
一种复合钢管的制造系统及其制造方法.pdf

是你****晨呀

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种复合钢管的制造系统及其制造方法.pdf
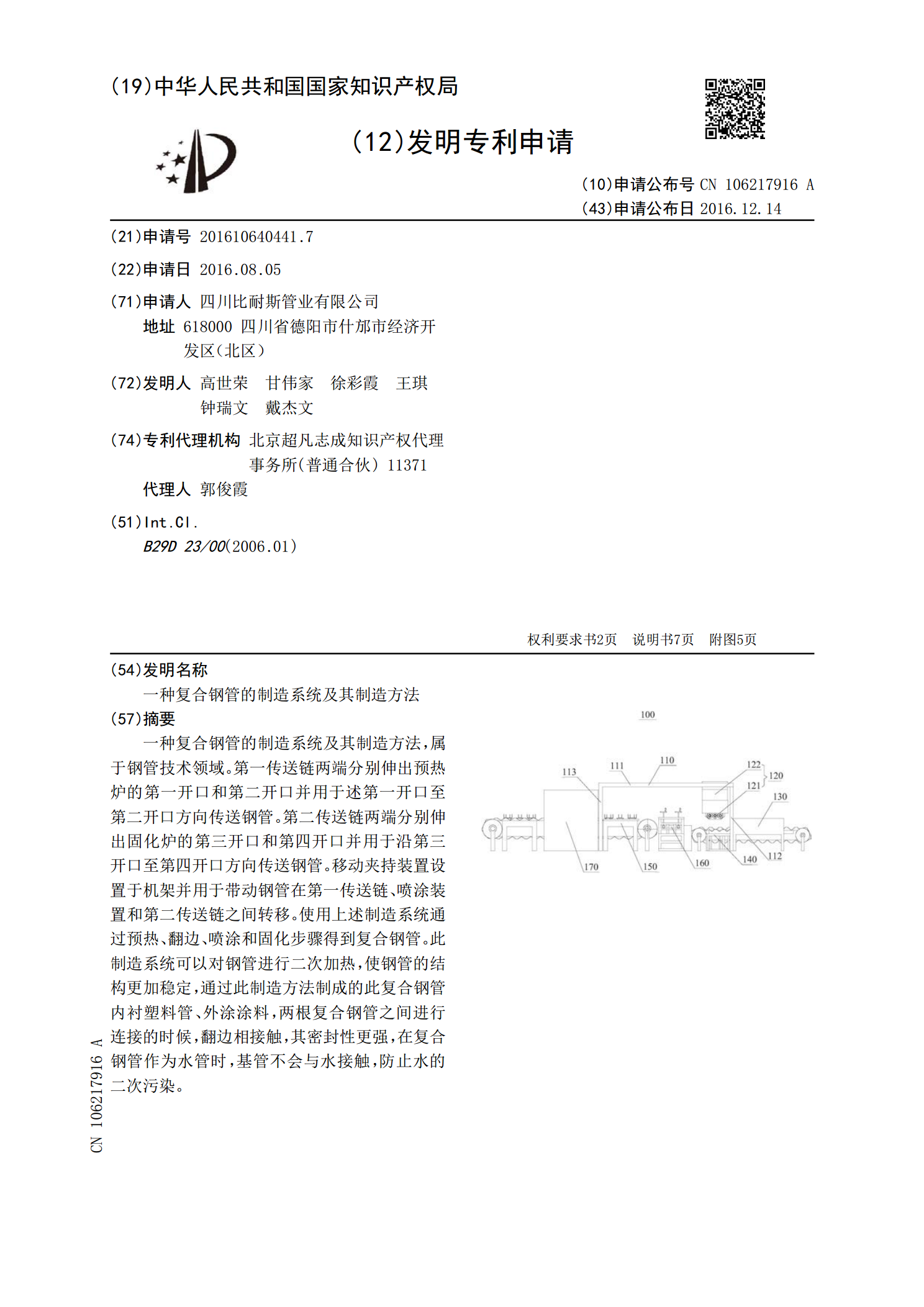
一种复合钢管的制造系统及其制造方法,属于钢管技术领域。第一传送链两端分别伸出预热炉的第一开口和第二开口并用于述第一开口至第二开口方向传送钢管。第二传送链两端分别伸出固化炉的第三开口和第四开口并用于沿第三开口至第四开口方向传送钢管。移动夹持装置设置于机架并用于带动钢管在第一传送链、喷涂装置和第二传送链之间转移。使用上述制造系统通过预热、翻边、喷涂和固化步骤得到复合钢管。此制造系统可以对钢管进行二次加热,使钢管的结构更加稳定,通过此制造方法制成的此复合钢管内衬塑料管、外涂涂料,两根复合钢管之间进行连接的时候,

一种复合片材的制造装置、系统及其制造方法.pdf
本发明公开了一种复合片材的制造装置、系统及其制造方法,所述复合片材由形成有多个凸部的立体片材与不具有所述凸部的平坦片材层叠复合而构成;装置包括:一对相互平行配置的赋形用凸辊和凹辊、超声波焊接机构以及负压成型单元;在凸辊、凹辊的辊周面上分别具备在面对位置相互啮合的凹凸形状,使织物经过凹凸辊之间从而形成所述立体片材;超声波焊接机构设置在凹辊下游侧,用于将平坦片材与所述立体片材相复合,形成所述的复合片材;负压成型单元设置在所述凹辊上,所述负压成型单元的吸气范围被设定为在凹辊周向至少从凹凸辊赋形至超声波复合区域之
用于钢管轧机的复合辊套及其制造方法.pdf
用于钢管轧机的复合辊套及其制造方法,属于轧钢技术领域。分别在中频感应电炉内熔炼复合辊套的外层材料和内层材料,外层材料的化学组成及其质量分数为2.19‑2.35%C,0.82‑0.97%B,0.31‑0.38%Al,8.87‑9.16%Cr,3.57‑3.76%Mn,0.52‑0.58%Te,0.15‑0.23%Ce,0.08‑0.13%Ti,0.05‑0.11%N,0.13‑0.17%Ca,0.54‑0.70%Si,

