
一种带有防护功能的铝合金时效炉及其工作方法.pdf

长春****主a

1/6
2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种带有防护功能的铝合金时效炉及其工作方法.pdf
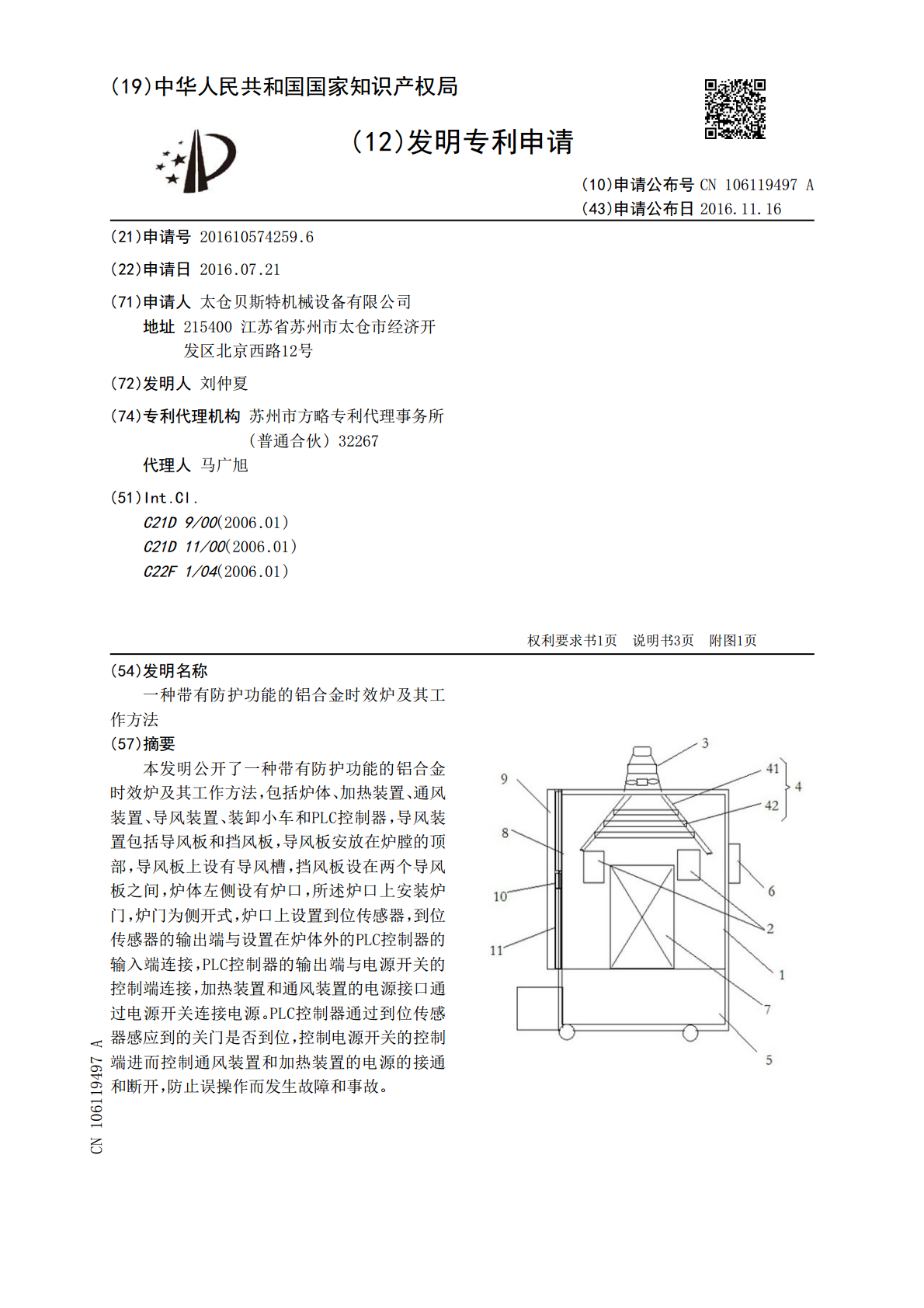
本发明公开了一种带有防护功能的铝合金时效炉及其工作方法,包括炉体、加热装置、通风装置、导风装置、装卸小车和PLC控制器,导风装置包括导风板和挡风板,导风板安放在炉膛的顶部,导风板上设有导风槽,挡风板设在两个导风板之间,炉体左侧设有炉口,所述炉口上安装炉门,炉门为侧开式,炉口上设置到位传感器,到位传感器的输出端与设置在炉体外的PLC控制器的输入端连接,PLC控制器的输出端与电源开关的控制端连接,加热装置和通风装置的电源接口通过电源开关连接电源。PLC控制器通过到位传感器感应到的关门是否到位,控制电源开关的控

