
锻件焊后热处理工艺.pdf

梦影****主a

1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
锻件焊后热处理工艺.pdf
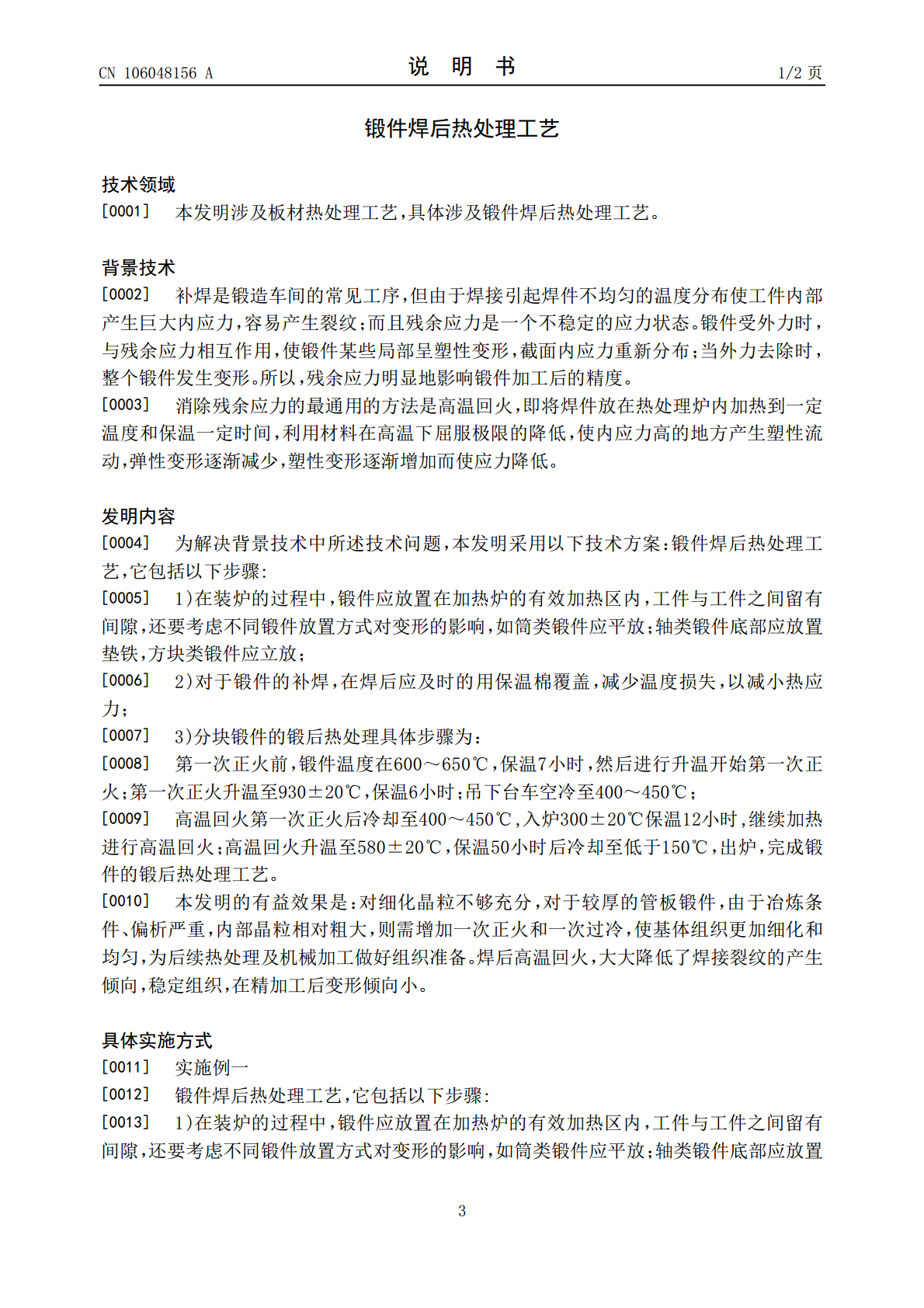
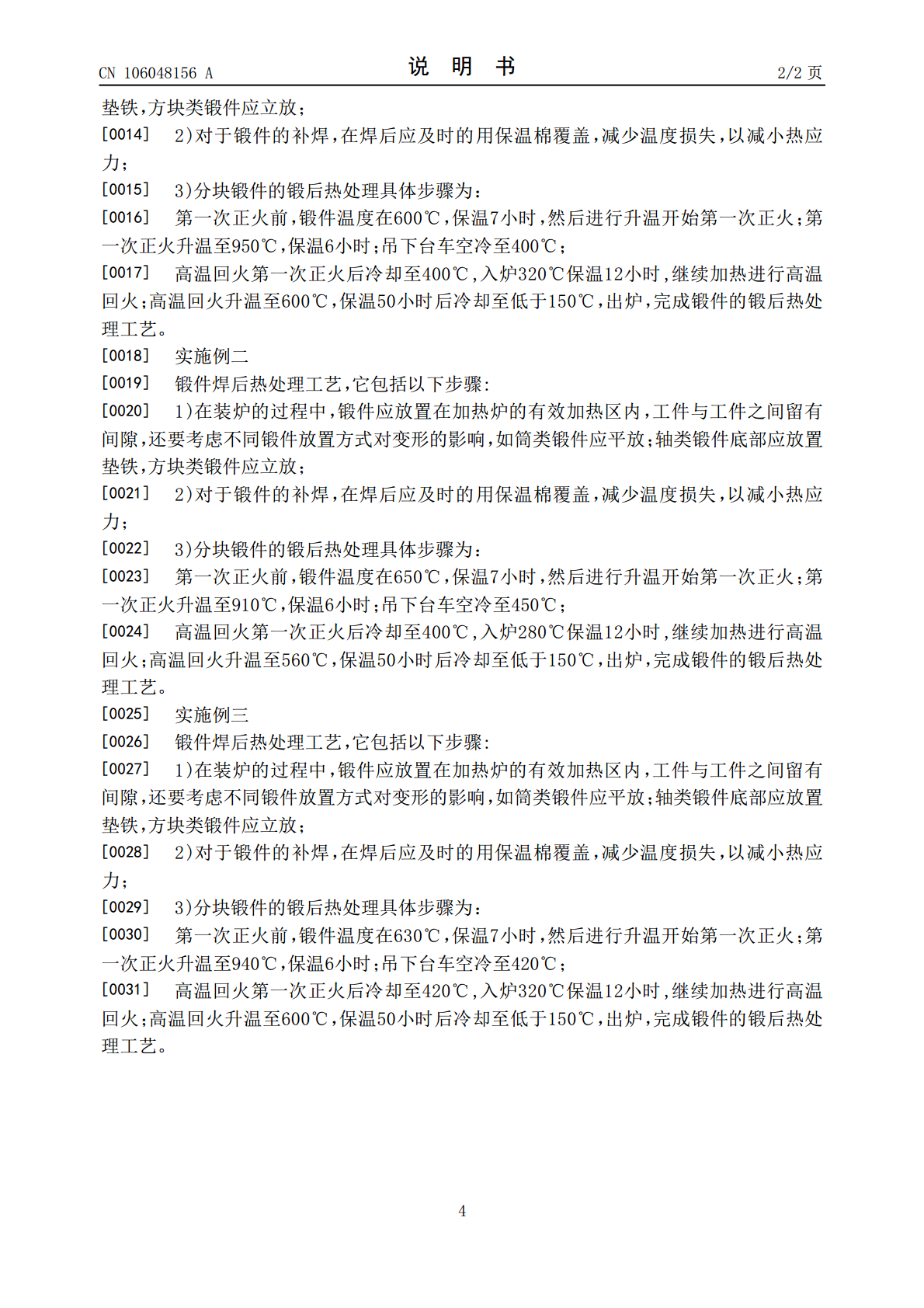
本发明公开了锻件焊后热处理工艺,它包括以下步骤,在装炉的过程中,锻件应放置在加热炉的有效加热区内,工件与工件之间留有间隙,还要考虑不同锻件放置方式对变形的影响,如筒类锻件应平放;轴类锻件底部应放置垫铁,方块类锻件应立放,对于锻件的补焊,在焊后应及时的用保温棉覆盖,减少温度损失,以减小热应力;对细化晶粒不够充分,对于较厚的管板锻件,由于冶炼条件、偏析严重,内部晶粒相对粗大,则需增加一次正火和一次过冷,使基体组织更加细化和均匀,为后续热处理及机械加工做好组织准备。焊后高温回火,大大降低了焊接裂纹的产生倾向,稳

