
一种提升板坯长度方向温度均匀性的加热炉控制方法.pdf

是雁****找我

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提升板坯长度方向温度均匀性的加热炉控制方法.pdf
本发明一种提升板坯长度方向温度均匀性的加热炉控制方法,包括加热负荷分配、加热制度制定和加热炉温度梯度设定,预热段负荷10±5%,加热一段40±5%,加热二段30±5%,剩余负荷分至均热段;T为出钢目标温度,预热段温度=(T‑50)±40℃,加热时间≥60min;加热一段温度=T±30℃,加热时间≥40min;加热二段温度=(T+30)±20℃,加热时间≥35min;均热段温度=T±10℃,加热时间≥30min;预热段升温梯度100±30℃/h;加热一段升温梯度200±30℃/h;加热二段升温梯度500±5

一种车底式加热炉出炉板坯全长温度均匀性的控制方法.pdf
一种车底式加热炉出炉板坯全长温度均匀性的控制方法,对粗轧机第一道次的钢坯的左右两侧分别沿钢坯长度方向设置采样点,并根据轧钢数据确定各采样点的钢坯出炉温度;按炉段划分对各采样点建立相应区段的划分,并对各区段建立以各采样点的钢坯出炉温度为数据源的数据融合;根据数据融合形成各区段的温度调整量,并据此温度调整量对各区段建立温度自适应修正;据此建立各区段的温度反馈调节,形成对板坯全长温度均匀性的控制。