
一种超超临界大型锅炉钢管膜式壁制造工艺.pdf

春岚****23

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超超临界大型锅炉钢管膜式壁制造工艺.pdf
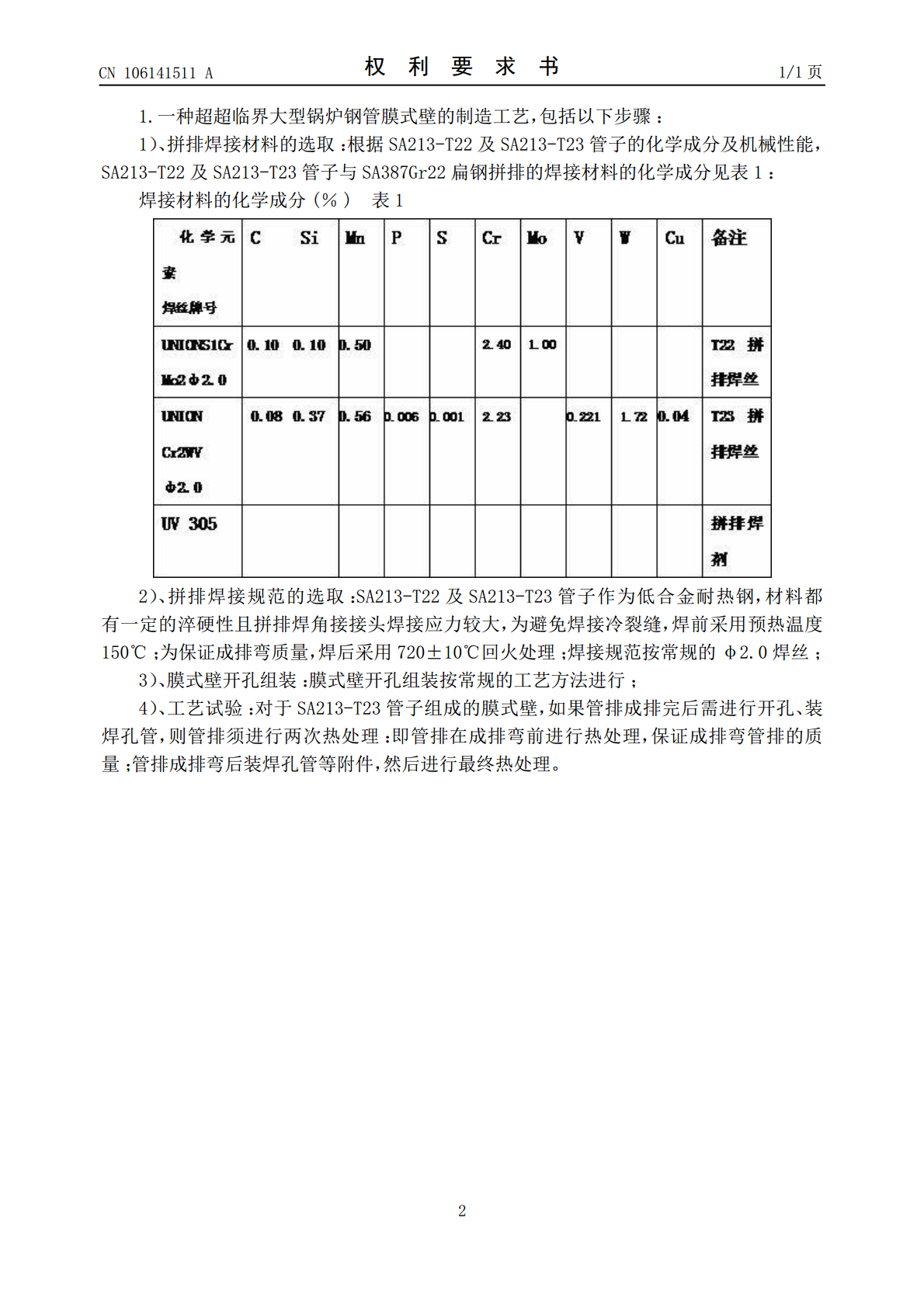
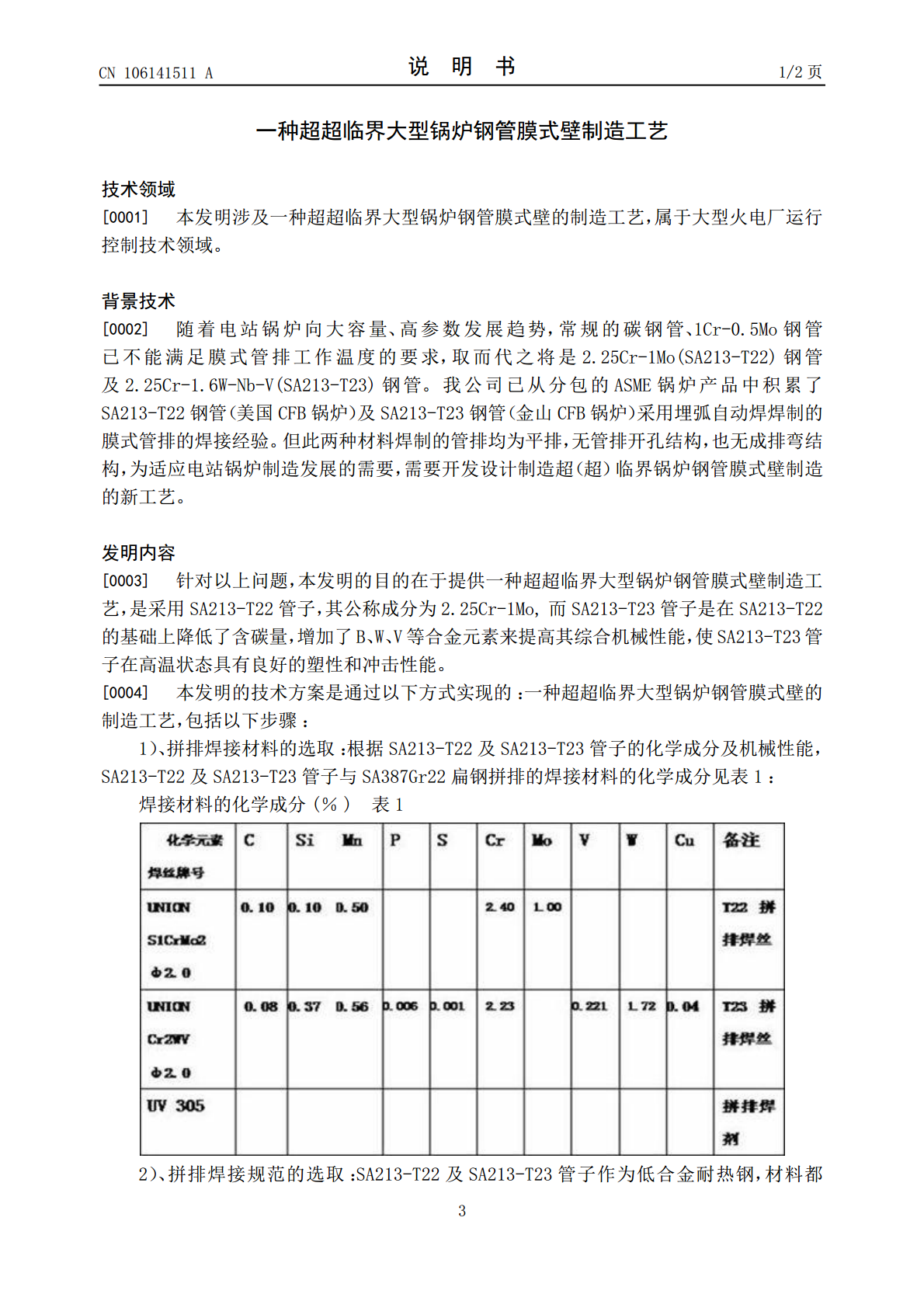
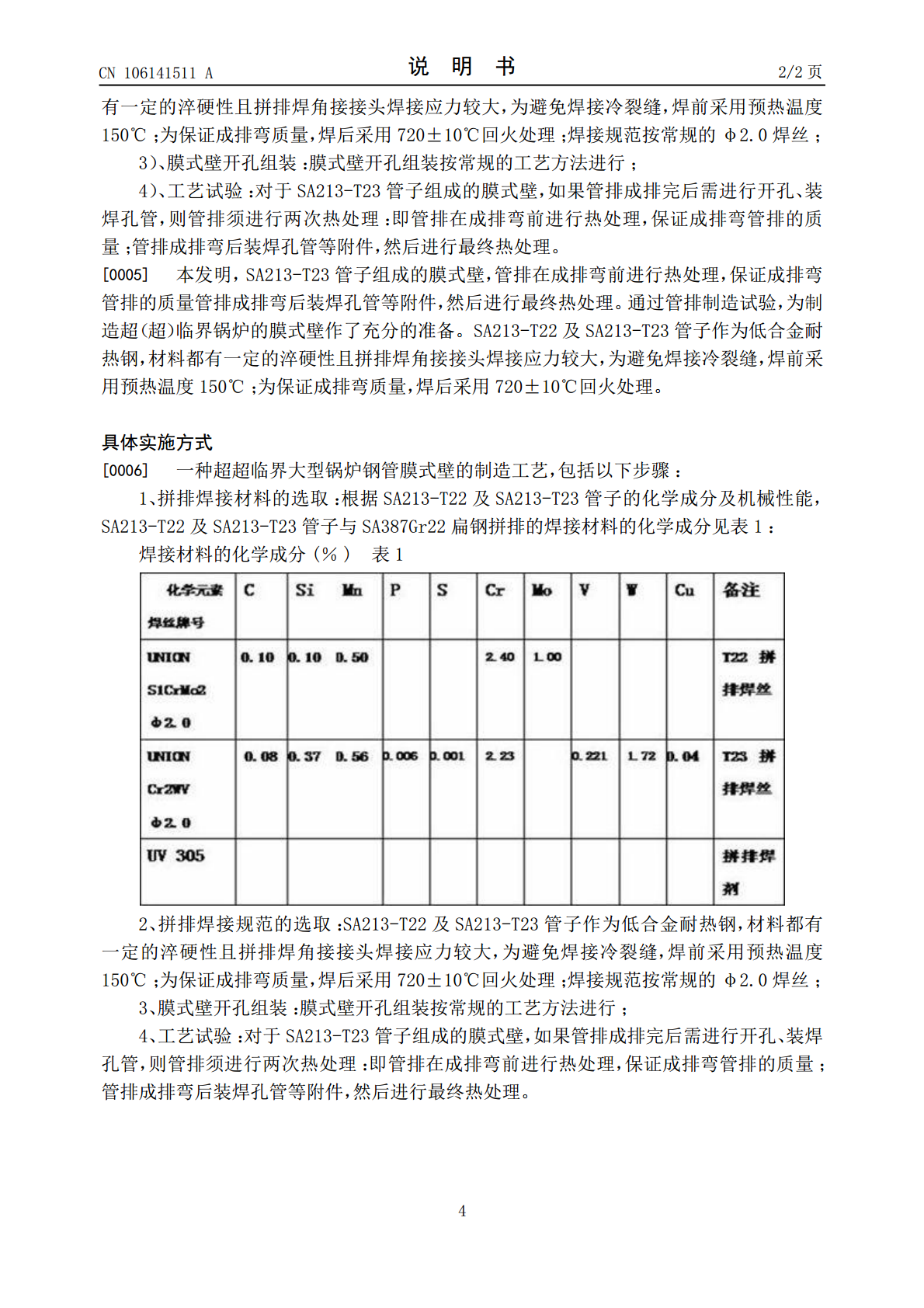