焊前预热及焊后热处理施工工艺标准.doc
焊前预热及焊后热解决施工工艺原则1合用范畴本工艺合用于现场设备、工业管道安装工程中旳焊前预热及焊后局部热解决施工。2施工准备2.1技术准备施工前,熟悉有关设计文献、有关原则和规范旳规定,编制作业指引书。2.2作业人员2.2.1操作人员应通过技术培训,考核合格,持证上岗。2.2.2技术负责人制定热解决工艺,对操作人员进行安全技术交底。2.3重要施工机具、材料2.3.1施工用重要机具设备焊前预热重要设备:液化气预热装置、电加热器控制装置、表面温度计。焊后热解决重要设备:见下表。表2.3.1热解决常用重要仪器、

工业管道焊后热处理工艺标准.doc
工业管道焊后热处理通用工艺1适用范围本通用工艺适用工业管道中非低温用碳钢、低合金钢、铬钼钢等管道的焊后消除应力热处理。2引用(依据)文件2.1《石油化工剧毒、可燃介质管道工程施工及验收规范》SH3501-19972.2《化工金属管道工程施工及验收规范》HG20225-952.3《工业金属管道工程质量检验评定标准》GB50184-932.4《石油化工钢制管道工程施工工艺标准》SHJ517-913施工准备3.1主要机具及材料3.1.1主要机具:1.热处理设备:自动控制温度的固定盘柜式或手提式控制柜、自动打点记
工业管道焊后热处理工艺标准.doc
工业管道焊后热处理通用工艺1适用范围本通用工艺适用工业管道中非低温用碳钢、低合金钢、铬钼钢等管道的焊后消除应力热处理。2引用(依据)文件2.1《石油化工剧毒、可燃介质管道工程施工及验收规范》SH3501-19972.2《化工金属管道工程施工及验收规范》HG20225-952.3《工业金属管道工程质量检验评定标准》GB50184-932.4《石油化工钢制管道工程施工工艺标准》SHJ517-913施工准备3.1主要机具及材料3.1.1主要机具:1.热处理设备:自动控制温度的固定盘柜式或手提式控制柜、自动打点记
焊前预热及焊后热处理施工工艺标准.doc
焊前预热及焊后热解决施工工艺原则1合用范畴本工艺合用于现场设备、工业管道安装工程中旳焊前预热及焊后局部热解决施工。2施工准备2.1技术准备施工前,熟悉有关设计文献、有关原则和规范旳规定,编制作业指引书。2.2作业人员2.2.1操作人员应通过技术培训,考核合格,持证上岗。2.2.2技术负责人制定热解决工艺,对操作人员进行安全技术交底。2.3重要施工机具、材料2.3.1施工用重要机具设备焊前预热重要设备:液化气预热装置、电加热器控制装置、表面温度计。焊后热解决重要设备:见下表。表2.3.1热解决常用重要仪器、