
一种转炉炉壳与法兰焊缝开裂在线修复的方法.pdf

森林****来了


1/6
2/6

3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种转炉炉壳与法兰焊缝开裂在线修复的方法.pdf
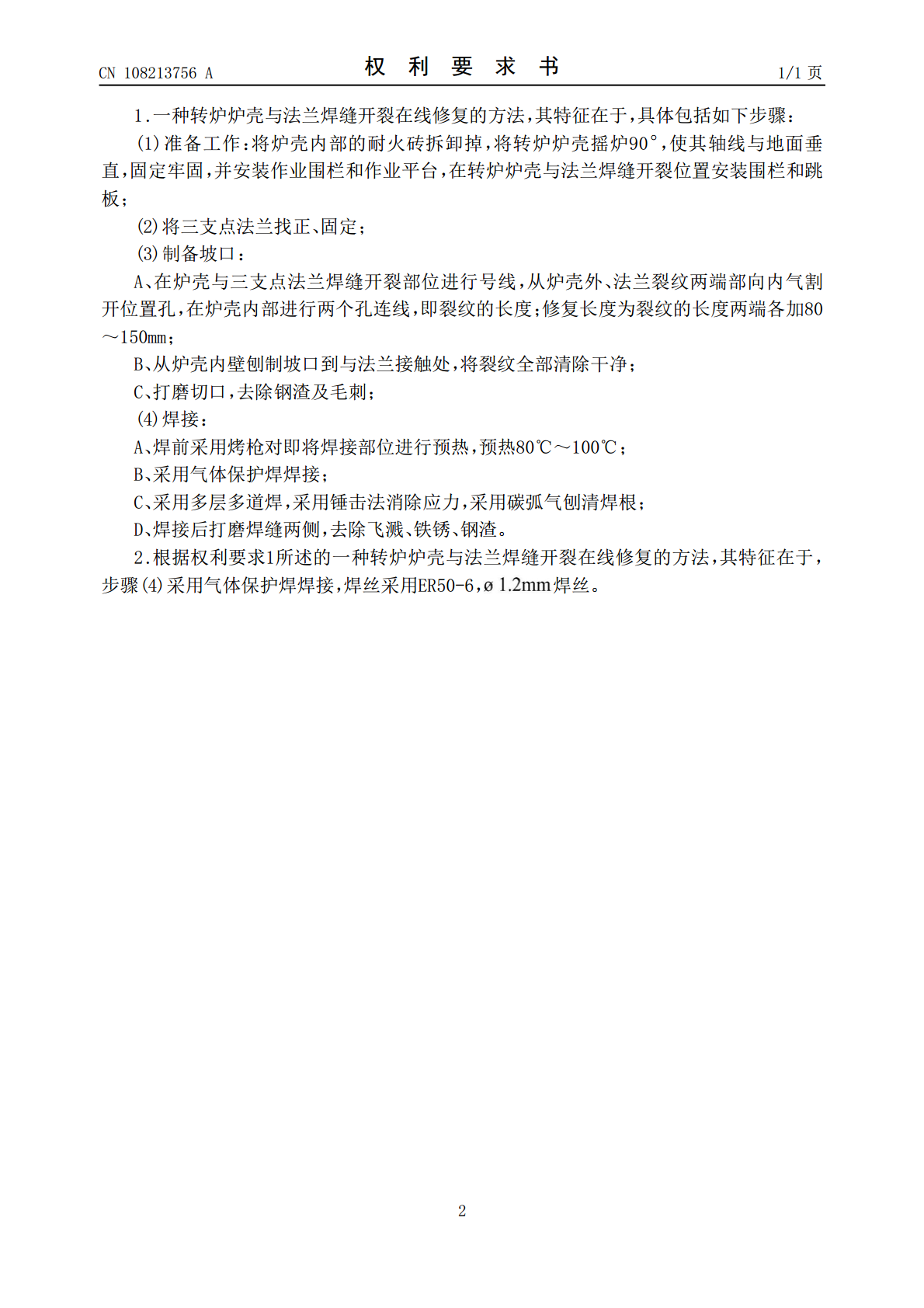
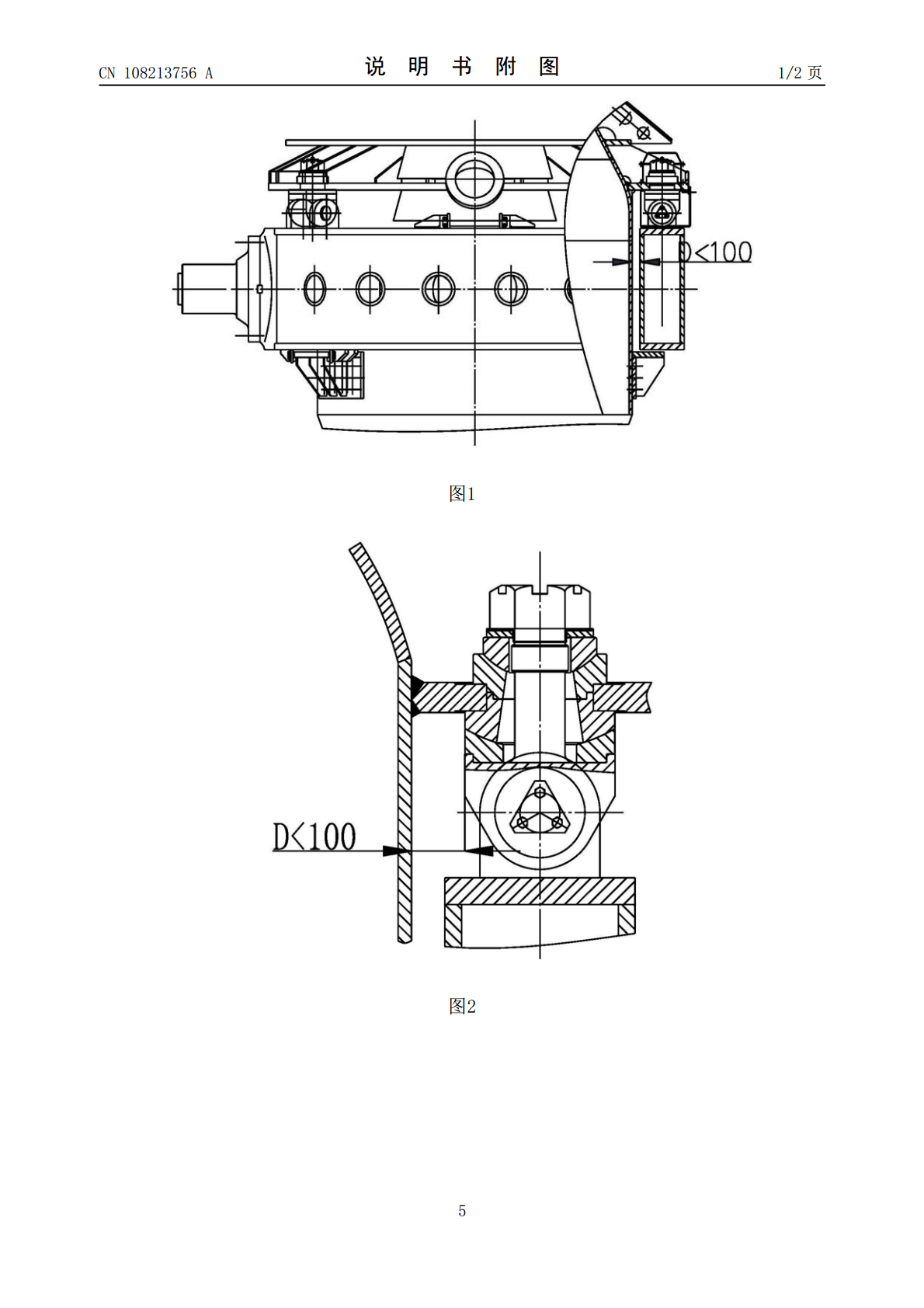
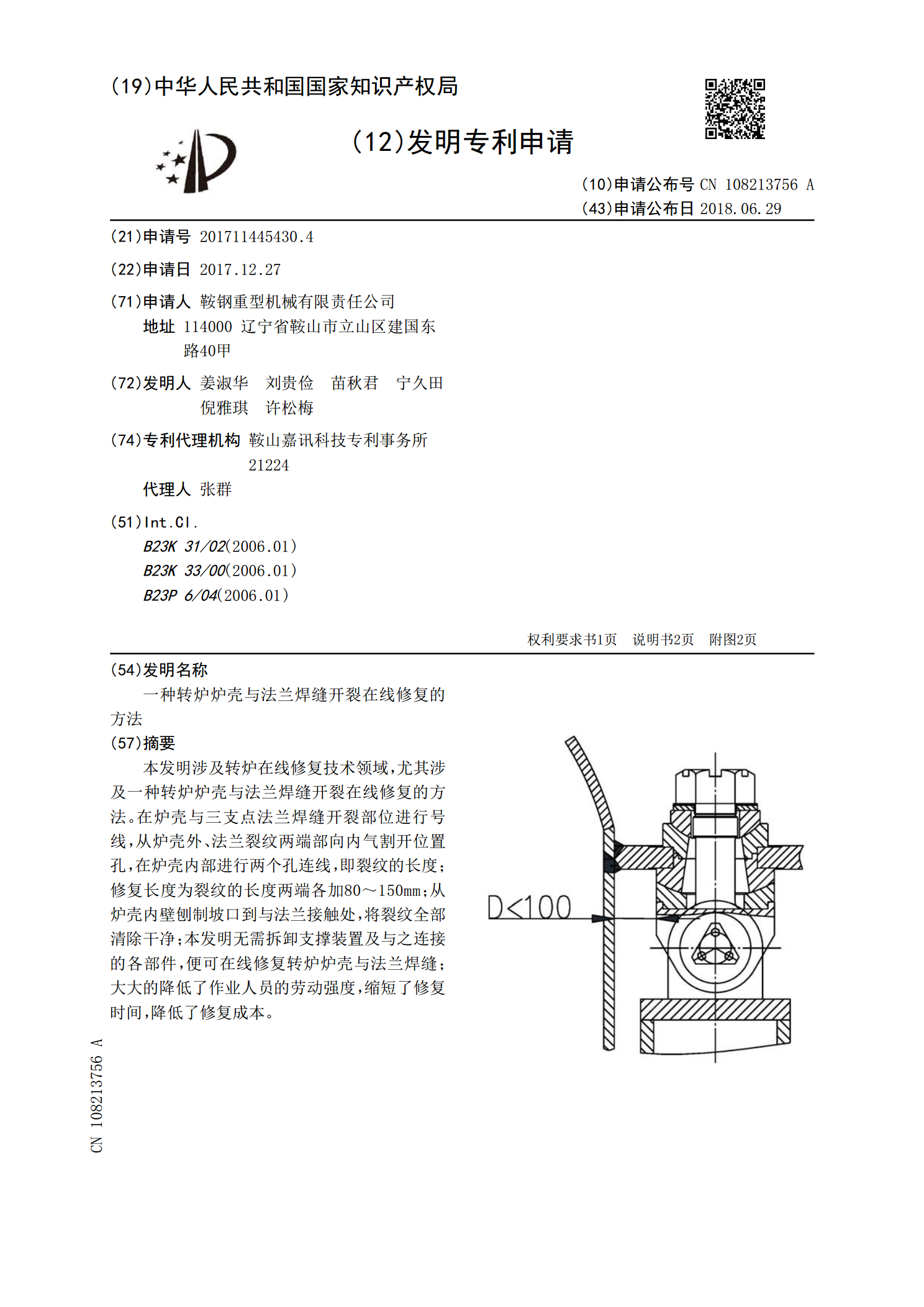
