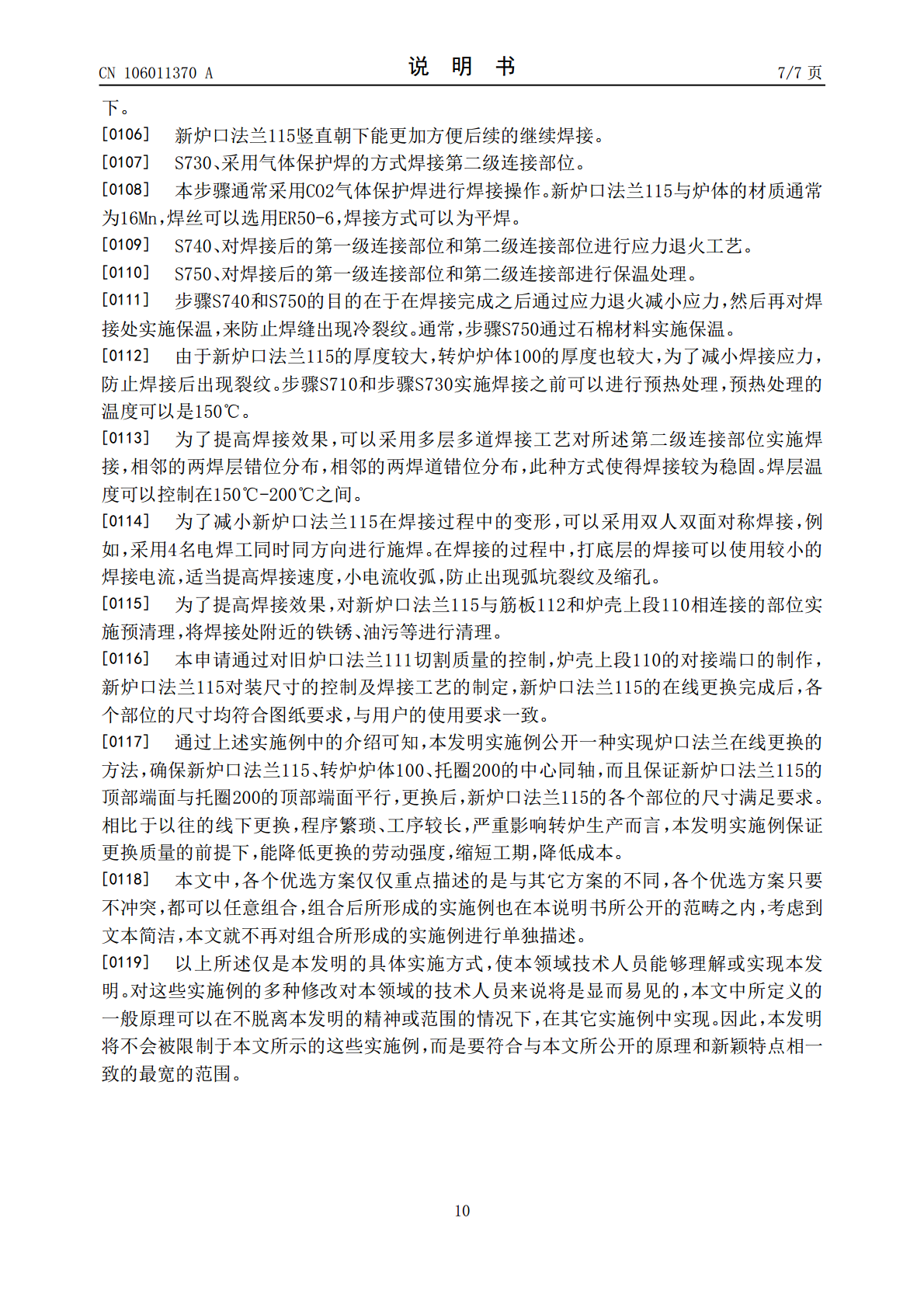
更换转炉炉口的装置及方法.pdf
本发明公开了一种更换转炉炉口的装置及方法,涉及冶金行业转炉炼钢技术领域,解决临时搭设检修作业平台费时费力、施工周期长、不够安全的问题。本发明采用的技术方案是:更换转炉炉口的装置,包括立柱和活动工作台,立柱的顶端通过平台横梁连接并设置平台盖板,平台盖板下方的立柱上之间设置工作横梁和转动横梁,工作横梁和转动横梁的上放置活动工作台,活动工作台可伸出或收回;立柱顶端远离转动横梁的一侧的平台横梁上设置平衡活动工作台的配重,立柱顶端靠近转动横梁的一侧的平台横梁上设置工具箱。更换转炉炉口的装置及方法,能灵活调整活动工作

转炉炉口烟罩更换装置、更换结构以及更换方法.pdf
本发明涉及冶金炉体的维护设备领域,尤其是一种快速、高效的实现转炉炉口烟罩更换的转炉炉口烟罩更换装置、更换结构以及更换方法,所述包括立柱,所述立柱的顶端设置有滑道,所述滑道沿水平方向延伸。