
一种镁合金铸件的修复方法.pdf

羽沫****魔王


1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种镁合金铸件的修复方法.pdf
本发明公开了一种镁合金铸件的修复方法,属于铝合金铸件修复技术领域,该方法包括热水冲洗、酸洗、冷水冲洗、碱洗、热水冲洗、干燥、热等静压、冷却出炉和表面修复等步骤。本发明针对有内部冶金缺陷的镁合金铸件采用热等静压处理,通过缺陷处材料的蠕变和扩散,使疏松、缩孔和气孔等内部冶金缺陷消失,改善铸件内部的冶金质量,从而使铸件的拉伸性能、持久性能和疲劳性能得到了显著的提高。确保铸件合格交付,降低工厂的生产成本,提高生产效率。
一种铸件孔修复装置及铸件孔修复方法.pdf
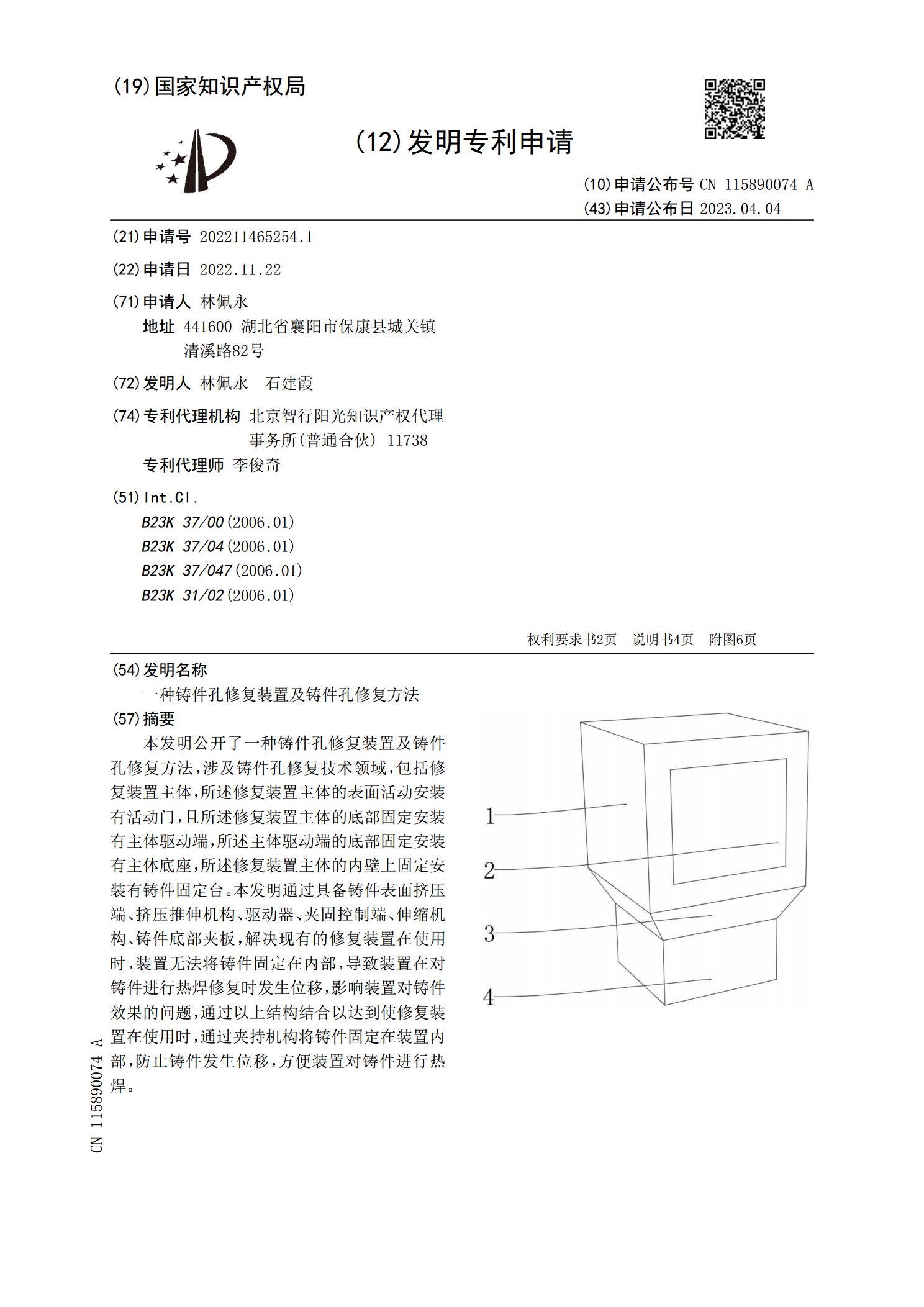
本发明公开了一种铸件孔修复装置及铸件孔修复方法,涉及铸件孔修复技术领域,包括修复装置主体,所述修复装置主体的表面活动安装有活动门,且所述修复装置主体的底部固定安装有主体驱动端,所述主体驱动端的底部固定安装有主体底座,所述修复装置主体的内壁上固定安装有铸件固定台。本发明通过具备铸件表面挤压端、挤压推伸机构、驱动器、夹固控制端、伸缩机构、铸件底部夹板,解决现有的修复装置在使用时,装置无法将铸件固定在内部,导致装置在对铸件进行热焊修复时发生位移,影响装置对铸件效果的问题,通过以上结构结合以达到使修复装置在使用时