本发明的一种车底式加热炉出炉板坯全长温度均匀性的控制方法可清楚地表征出车底式炉出炉钢板的全长温度均匀程度、减少车底式
一种提升加热炉温度均匀性的控制方法.pdf
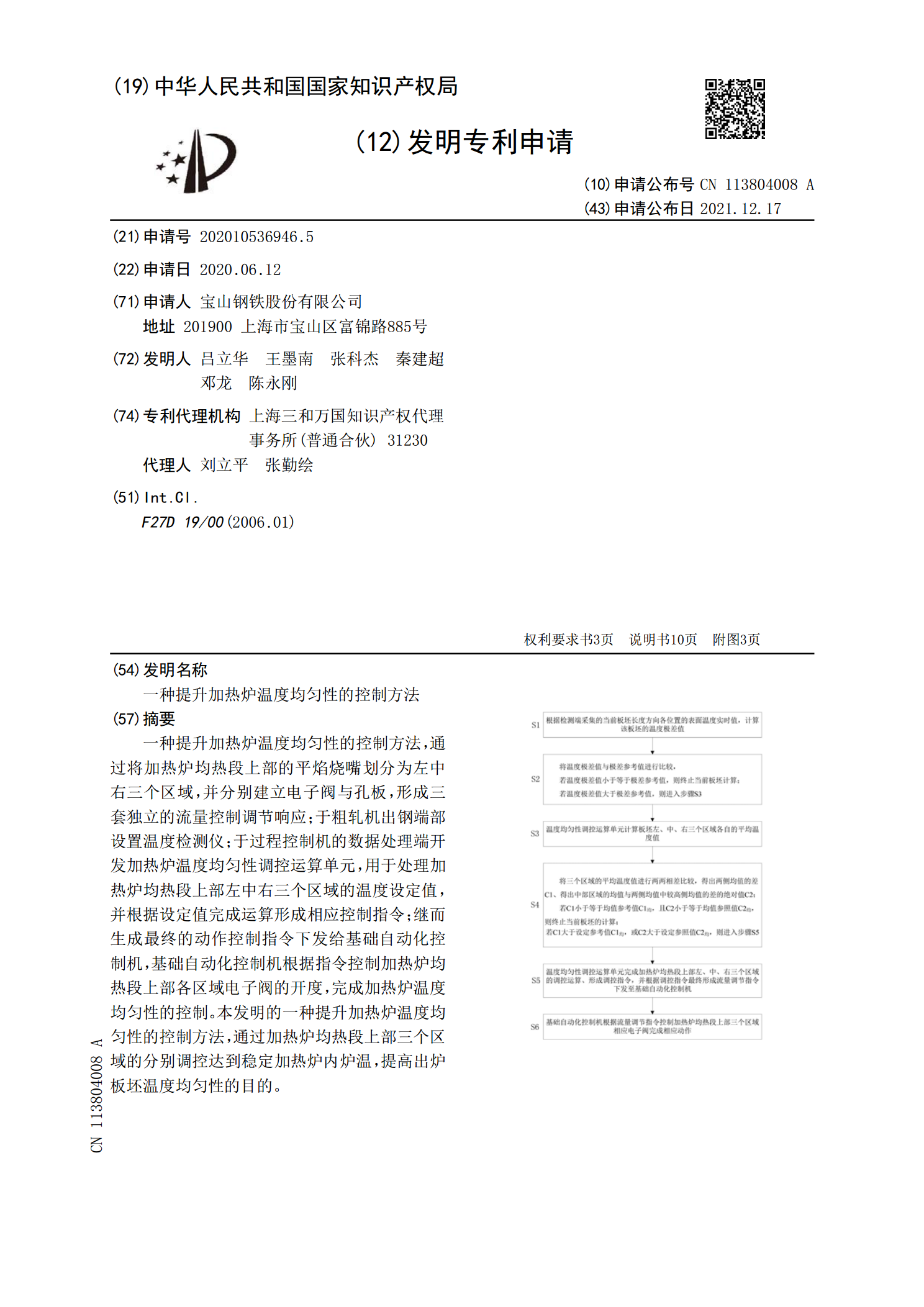
一种提升加热炉温度均匀性的控制方法,通过将加热炉均热段上部的平焰烧嘴划分为左中右三个区域,并分别建立电子阀与孔板,形成三套独立的流量控制调节响应;于粗轧机出钢端部设置温度检测仪;于过程控制机的数据处理端开发加热炉温度均匀性调控运算单元,用于处理加热炉均热段上部左中右三个区域的温度设定值,并根据设定值完成运算形成相应控制指令;继而生成最终的动作控制指令下发给基础自动化控制机,基础自动化控制机根据指令控制加热炉均热段上部各区域电子阀的开度,完成加热炉温度均匀性的控制。本发明的一种提升加热炉温度均匀性的控制方法

大型蓄热式加热炉提高出炉板坯温度均匀性研究.docx
