
一种利用炉卷机组层流分段冷却控制中厚板相变的方法.pdf

Ja****44


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种利用炉卷机组层流分段冷却控制中厚板相变的方法.pdf
本发明涉及中厚钢板生产技术领域,具体涉及一种利用炉卷机组层流分段冷却控制中厚板相变的方法,该方法包括如下步骤,步骤一:第一段层流水冷:将高强度钢板从Ar3温度以上进行第一段层流冷却,层流冷却速度为15℃/s‑40℃/s,根据不同的性能要求,控制不同的辊道速度,开启层流集管0.5‑2组,冷却后的温度范围为600℃‑740℃;步骤二:层流辊道上空冷:控制辊道速度为60‑90m/min,并关闭层流集管2‑4组,使钢板在炉卷轧机的层流辊道上进行空冷,空冷时间为6s‑12s;步骤三:第二段层流水冷:进行第二段层流冷

安钢炉卷机组层流冷却系统的改造.docx
安钢炉卷机组层流冷却系统的改造Title:ImprovingtheLayerCoolingSystemofAngang'sFurnaceRollerCoilingUnitAbstract:ThispaperfocusesontheimprovementofthelayercoolingsysteminAngang'sfurnacerollercoilingunit.Thelayercoolingsystemisacrucialcomponentoftheoverallcoilingprocess,asit

中厚板层流冷却过程控制方法的应用研究.docx
中厚板层流冷却过程控制方法的应用研究中厚板层流冷却过程控制方法的应用研究随着工业技术的不断发展,中厚板的需求量逐渐增加。然而,在中厚板的制造过程中,由于大量的热量积累,会导致中厚板的变形、质量降低以及生产效率下降等问题。因此,中厚板层流冷却技术在制造过程中起到了关键作用。本文将探讨中厚板层流冷却过程控制方法的应用研究,分析其对中厚板生产的影响和优势。一、中厚板层流冷却过程控制方法简介在中厚板的生产过程中,层流冷却技术可以有效地降低板材表面的温度,从而避免中厚板变形、质量降低以及生产效率下降等问题。层流冷却
层流分段冷却工艺中第二段冷却精度的控制方法.pdf
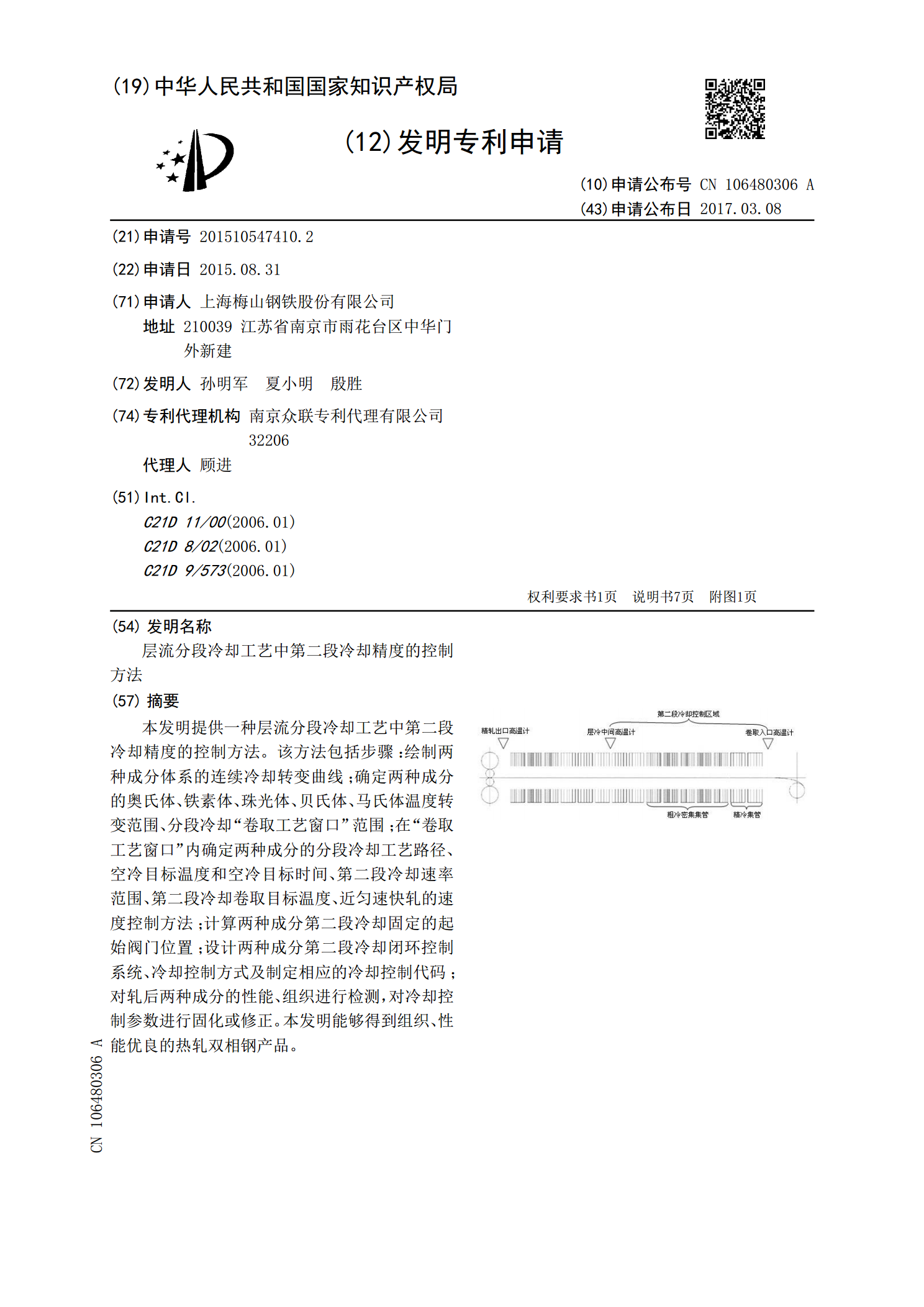
本发明提供一种层流分段冷却工艺中第二段冷却精度的控制方法。该方法包括步骤:绘制两种成分体系的连续冷却转变曲线;确定两种成分的奥氏体、铁素体、珠光体、贝氏体、马氏体温度转变范围、分段冷却“卷取工艺窗口”范围;在“卷取工艺窗口”内确定两种成分的分段冷却工艺路径、空冷目标温度和空冷目标时间、第二段冷却速率范围、第二段冷却卷取目标温度、近匀速快轧的速度控制方法;计算两种成分第二段冷却固定的起始阀门位置;设计两种成分第二段冷却闭环控制系统、冷却控制方式及制定相应的冷却控制代码;对轧后两种成分的性能、组织进行检测,对

中厚板层流冷却控制系统分析.docx
中厚板层流冷却控制系统分析中厚板层流冷却控制系统分析摘要:中厚板层流冷却控制系统是一种常用于工业生产中的冷却方式。本论文主要介绍中厚板层流冷却控制系统的原理、结构、工作过程和应用,并对其进行分析。通过分析系统的优点和不足之处,提出了一些改进措施,使系统更加高效可靠。最后,对中厚板层流冷却控制系统的未来发展进行了展望。关键词:中厚板、层流冷却、控制系统、分析1.引言中厚板是一种常用于工业生产中的重要材料,其生产过程中需要进行冷却以保证产品质量和设备的安全。层流冷却是一种流体在过程中保持层流状态,使冷却效果更