
正火轧制的低屈强比桥梁用结构钢及其生产方法.pdf

斌斌****公主

1/8
2/8
3/8

4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
正火轧制的低屈强比桥梁用结构钢及其生产方法.pdf
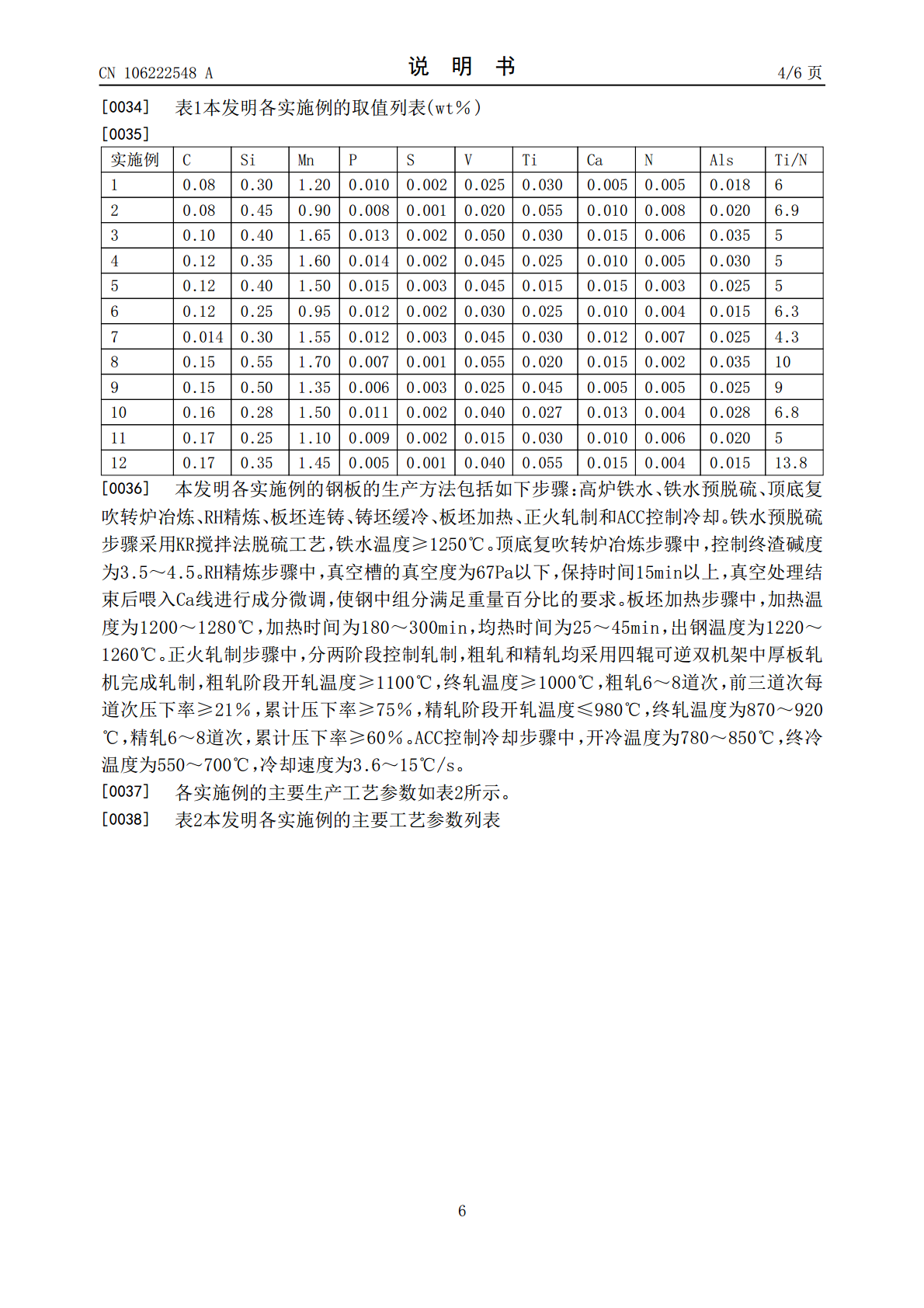
本发明公开了一种正火轧制的低屈强比桥梁用结构钢,其化学成分重量百分比为:C:0.08~0.17%,Si≤0.55%,Mn:0.90~1.70%,P≤0.015%,S≤0.003%,V:0.015~0.055%,Ti:0.015~0.055%,Ca:0.005~0.015%,N≤0.008%,Als≥0.015%,其余为Fe和不可避免杂质,且Ti/N≥3.4。生产步骤包括高炉铁水、铁水预脱硫、顶底复吹转炉冶炼、RH精炼、板坯连铸、铸坯缓冷、板坯加热、正火轧制和ACC控制冷却。本发明成本低廉,工艺简单,产品综

低屈强比特厚钢板的控制轧制和正火工艺研究.docx
低屈强比特厚钢板的控制轧制和正火工艺研究低屈强比特厚钢板的控制轧制和正火工艺研究随着现代工业技术的不断发展,钢铁行业在我国的经济建设中占有非常重要的地位。特别是在基础建设和重工业领域,钢铁材料作为基础材料,其重要性被进一步凸显出来。而钢板则是钢铁材料种类之一,其特性门类繁多,其中低屈强比特厚钢板,因其优异的抗压强度和特厚特性而受到了广泛的关注和应用。其控制轧制和正火工艺研究,对于确保钢板产品质量和提高钢铁行业的科技含量都起到了至关重要的作用。下文将从低屈强比特厚钢板的控制轧制和正火工艺角度入手,对其进行详
一种回火型低屈强比桥梁钢的生产方法.pdf
一种回火型低屈强比桥梁钢的生产方法,工艺路线为铁水预处理→转炉→精炼→连铸→加热→轧制→冷却→回火,钢的化学成分含量为C=0.07%~0.09%、Si=0.20%~0.30%、Mn=1.52%~1.60%、P≤0.015%、S≤0.003%、Alt=0.020%~0.045%、Nb=0.01%~0.030%、Ti=0.012%~0.020%、Cr=0.16%~0.20%、Mo=0.08%~0.12%、Cu=0.16%~0.20%,Pcm≤0.22%,余量为Fe和不可避免的杂质。本发明方法生产的钢具有低成本

中文正火轧制焊接用细晶粒结构钢交货技术条件.doc
结构钢热轧产品第3部分:正火/正火轧制焊接用细晶粒结构钢交货技术条件EN10025-3:2023BSEN10025-3:2023与BSEN10025-1:2023及BSEN10025-4:2023一起取BSEN10113-1:1993;BSEN10025-3:2023与BSEN10025-1:2023一起取代BSEN10113-2:1993。该标准其它部分的标题是:第1部分:总交货技术条件第2部分:焊接用热轧细晶粒结构钢–第2部分:正火/正火轧制钢材交货条件第4部分:热机械轧制焊接用细晶粒结构钢交货技术条
一种低屈强比的高层建筑结构用钢板及其正火工艺.pdf
一种低屈强比的高层建筑结构用钢板及其正火工艺,属于冶金技术领域,涉及热处理工艺技术,其特征在于板坯的(重量百分比)化学成分为:C0.10%-0.18%,Si?0.25%-0.45%,Mn?1.3%-1.6%,P≤0.015%,S≤0.008%,Nb+V+Ti0.05%-0.24%,Ni?0.1%-0.4%,余量为Fe和不可避免的杂质。其正火工艺为:加热温度为860-920℃,板坯到温入炉,保温时间10-100分钟,然后出炉空冷。由此工艺生产的产品具有优良的力学性能,抗拉强度550-570MPa,屈服强度达