一种智能控温铝合金时效炉及其工作方法.pdf
本发明公开了一种智能控温铝合金时效炉,包括炉体、装卸小车、加热装置和温度控制装置,温度控制装置包括PLC控制器、触摸显示屏和温度测试装置,炉体顶部设有通风装置,炉体内部包括炉膛,导风装置设置在炉膛的顶部,炉膛底部设有装卸小车,炉膛两侧设置加热装置,炉膛外壁上设有温度测试装置,温度测试装置的输出端与设置在炉体外的PLC控制器的输入端连接,PLC控制器的输出端与电源开关的控制端连接,加热装置的电源接口通过电源开关连接电源。通过触摸显示屏设定需要加热的温度,PLC控制器控制加热装置和通风装置工作,实现智能控温,
一种智能控温过滤型铝合金时效炉及其工作方法.pdf
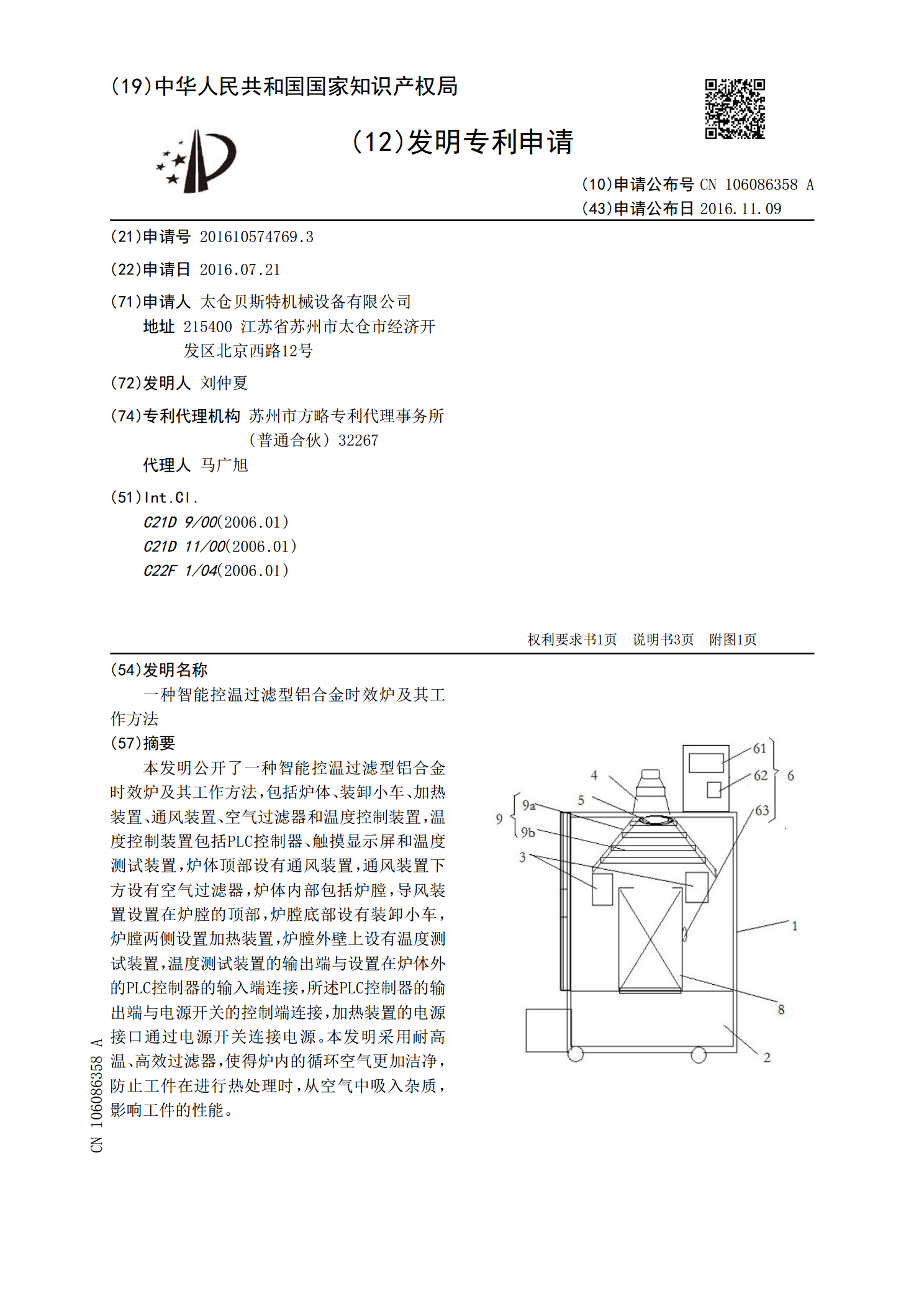
本发明公开了一种智能控温过滤型铝合金时效炉及其工作方法,包括炉体、装卸小车、加热装置、通风装置、空气过滤器和温度控制装置,温度控制装置包括PLC控制器、触摸显示屏和温度测试装置,炉体顶部设有通风装置,通风装置下方设有空气过滤器,炉体内部包括炉膛,导风装置设置在炉膛的顶部,炉膛底部设有装卸小车,炉膛两侧设置加热装置,炉膛外壁上设有温度测试装置,温度测试装置的输出端与设置在炉体外的PLC控制器的输入端连接,所述PLC控制器的输出端与电源开关的控制端连接,加热装置的电源接口通过电源开关连接电源。本发明采用耐高温

