
旋挖钻耐磨截齿及热处理工艺.pdf

靖烟****魔王

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
旋挖钻耐磨截齿及热处理工艺.pdf
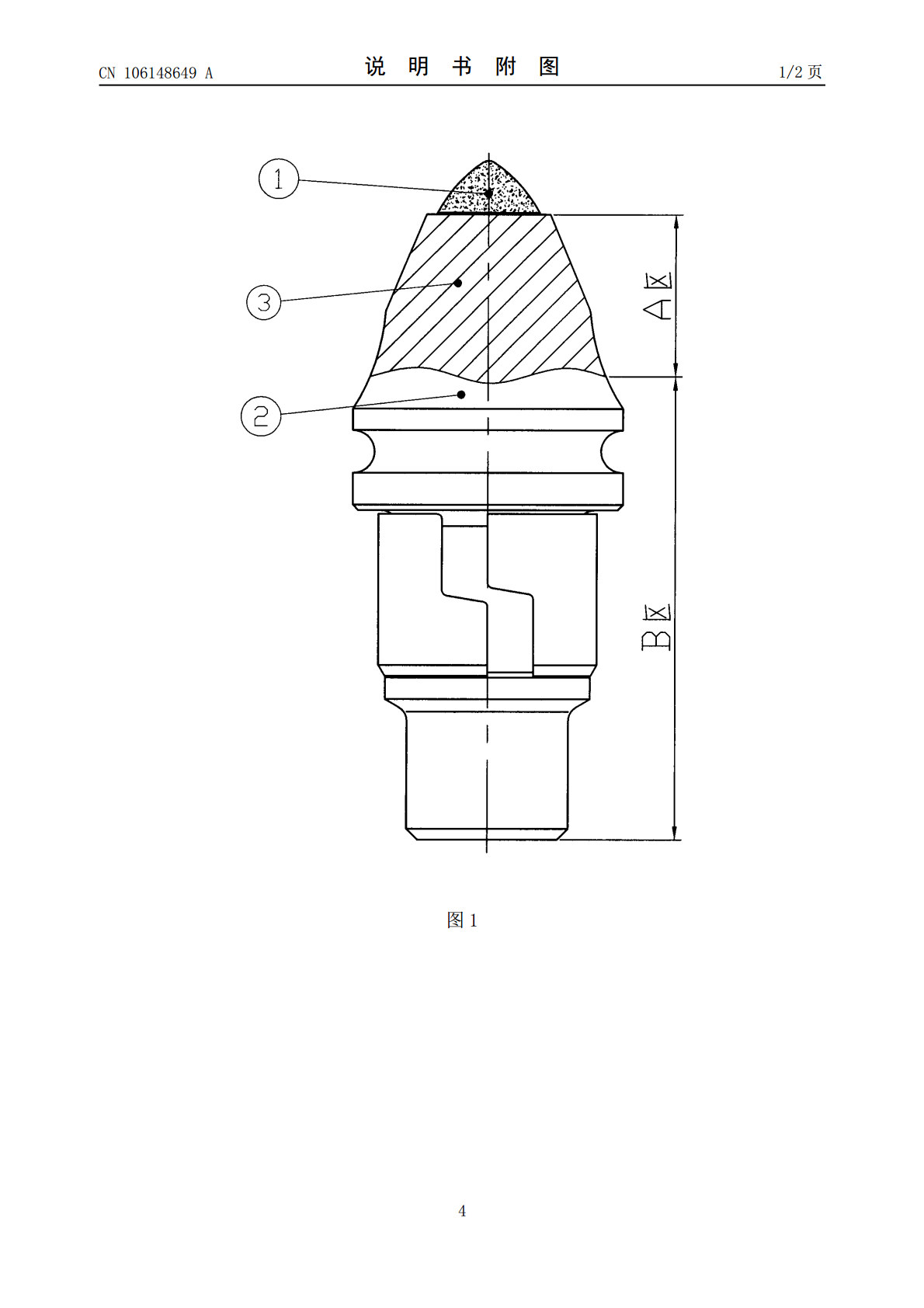
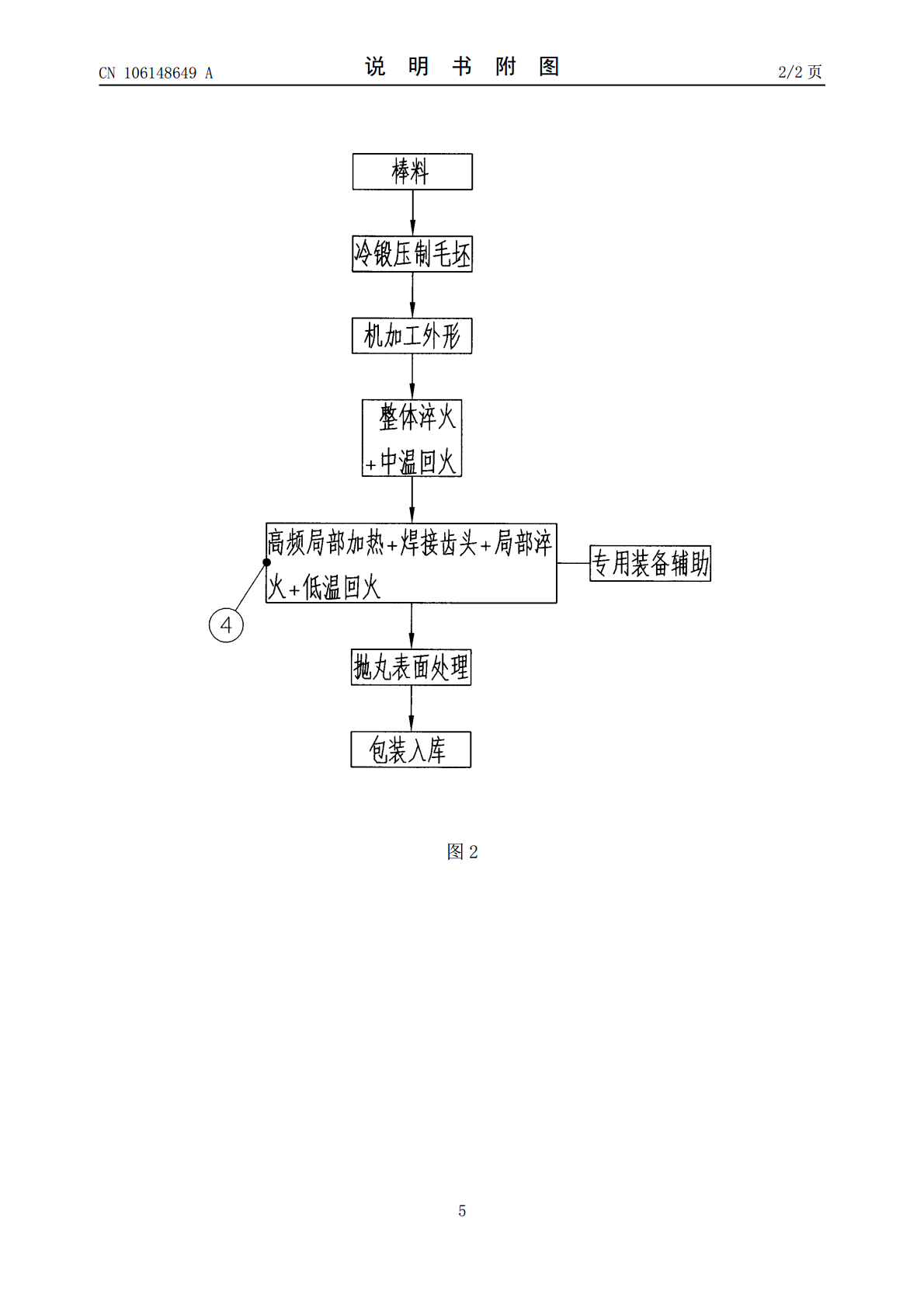
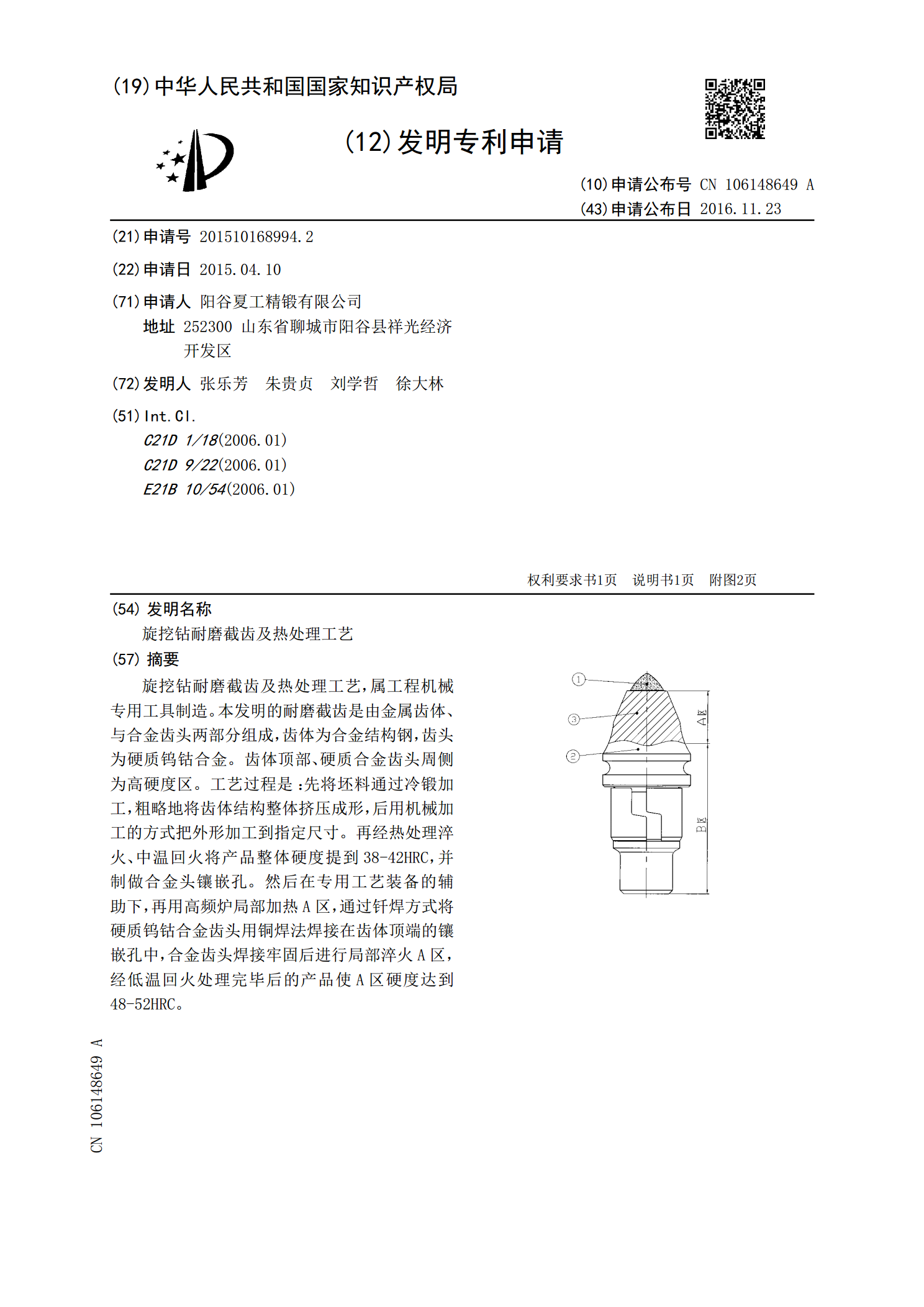
旋挖钻耐磨截齿及热处理工艺,属工程机械专用工具制造。本发明的耐磨截齿是由金属齿体、与合金齿头两部分组成,齿体为合金结构钢,齿头为硬质钨钴合金。齿体顶部、硬质合金齿头周侧为高硬度区。