镁合金铸件的生产方法、加工系统和镁合金铸件.pdf
本发明涉及合金压铸技术领域,具体公开一种镁合金铸件的生产方法、加工系统和镁合金铸件,所述生产方法包括:配制镁合金,所述镁合金的组成成分包括Mg、质量占比不大于9.2%的Al和质量占比不大于0.0007%的Be;将镁合金熔炼成镁合金液,保温待浇;在630℃~730℃之间合模浇注,依次完成升液、充型、增压、保压、留模和卸压;开模取出镁合金锭;将镁合金锭放入250℃~280℃的压铸模具进行压铸,得到镁合金铸件。本发明提供的镁合金铸件的生产方法、加工系统和镁合金铸件,能减少镁合金铸件的压铸热裂纹缺陷,提高铸件的力

一种Mg-Gd-Y-Zr系耐热镁合金铸件的缺陷修复方法.pdf
本发明涉及一种Mg‑Gd‑Y‑Zr系耐热镁合金铸件的缺陷修复方法,包括以下步骤:(1)制备焊丝,焊丝成分与母材镁合金成分相同,焊接之前清理干净表面氧化皮;(2)检测镁合金铸件缺陷位置,并做好标记;(3)清除缺陷后进行坡口制备,清除表面存在的氧化膜;(4)将步骤(3)处理后的镁合金铸件放置于热处理炉中预热;(5)采用双波氩弧焊补焊上述坡口,交流和直流轮换的时间设置在0.1~5秒,交流部分采用正弦波形,频率设置在30~300Hz,超级脉冲电流大小在120~180A;(6)检测补焊位置进行补焊内部质量评定;(7

一种镁合金压铸件表面处理方法.pdf
本发明提供了一种镁合金压铸件表面处理方法,包括以下步骤:a、提供镁合金压铸件;b、脱脂处理;c、第一次表面调整;d、第一次中和处理;e、第二次表面调整;f、第二次中和处理;g、化学成膜处理;h、封闭处理;i、对该镁合金压铸件进行烘干。本发明对镁合金压铸件进行了两次表面调整处理、两次中和处理以及封闭处理,表面调整溶液中含有有机混合调整剂,使镁合金压铸件表面的氧化物、离型剂、污垢、冷加工镁屑及其他残留物彻底去除,并在镁合金压铸件表面设置有化学沉积转化膜,并且弥补了化学沉积转化膜的缺眼,提高了镁合金压铸件防腐蚀