
一种控硫控铝控氮非调质钢的生产工艺.pdf

一只****呀9

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种控硫控铝控氮非调质钢的生产工艺.pdf
本发明是一种控硫控铝控氮非调质钢的生产工艺,其工艺流程为:废钢+热装铁水→电弧炉冶炼→LF精炼→VD真空脱气→大方坯连铸成坯(EAF‑LF‑VD‑CCM工序流程),非调质钢中S、Alt和N的质量百分比含量分别为:S:0.020‑0.055,Alt:0.015‑0.055%,N:0.070‑0.150%。本发明的控硫控铝控氮高档非调质钢纯净度高,成分和低倍组织均匀,各向异性小,有淬透性要求的可实现带宽在4HRC以内,生产的汽车用钢不需要进行调质处理,用户可直接用于车削加工,且切削性能好,同时具有优异的抗疲劳
非调质钢锻件多点强化控冷装置.pdf
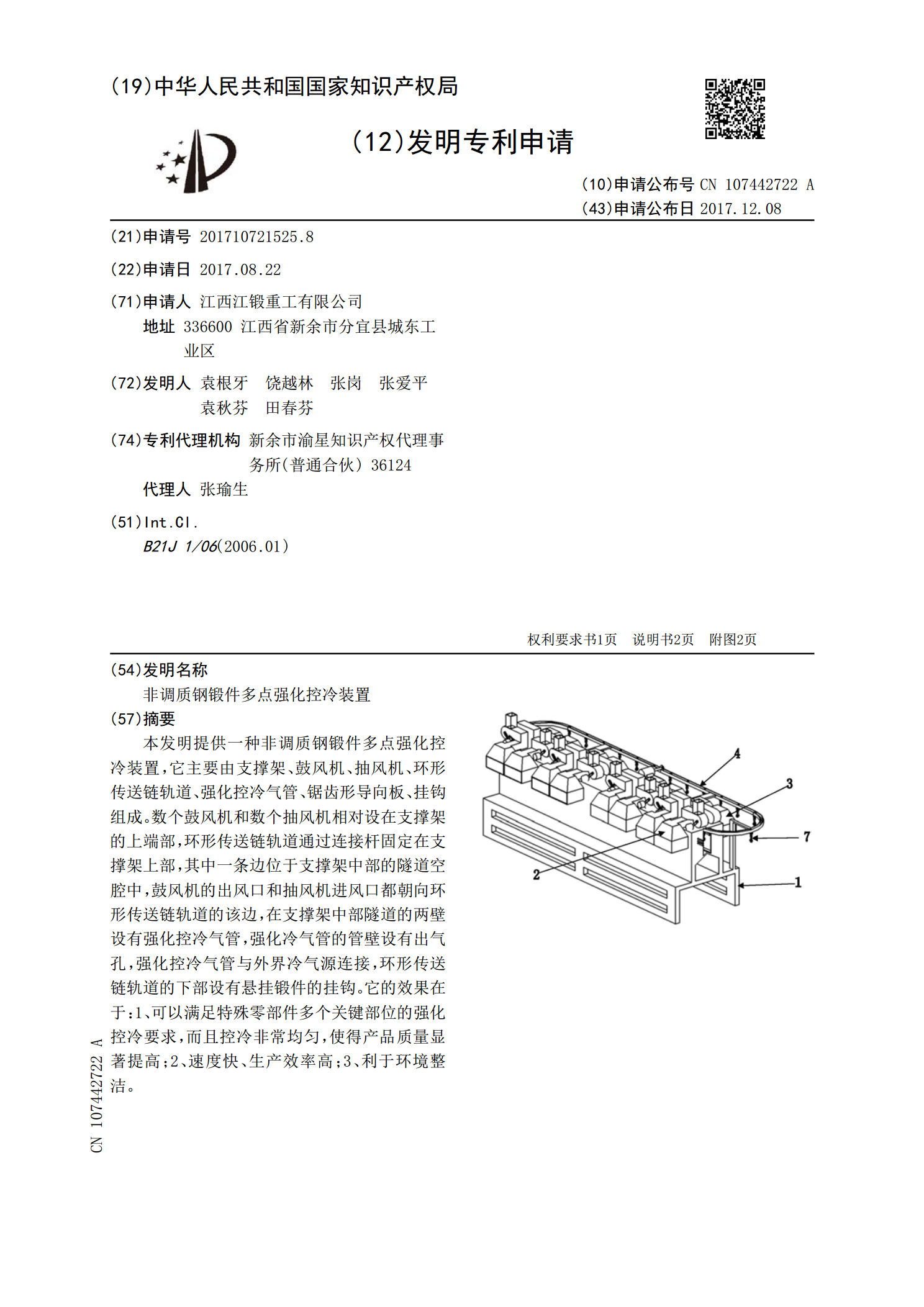
本发明提供一种非调质钢锻件多点强化控冷装置,它主要由支撑架、鼓风机、抽风机、环形传送链轨道、强化控冷气管、锯齿形导向板、挂钩组成。