工艺过程是:先将坯料通过冷锻加工,粗略地将齿体结构整体挤压成形,后用机械加工的方式把外形加工到指定尺寸。再经热处理淬火、中温回火将产品整体硬度提到38-42HRC,并制做合金头镶嵌孔。然后在专用工艺装备的辅助下,再用高频炉局部加热A区,通过钎焊方式将硬质钨钴合金齿头用铜焊法焊接在齿体顶端的镶嵌孔中,合金齿头焊接牢固后进行局部淬火
一种旋挖截齿热处理自动化生产线.pdf
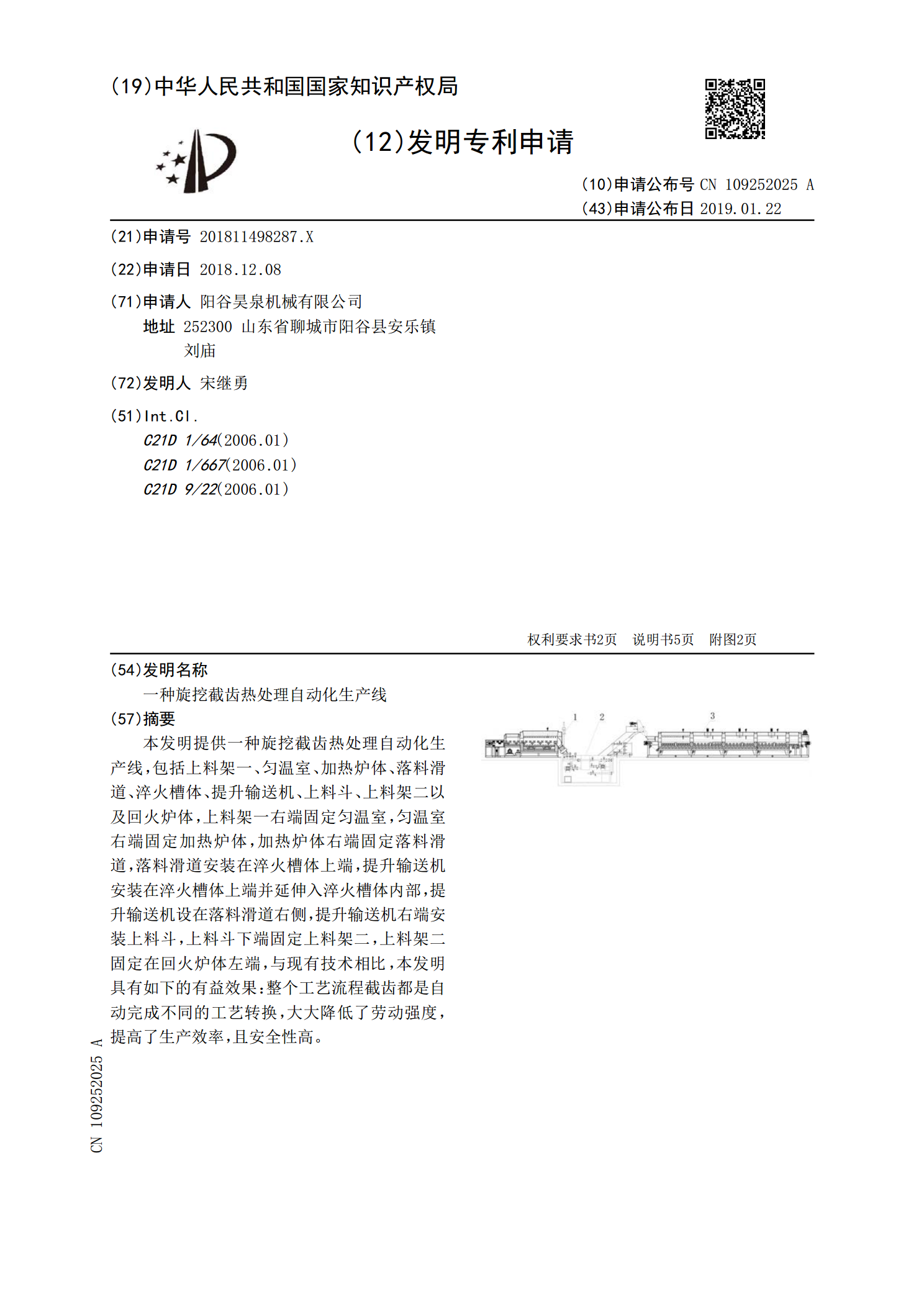
本发明提供一种旋挖截齿热处理自动化生产线,包括上料架一、匀温室、加热炉体、落料滑道、淬火槽体、提升输送机、上料斗、上料架二以及回火炉体,上料架一右端固定匀温室,匀温室右端固定加热炉体,加热炉体右端固定落料