一种超超临界大型锅炉钢管膜式壁的制造工艺,包括以下步骤:1)、拼排焊接材料的选取:2)、拼排焊接规范的选取;3)、膜式壁开孔组装;4)、工艺试验。本发明,管排在成排弯前进行热处理,保证成排弯管排的质量管排成排弯后装焊孔管等附件,然后进行最终热处理。通过管排制造试验,为制造超(超)临界锅炉的膜式壁作了充分的准备。SA213-T22及SA213-T23管子作为低合金耐热钢,材料都有一定的淬硬性且拼排焊角接接头焊接应力较大,为避免焊接冷裂缝,焊前采用预热温度150℃;为保证成排弯质量,焊后采用720±10℃回火
高效超超临界锅炉T23材料膜式壁制造方法.pdf
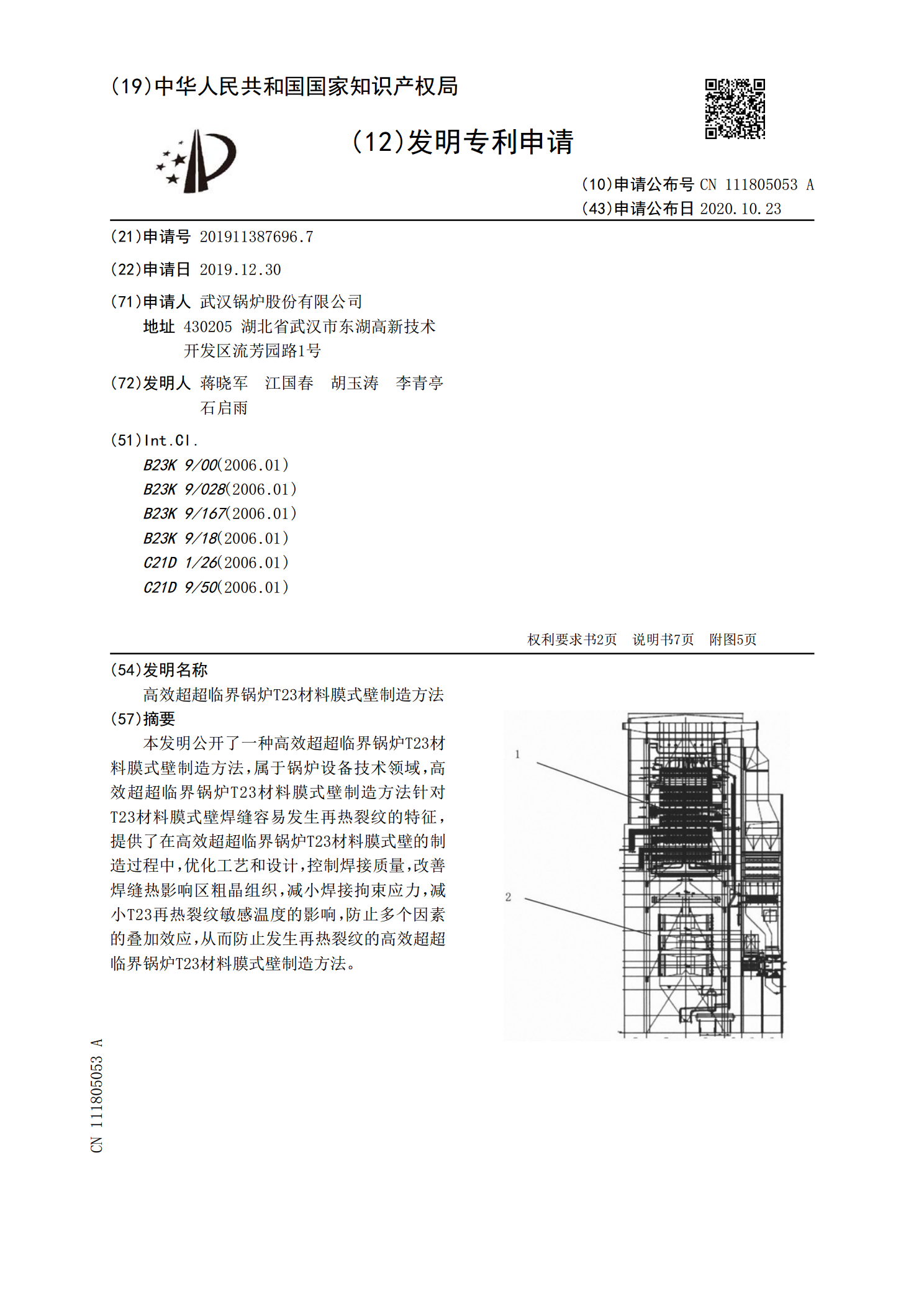
本发明公开了一种高效超超临界锅炉T23材料膜式壁制造方法,属于锅炉设备技术领域,高效超超临界锅炉T23材料膜式壁制造方法针对T23材料膜式壁焊缝容易发生再热裂纹的特征,提供了在高效超超临界锅炉T23材料膜式壁的制造过程中,优化工艺和设计,控制焊接质量,改善焊缝热影响区粗晶组织,减小焊接拘束应力,减小T23再热裂纹敏感温度的影响,防止多个因素的叠加效应,从而防止发生再热裂纹的高效超超临界锅炉T23材料膜式壁制造方法。

超超临界锅炉水冷壁散管管屏制造技术.docx