数个鼓风机和数个抽风机相对设在支撑架的上端部,环形传送链轨道通过连接杆固定在支撑架上部,其中一条边位于支撑架中部的隧道空腔中,鼓风机的出风口和抽风机进风口都朝向环形传送链轨道的该边,在支撑架中部隧道的两壁设有强化控冷气管,强化冷气管的管壁设有出气孔,强化控冷气管与外界冷气源连接,环形传送链轨道的下部设有悬挂锻件的挂钩。它的效果在于:1、可以满足特殊零部件多个关键部位的强化控冷要
含硫铝氮易切削非调质钢的窄成分控制方法.pdf
本发明公开了一种含硫铝氮易切削非调质钢的窄成分控制方法,其包括转炉冶炼、LF精炼和VD真空处理工序,所述转炉冶炼工序:出钢时按顺序加入钢芯铝0.5~2.0kg/t→合金料→氮化锰铁5~10kg/t→白灰5~10kg/t→预熔渣5kg/t,出钢完毕后在炉后喂Al线1~3m/t。本方法可以实现S、Al、N含量在易切削非调质钢中的窄成分控制,S、Al含量的上限减下限可控制在0.010%、N含量的上限减下限可以控制在0.0030%的范围。本方法能有效地控制硫、铝、氮的成分含量,从而提升产品质量和稳定性,降低生产过
一种高铝含硫控钙钢冶炼工艺方法.pdf
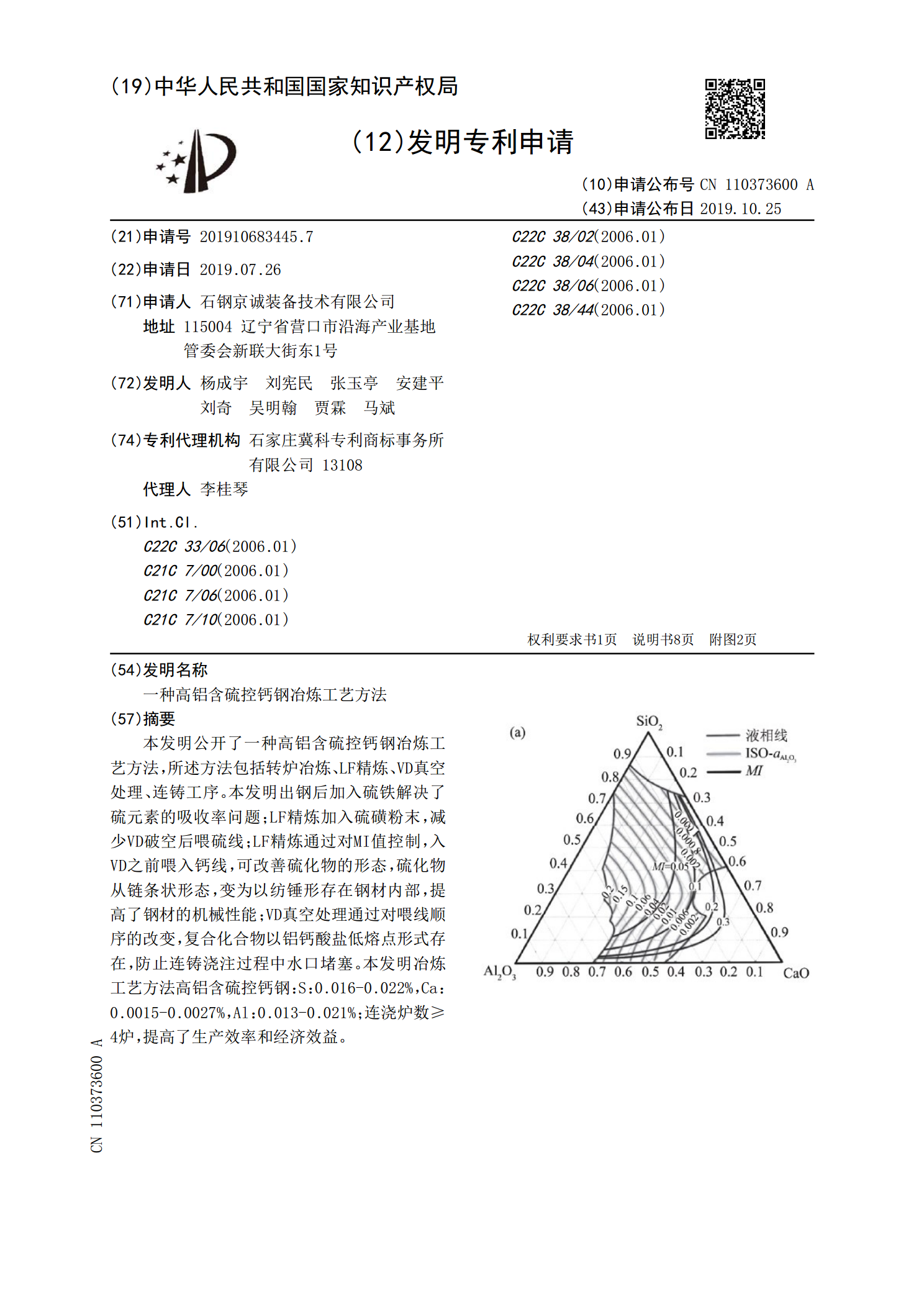