本发明涉及转炉在线修复技术领域,尤其涉及一种转炉炉壳与法兰焊缝开裂在线修复的方法。在炉壳与三支点法兰焊缝开裂部位进行号线,从炉壳外、法兰裂纹两端部向内气割开位置孔,在炉壳内部进行两个孔连线,即裂纹的长度;修复长度为裂纹的长度两端各加80~150mm;从炉壳内壁刨制坡口到与法兰接触处,将裂纹全部清除干净;本发明无需拆卸支撑装置及与之连接的各部件,便可在线修复转炉炉壳与法兰焊缝;大大的降低了作业人员的劳动强度,缩短了修复时间,降低了修复成本。

转炉的炉口法兰在线更换方法.pdf
本发明公开一种转炉的炉口法兰在线更换方法,该方法包括:11)将旧炉口法兰与转炉炉体的炉壳上段及旧炉口法兰与炉壳上段外侧的筋板切割分离;12)清理转炉炉体的炉壳上段的切割端口,得到炉壳上段的对接端口;13)确保对接端口竖直朝上,及在新炉口法兰的内孔中设置找正工装,找正工装的中心轴线与新炉口法兰的中心轴线重合;14)将新炉口法兰放置在对接端口上;15)从炉口氧枪的正中心垂下线锤,调整新炉口法兰的顶部端面与线锤的垂下方向垂直及找正工装的中心轴线与线锤的正中心同轴;16)将新炉口法兰的底部端面与对接端口及筋板焊接
一种转炉炉壳现场安装环焊缝的焊接方法.pdf
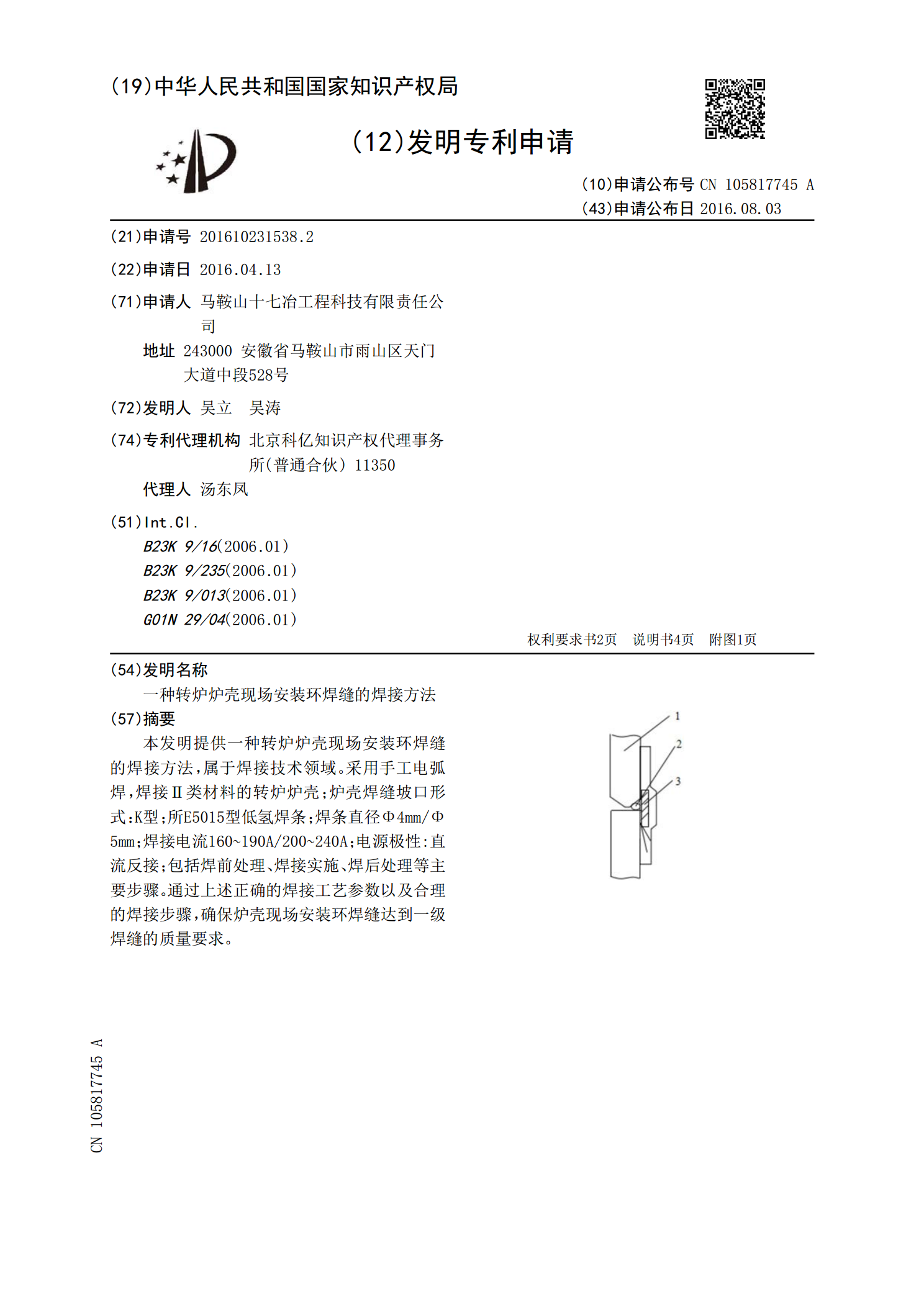