超超临界锅炉水冷壁散管管屏制造技术超超临界锅炉水冷壁散管管屏制造技术引言:随着能源消费的不断增长,世界对于高效、清洁能源的需求日益迫切。超超临界锅炉作为高效能源利用的前沿技术,受到了广泛的关注和研究。而其中的水冷壁散管管屏制造技术对于锅炉能效的提高至关重要。本文将围绕这一技术,进行详细分析和探讨。1.超超临界锅炉简介超超临界锅炉是指以超超临界参数(主蒸汽温度达到600℃以上,压力达到25-35MPa)运行的锅炉。相较于传统的超临界锅炉,超超临界锅炉具有更高的热效益、更低的碳排放和更小的体积。因此,其在节能
一种超超临界锅炉用无缝钢管及其制造方法.pdf
本发明涉及一种超超临界锅炉用无缝钢管及其制造方法。无缝钢管成分的质量百分比为:Cr?24.00~26.00、Ni?17.00~23.00、Si?0.05~0.75、Mn?0.15~2.00、P≤0.030、S≤0.030、C?0.04~0.10、N?0.15~0.35、RE0.01~5.00、M?0.20~0.60,其余为Fe及不可避免的杂质。制造方法的主要步骤是:先按照成分要求冶炼钢水并将钢水浇注成钢坯,接下来将钢坯热加工成实心管坯,然后将钢坯制成空心管坯,通过热挤压制成无缝钢管,经拉伸矫直、喷丸、切头