一种复合石材制造设备及其制造方法.pdf
本发明公开了复合石材技术领域一种复合石材制造设备及其制造方法,第一升降装置带动模框升降,第二升降装置带动底模板升降,直线电机带动箱体直线移动,多组输送泵安装在箱体外侧壁,箱体内部滑动连接有靠近或远离模框的多组橡胶刮片和一组压块,同一时刻其中一组凸轮带动对应的橡胶刮片或压块靠近模框,底板顶部设置有进料箱,进料箱内部通过X型叉架连接有料盘,伸缩装置输出端的推板通过进料口将进料箱内腔的原料从出料口推向模框,本发明有利于控制复合石材的喷涂厚度,准确的控制复合石材中各个材质的厚度。
一种混凝土的制造系统及其制造方法.pdf
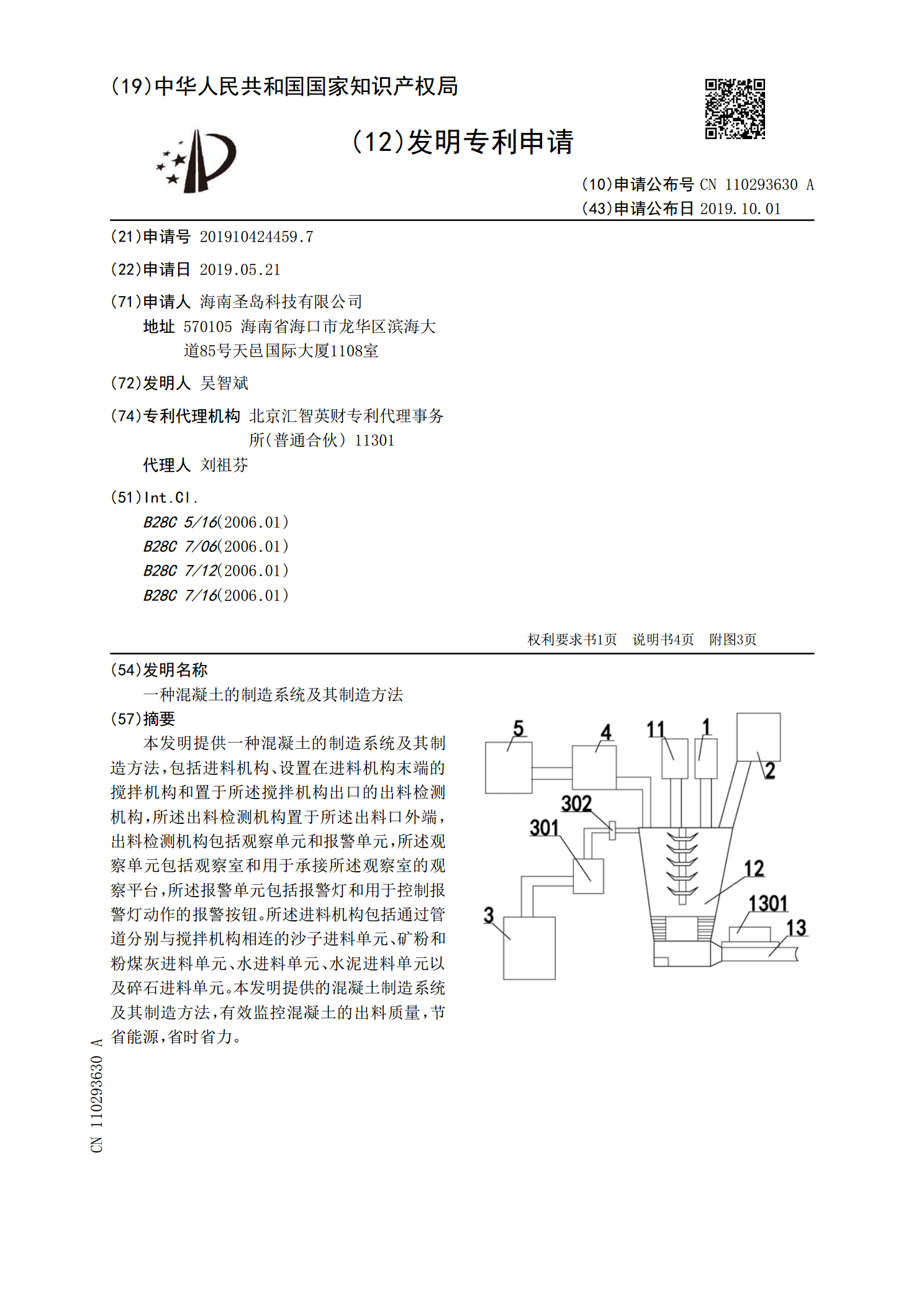
本发明提供一种混凝土的制造系统及其制造方法,包括进料机构、设置在进料机构末端的搅拌机构和置于所述搅拌机构出口的出料检测机构,所述出料检测机构置于所述出料口外端,出料检测机构包括观察单元和报警单元,所述观察单元包括观察室和用于承接所述观察室的观察平台,所述报警单元包括报警灯和用于控制报警灯动作的报警按钮。所述进料机构包括通过管道分别与搅拌机构相连的沙子进料单元、矿粉和粉煤灰进料单元、水进料单元、水泥进料单元以及碎石进料单元。本发明提供的混凝土制造系统及其制造方法,有效监控混凝土的出料质量,节省能源,省时省力