在实际使用时,转炉炉口烟罩更换装置可以十分快捷、便利的设置在需要拆换的炉口烟罩处,并通过滑道的输送功能,让旧的炉口烟罩很好的被输送走,同时,又让新的炉口烟罩可以方便的输送至安装的位置。本发明不仅可以实现快速的安装和拆卸,同时,也大大降低了操作人员的劳动强度,保证了劳动环境的安全,同时,也让整个拆卸和安装都得到相应的保证。本
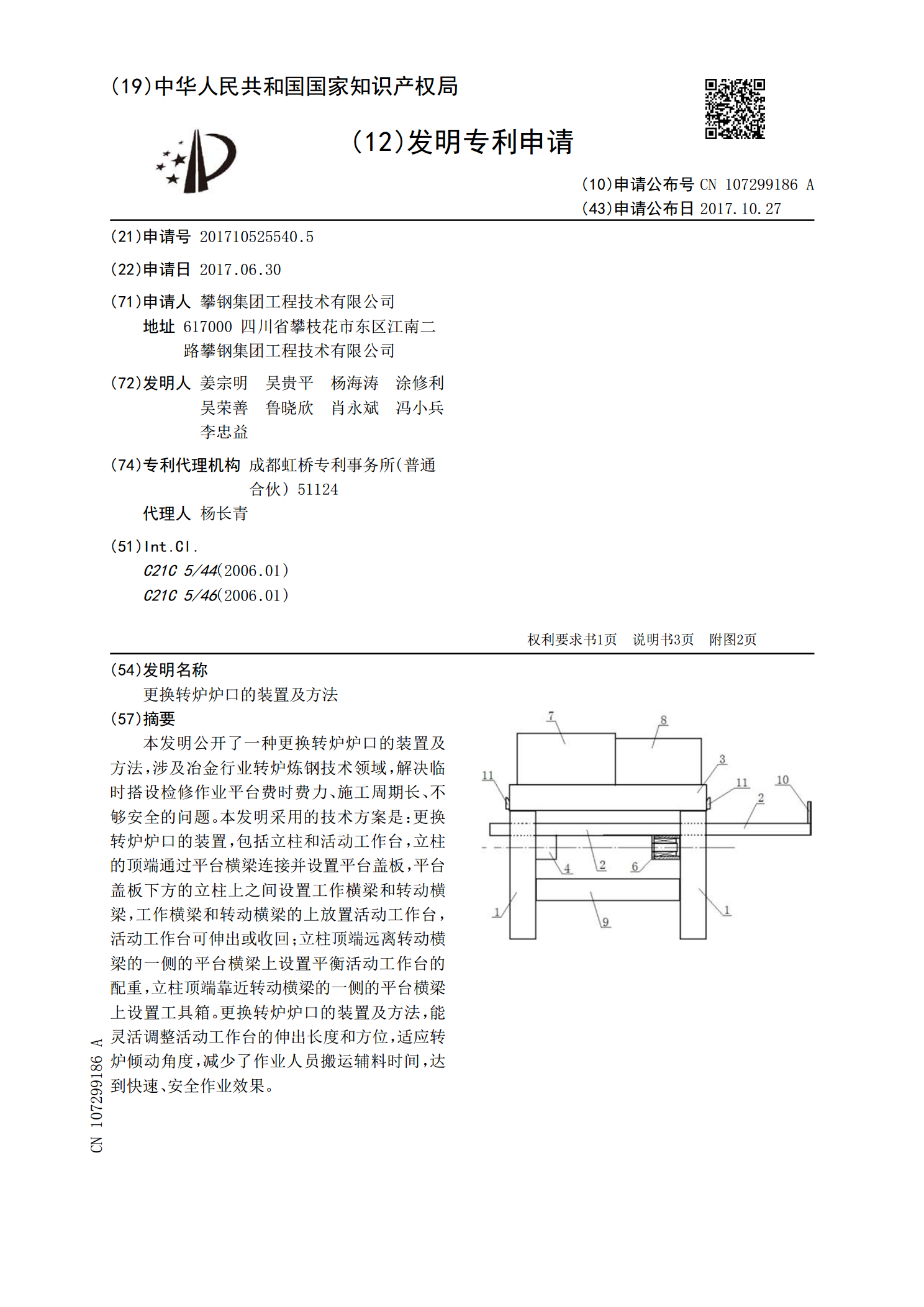
一种转炉炉壳与法兰焊缝开裂在线修复的方法.pdf
本发明涉及转炉在线修复技术领域,尤其涉及一种转炉炉壳与法兰焊缝开裂在线修复的方法。在炉壳与三支点法兰焊缝开裂部位进行号线,从炉壳外、法兰裂纹两端部向内气割开位置孔,在炉壳内部进行两个孔连线,即裂纹的长度;修复长度为裂纹的长度两端各加80~150mm;从炉壳内壁刨制坡口到与法兰接触处