一种锅炉膜式水冷壁划片安装工艺.pdf
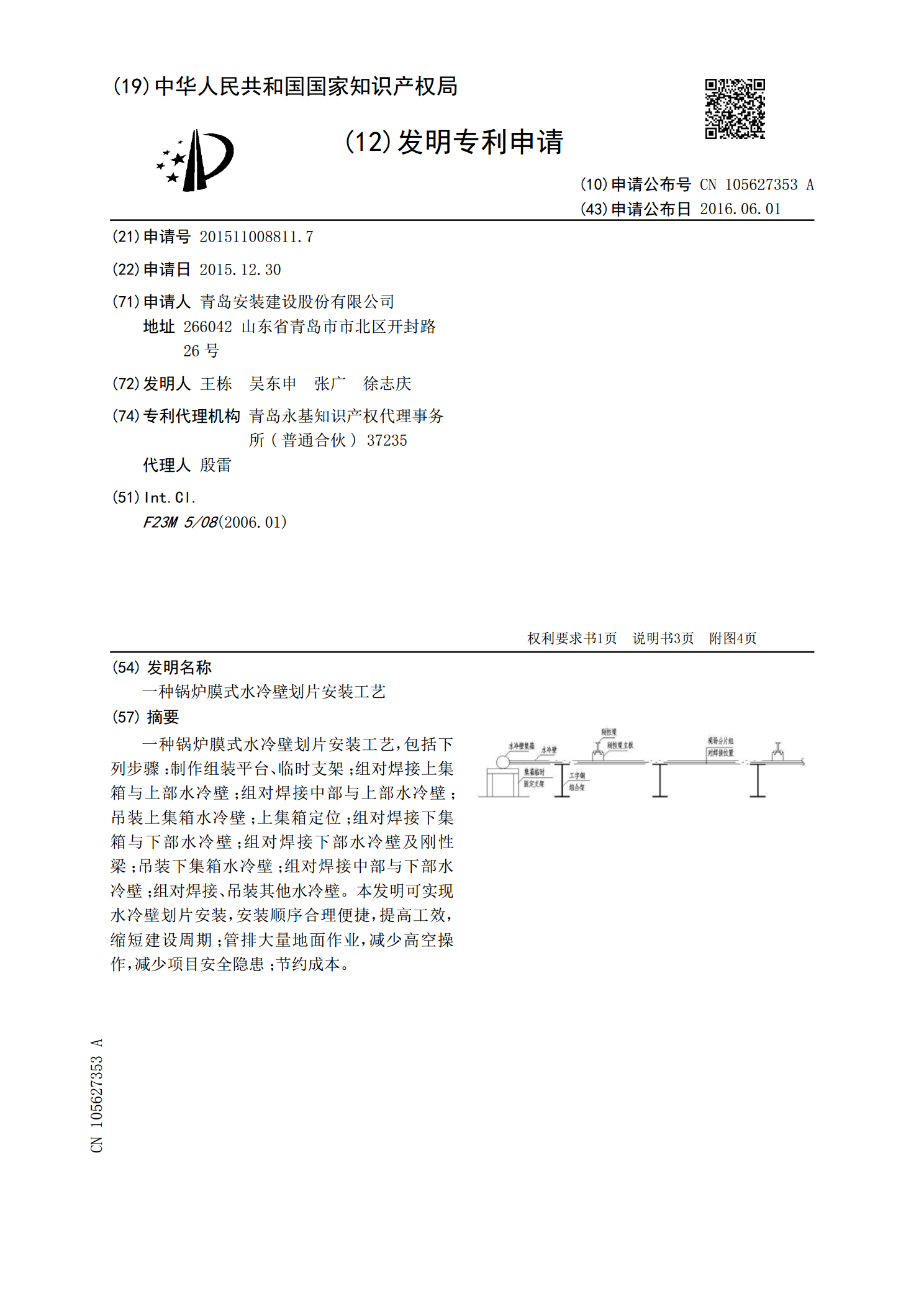
一种锅炉膜式水冷壁划片安装工艺,包括下列步骤:制作组装平台、临时支架;组对焊接上集箱与上部水冷壁;组对焊接中部与上部水冷壁;吊装上集箱水冷壁;上集箱定位;组对焊接下集箱与下部水冷壁;组对焊接下部水冷壁及刚性梁;吊装下集箱水冷壁;组对焊接中部与下部水冷壁;组对焊接、吊装其他水冷壁。本发明可实现水冷壁划片安装,安装顺序合理便捷,提高工效,缩短建设周期;管排大量地面作业,减少高空操作,减少项目安全隐患;节约成本。