
用薄板坯直接轧制的抗拉强度≥1700MPa薄热成形钢及生产方法.pdf

一条****ee

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用薄板坯直接轧制的抗拉强度≥1700MPa薄热成形钢及生产方法.pdf
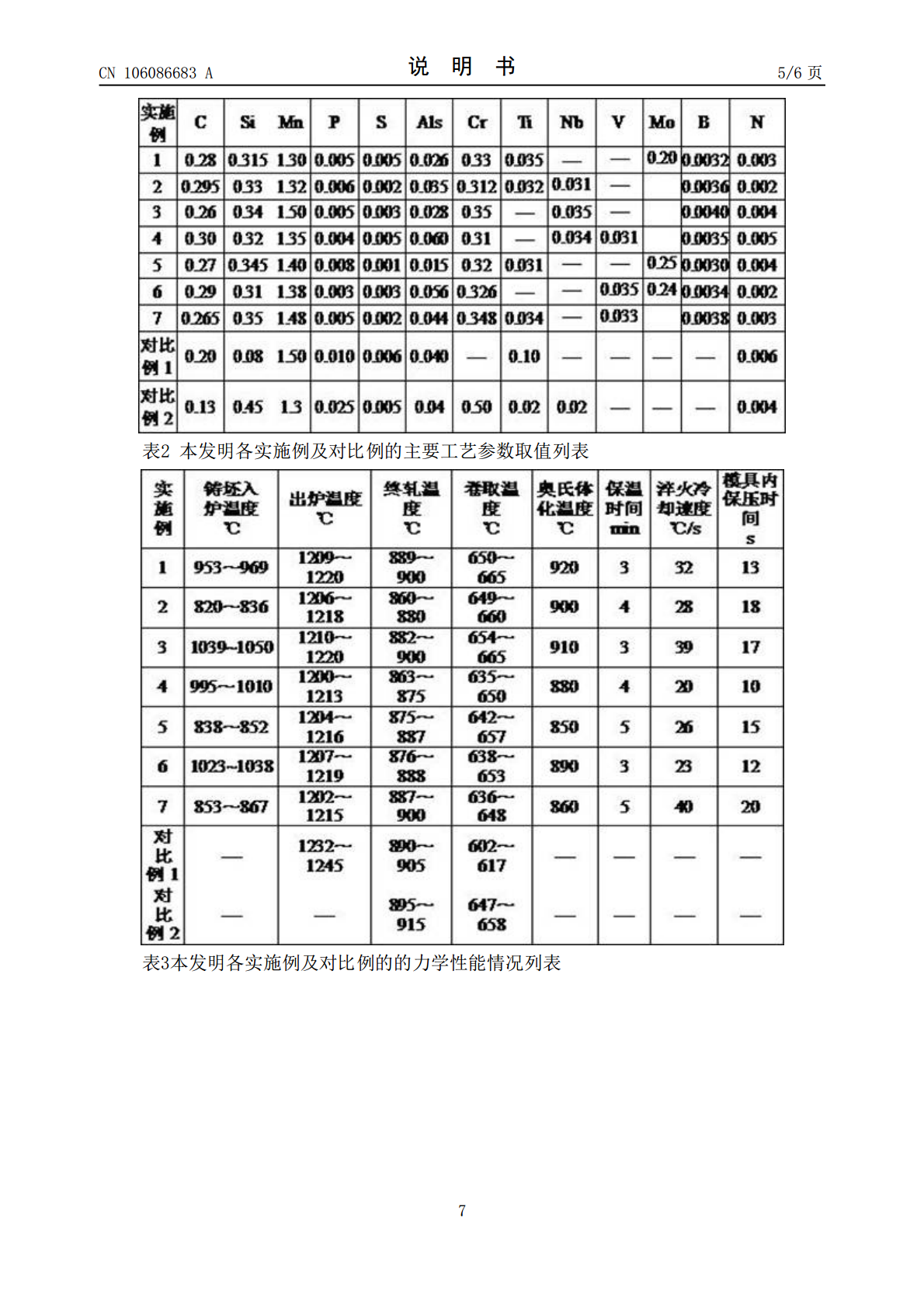
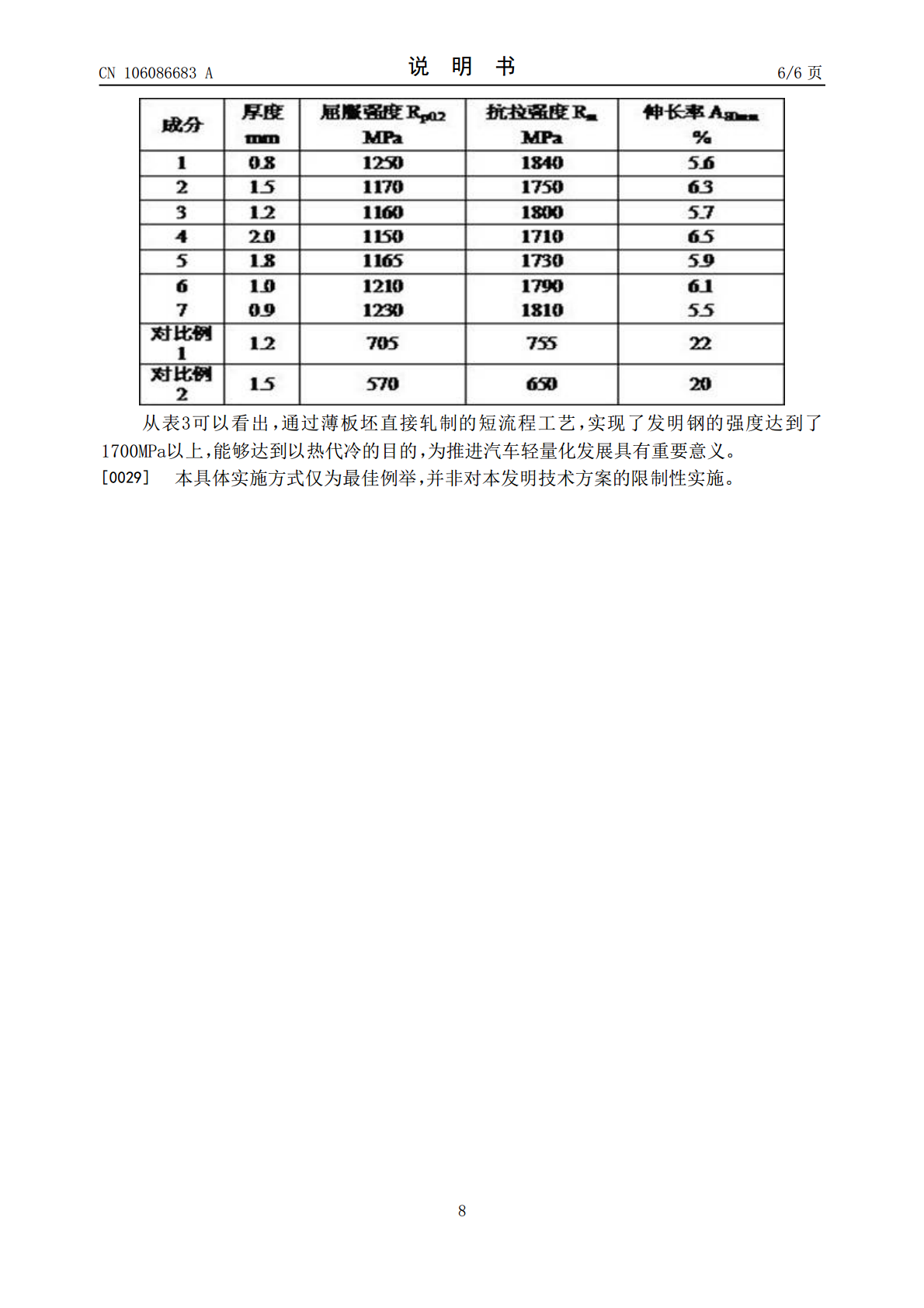
用薄板坯直接轧制的抗拉强度≥1700MPa薄热成形钢,其组分及wt%:C:0.26~0.30%,Si:0.31~0.35%,Mn:1.3~1.5%,P≤0.008%,S≤0.005%,Als:0.015~0.060%,Cr:0.31~0.35%,Ti:0.031~0.035%或Nb:0.031~0.035%或V:0.031~0.035%或其中两种以上以任意比例的混合,B:0.003~0.004%,Mo:0.20~0.25%,Ni:0.06~0.10%,N≤0.005%。生产步骤:铁水脱硫;电炉或转炉冶炼及
用薄板坯直接轧制的抗拉强度≥1500MPa薄热成形钢及生产方法.pdf
用薄板坯直接轧制的抗拉强度≥1500MPa薄热成形钢,其组分及wt%:C:0.21~0.25%,Si:0.26~0.30%,Mn:1.0~1.3%,P≤0.01%,S≤0.005%,Als:0.015~0.060%,Cr:0.25~0.30%,Ti:0.026~0.030%或Nb:0.026~0.030%或V:0.026~0.030%或其中两种以上以任意比例的混合,B:0.003~0.004%,N≤0.005%。生产步骤:铁水脱硫;电炉或转炉冶炼及精炼;连铸;入均热炉前的除鳞处理;均热;加热;进轧机之前的
用薄板坯直接轧制的抗拉强度≥2100MPa薄热成形钢及生产方法.pdf