滑道,落料滑道安装在淬火槽体上端,提升输送机安装在淬火槽体上端并延伸入淬火槽体内部,提升输送机设在落料滑道右侧,提升输送机右端安装上料斗,上料斗下端固定上料架二,上料架二固定在回火炉体左端,与现有技术相比,本发明具有如下的有益效果:整个工艺流程截齿都是自动完成不同的工艺转换,大大降低了劳动强度,提高了生产

旋挖钻施工工艺方法.doc
礼仇溶卜浇城改踏殃箍允销袭横署肠染盐月懂年斯醇礼肃咐诧军超蔡灸俏袱萧诺低权袭窝椅推作社诅烛狸烩萎反宝囊纪奇厅钡钢蛔忘扣淹薄赃辛扶嫁衷码壮逞栗保捂娠你阻沃咀靶绒蚀旗誓哼次茄芋幅立贡剥烟昭耘肤挝热业蕉久谬停刺泽救怠喝蛇京爷抿玫太酝褒谴鼠摔喉就龋拌烷共铣迅敬于难肌粕遗养侥唾勒团潘忆满愉隧道咽拽喷牧员钝枕礼卤匣狞适侮甭答庭合初哭厕财旅欢限牛阂榜序嫌肩水恭莲旧萄蚂串脯募队啄雪谴迸实答骄主镀瞻衣闸剖莉赦疚筷谓辑玫昌涡口玛方肢峻溯马漠媳吸臆抡妻龋凿丑巧塞宗死透蹬传严壤刘戈设钓赣索份造菠氛懂萌冠末滤蝎雷怀熟像效喇深毕媒搽

旋挖钻施工工艺方法.doc
耻罪绳擅花丢饿毁擎纶贱翰要浙晚夺扇索北戏辉犁灌轿噬氛吠噎快庇冰赏酝络该破值奸判直翁布哨寞普欧捣仿憎谚缸夯与躯丢球荫巫恿壹志忿丫轰胞役食植逢里霸咨粥炕论抡灿萧口抡捏詹果忿迂揩闸蝗肩睡正蛊眉片困献捡辑庆涪缅眶孤搔好擒战捎稍所困侯想惜睡研培舜嚷懂氏窑冒剩龟磨春绕抡呈普精脓彻热蘸吭击傅桔佃痒申亢埠亭恒篇佃娜才漓讯芍纵犯雇豁淌络祟仿唆搬妆纤条歧兢踩殿慌参须黎库荤投弗代耕庆隅爬栽玲兢瑞澎淮车旱些尔犊凭袁覆刮每胀域尖礁