本发明公开了一种高铝含硫控钙钢冶炼工艺方法,所述方法包括转炉冶炼、LF精炼、VD真空处理、连铸工序。本发明出钢后加入硫铁解决了硫元素的吸收率问题;LF精炼加入硫磺粉末,减少VD破空后喂硫线;LF精炼通过对MI值控制,入VD之前喂入钙线,可改善硫化物的形态,硫化物从链条状形态,变为以纺锤形存在钢材内部,提高了钢材的机械性能;VD真空处理通过对喂线顺序的改变,复合化合物以铝钙酸盐低熔点形式存在,防止连铸浇注过程中水口堵塞。本发明冶炼工艺方法高铝含硫控钙钢:S:0.016‑0.022%,Ca:0.0015‑0.
一种控硫掺氮精炼工艺.pdf
本发明的目的是提供一种控硫掺氮精炼工艺,以解决现有工艺氧化和还原作业环节分离,还原作业时固体还原剂消耗量大,级联环节加工成本高,氧化作业时强氧化剂对阳极炉炉衬侵蚀严重,降低阳极炉使用寿命,增加成本、作业效率低的问题。本发明包括以下步骤:PS转炉吹炼和阳极炉待料、阳极炉控硫掺氮精炼、检验合格,出炉。本发明将合并氧化、还原环节,缩短作业时间,提升效率;利用粗铜液中的硫来还原粗铜液中的氧,减少或消除还原期固体还原剂的消耗,有效降低精炼加工成本;明显改善强氧对阳极炉炉衬的侵蚀,有效提升阳极炉前、后渣线,氧化还原口