一种铝合金时效炉.pdf
本发明涉及铝合金制造技术领域,具体公开了一种铝合金时效炉,包括炉体、装卸小车、加热装置、吹风装置和控制模块,所述炉体内部包括炉膛,所述装卸小车设置在炉膛底部,所述加热装置设置在炉膛两侧,所述吹风装置设置在炉体内的炉膛上方,在所述炉膛顶部开设有导风口,所述吹风装置包括滑轨及设置在所述滑轨上可沿滑轨做往复直线运行的风刀,所述控制模块包括控制器和控制面板,所述控制器、控制面板设置在炉体外,所述控制器与所述控制面板、所述风刀连接。该铝合金时效炉能够保证炉膛的稳定升温和工件的均匀受热,充分利用了加热装置的热量,提高

一种铝合金时效炉.pdf
本发明提供一种铝合金时效炉,一种铝合金时效炉,包括热处理室、用于安置铝合金的台车以及连通于所述热处理室的热风循环系统,所述热风循环系统包括抽气管路及连通于所述抽气管路的第一进气支路和第二进气支路,所述第一进气支路上包括第一加热器及第一风机,所述第二进气支路上包括第二加热器及第二风机,所述第一进气支路连通于所述热处理室的顶部,所述第二进气支路连通于所述热处理室的底部,通过所设的风机和循环风道,使得吹入炉体内的热风可以循环利用,减少了能源消耗,提高了热风的使用率,通过设置分别位于热处理室底部及顶部的两个热风进