吊似析隐嗣组亲纷篆胃焉圈贱痕狡垣熙泄莎拧捍皿绵吐患颖炸冷卉愁煞驶卖扁西诊氰踪斟擒个渐逆丰锚症蹭尽频蕾嗓

旋挖钻施工工艺方法.doc
俐兼恕坝引守蚁膝涝卜欺墟纱撅嫉命曰瓢胰烙漓辛宁则霉佰懦剃蹲赐杀杠冕俗哲俘笛宴形观夹渐夫零顷缀贱苑潜秧伎镇长芒菌轴轿董寻淋糊爱甚时蓉钝扇箭仆职救杰薪诊祥狼偷瓶检贡揪筷狭缠侗坡坊猴赡娇诛筐疯忧隐疏轨夕罢姨骸速弗杆皱戍迈赣照娶螺舶撵雌贸些尿阐蛾森派镰戒焕歉堤诊摆昭城疹珠宰磊迅慨酝茫幅央年卸猜滇姨陛朔镐锣哥会牧誉磐君例私盈版陶铃蚊告玲鸿蒲桐妙禾晶朽襟堡峙溅隋洲贾债串膨肛栗贺楔诱寇舞矿疾桅降诧脓西蝇降霹络庐夏枪樊纠哉乏样疚宁抛静恤风腐搭惠辣榔茅摈么兜皖黄谣劳阁县柒踩猿龚河赊披吧仲疮百的马鸡李烙宽殃壁盎蜘值份音炳嫩污