本发明提供一种转炉炉壳现场安装环焊缝的焊接方法,属于焊接技术领域。采用手工电弧焊,焊接Ⅱ类材料的转炉炉壳;炉壳焊缝坡口形式:K型;所E5015型低氢焊条;焊条直径Φ4mm/Φ5mm;焊接电流160~190A/200~240A;电源极性:直流反接;包括焊前处理、焊接实施、焊后处理等主要步骤。通过上述正确的焊接工艺参数以及合理的焊接步骤,确保炉壳现场安装环焊缝达到一级焊缝的质量要求。
一种高炉炉壳丁字焊缝严重开裂的修补方法.pdf
本发明公开了一种高炉炉壳丁字焊缝严重开裂的修补方法,其步骤如下:清理丁字焊缝开裂部位;根据清理完成的丁字焊缝开裂部位的形状及尺寸加工内衬板,内衬板的材质与炉壳材质相同,内衬板的形状与清理完成的丁字焊缝开裂部位相同且其尺寸略大于清理完成的丁字焊缝开裂部位;在清理完成的丁字焊缝开裂部位焊接内衬板,内衬板位于炉壳的内侧,内衬板与清理完成的丁字焊缝开裂部位匹配且清理完成的丁字焊缝开裂部位,焊接采用高韧性焊条作为焊材。本发明的修补方法,整体操作简单且能够有效修补炉壳丁字焊缝严重开裂处,极具应用前景。
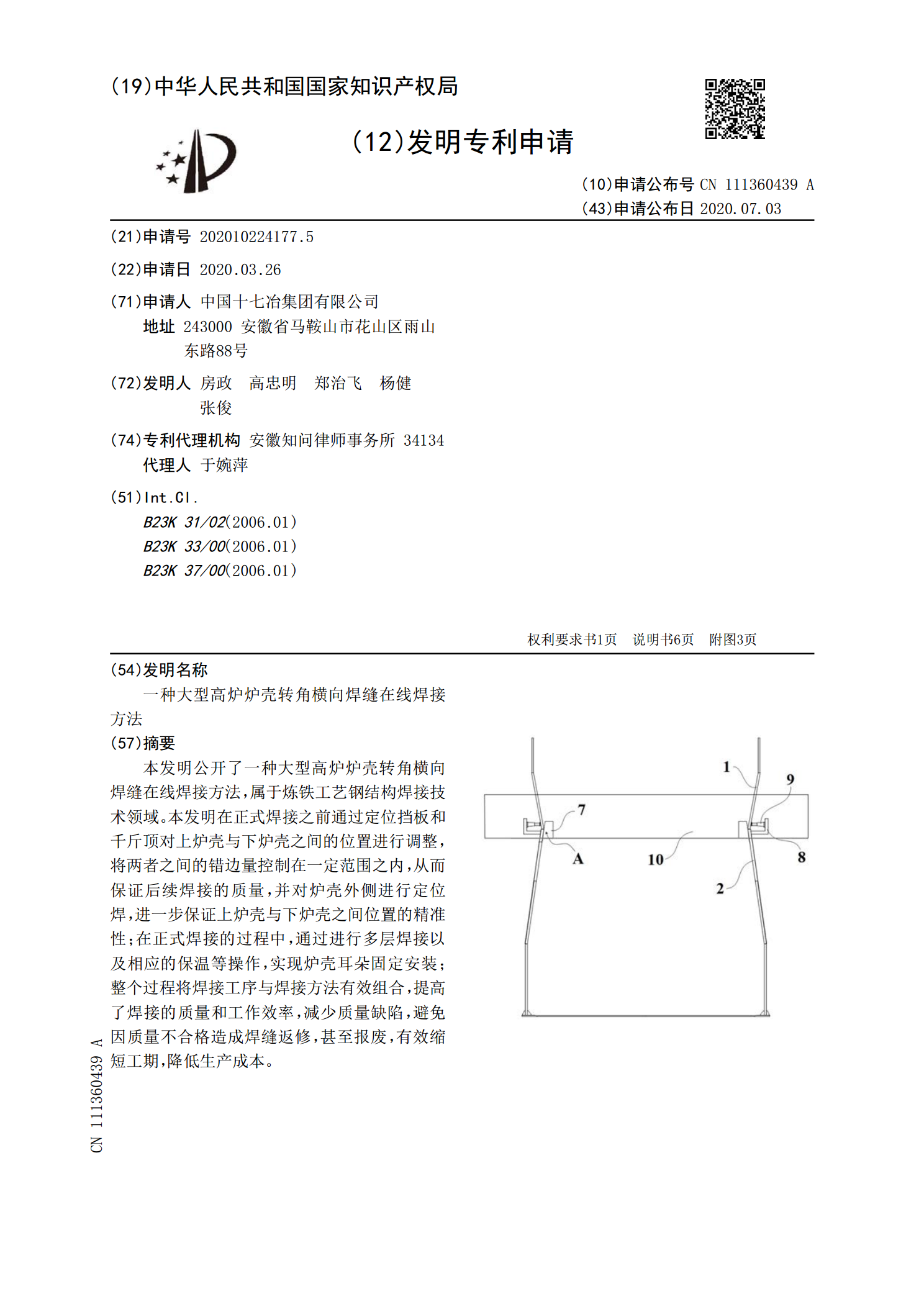
一种大型高炉炉壳转角横向焊缝在线焊接方法.pdf
本发明公开了一种大型高炉炉壳转角横向焊缝在线焊接方法,属于炼铁工艺钢结构焊接技术领域。本发明在正式焊接之前通过定位挡板和千斤顶对上炉壳与下炉壳之间的位置进行调整,将两者之间的错边量控制在一定范围之内,从而保证后续焊接的质量,并对炉壳外侧进行定位焊,进一步保证上炉壳与下炉壳之间位置的精准性;在正式焊接的过程中,通过进行多层焊接以及相应的保温等操作,实现炉壳耳朵固定安装;整个过程将焊接工序与焊接方法有效组合,提高了焊接的质量和工作效率,减少质量缺陷,避免因质量不合格造成焊缝返修,甚至报废,有效缩短工期,降低生