用薄板坯直接轧制的抗拉强度≥2100MPa薄热成形钢,其组分及wt%:C:0.41~0.50%,Si:0.45~0.65%,Mn:1.6~2.0%,P≤0.006%,S≤0.004%,Als:0.015~0.060%,Cr:0.50~0.65%,B:0.004~0.005%,Ti:0.046~0.060%或Nb:0.046~0.060%或V:0.046~0.060%,或其中两种以上的复合,Mo:0.36~0.60%,Ni:0.21~0.35%,N≤0.004%。生产步骤:铁水脱硫;电炉或转炉冶炼及精炼;连
用薄板坯直接轧制的抗拉强度≥1900MPa薄热成形钢及生产方法.pdf
用薄板坯直接轧制的抗拉强度≥1900MPa薄热成形钢,其组分及wt%:C:0.31~0.40%,Si:0.36~0.44%,Mn:1.6~2.0%,P≤0.006%,S≤0.004%,Als:0.015~0.060%,Cr:0.36~0.49%,Ti:0.036~0.045%或Nb:0.036~0.045%或V:0.036~0.045%或其中两种以上以任意比例的混合,B:0.004~0.005%,Mo:0.26~0.35%,N≤0.005%。生产步骤:铁水脱硫;电炉或转炉冶炼及精炼;连铸;入均热炉前的除鳞
用薄板坯直接轧制的抗拉强度≥1300MPa薄热成形钢及生产方法.pdf
用薄板坯直接轧制的抗拉强度≥1300MPa薄热成形钢,其组分及wt%:C:0.17~0.20%,Si:0.21~0.25%,Mn:1.0~1.3%,P≤0.01%,S≤0.008%,Als:0.015~0.060%,Cr:0.19~0.24%,Ti:0.021~0.025%或Nb:0.021~0.025%或V:0.021~0.025%或其中两种以上以任意比例的混合,B:0.002~0.003%,N≤0.005%。生产步骤:铁水脱硫;电炉或转炉冶炼及精炼;连铸;入均热炉前的除鳞处理;均热;加热;进轧机之前的