大型蓄热式加热炉提高出炉板坯温度均匀性研究摘要蓄热式加热炉在钢铁生产中起着不可替代的作用,但是出炉板坯温度均匀性问题一直存在。为此,本文对大型蓄热式加热炉提高出炉板坯温度均匀性进行研究。结果表明,在使用特定的加热炉结构、保温材料、燃料种类等方面进行优化可以有效提高出炉板坯温度均匀性。关键词:蓄热式加热炉;出炉板坯;温度均匀性;优化AbstractThestorageheatingfurnaceplaysanirreplaceableroleintheproductionofsteel,buttheprob
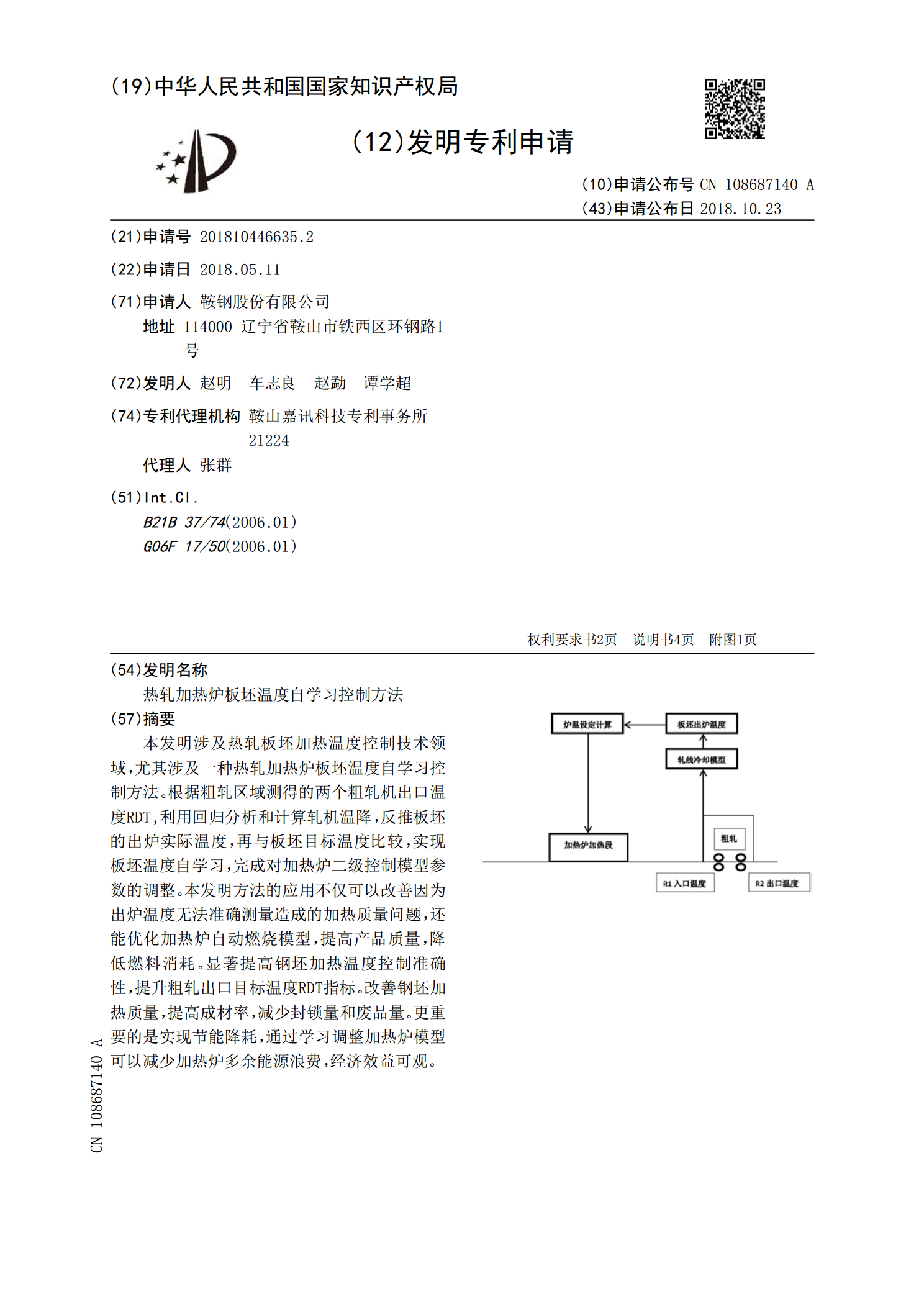
热轧加热炉板坯温度自学习控制方法.pdf
本发明涉及热轧板坯加热温度控制技术领域,尤其涉及一种热轧加热炉板坯温度自学习控制方法。根据粗轧区域测得的两个粗轧机出口温度RDT,利用回归分析和计算轧机温降,反推板坯的出炉实际温度,再与板坯目标温度比较,实现板坯温度自学习,完成对加热炉二级控制模型参数的调整。本发明方法的应用不仅可以改善因为出炉温度无法准确测量造成的加热质量问题,还能优化加热炉自动燃烧模型,提高产品质量,降低燃料消耗。显著提高钢坯加热温度控制准确性,提升粗轧出口目标温度RDT指标。改善钢坯加热质量,提高成材率,减少封锁量和废品量。更重要的