,将裂纹全部清除干净;本发明无需拆卸支撑装置及与之连接的各部件,便可在线修复转炉炉壳与法兰焊缝;大大的降低了作业人员的劳动强度,缩短了修复时间,降低了修复成本。
一种可更换炉底的转炉及转炉炉底的更换方法.pdf
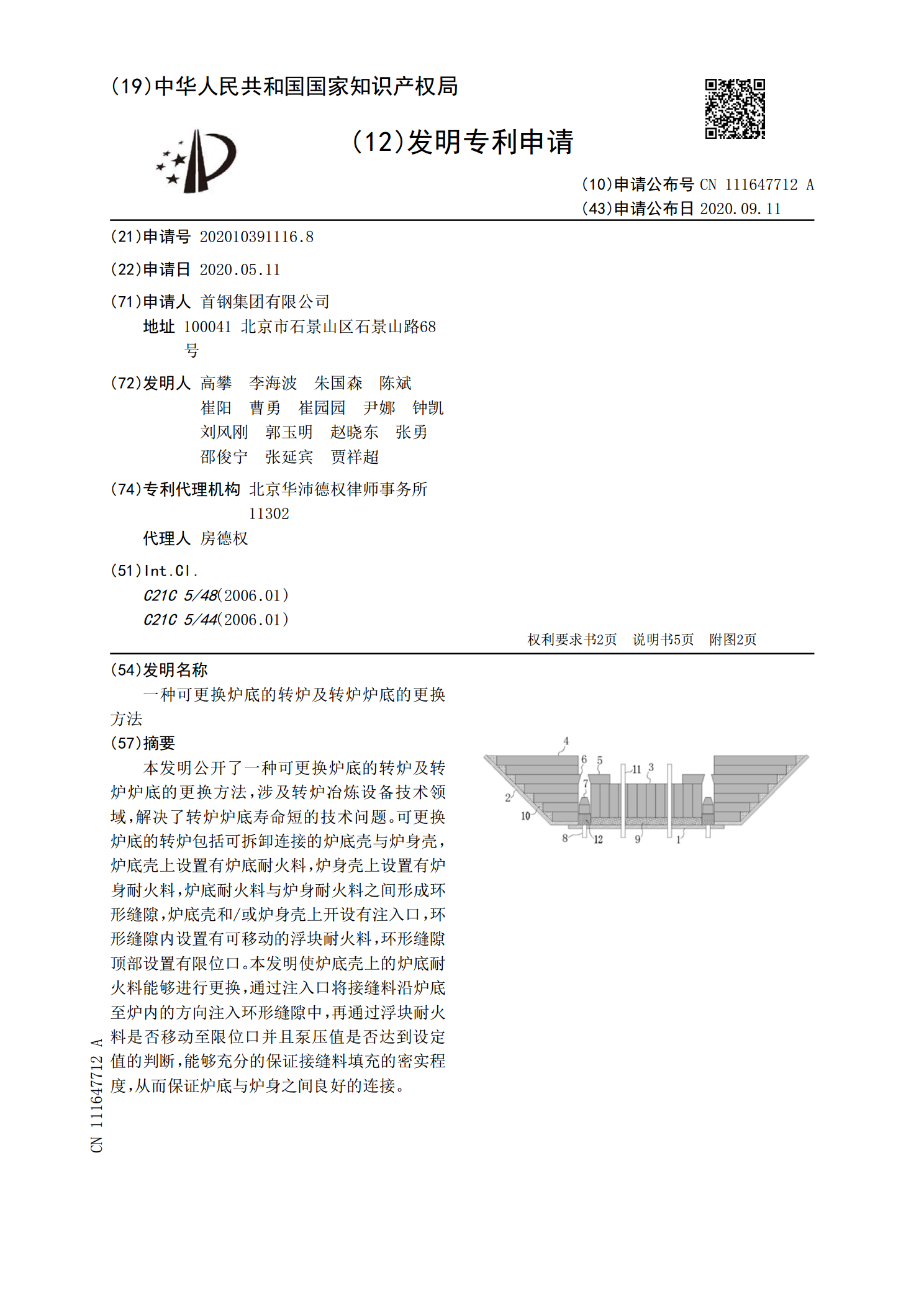
本发明公开了一种可更换炉底的转炉及转炉炉底的更换方法,涉及转炉冶炼设备技术领域,解决了转炉炉底寿命短的技术问题。可更换炉底的转炉包括可拆卸连接的炉底壳与炉身壳,炉底壳上设置有炉底耐火料,炉身壳上设置有炉身耐火料,炉底耐火料与炉身耐火料之间形成环形缝隙,炉底壳和/或炉身壳上开设有注入口,环形缝隙内设置有可移动的浮块耐火料,环形缝隙顶部设置有限位口。本发明使炉底壳上的炉底耐火料能够进行更换,通过注入口将接缝料沿炉底至炉内的方向注入环形缝隙中,再通过浮块耐火料是否移动至限位口并且泵压值是否达到设定值的判断,能够