
一种无需热处理的高强铸造铝合金及其制备方法.pdf

邻家****66

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种无需热处理的高强铸造铝合金及其制备方法.pdf
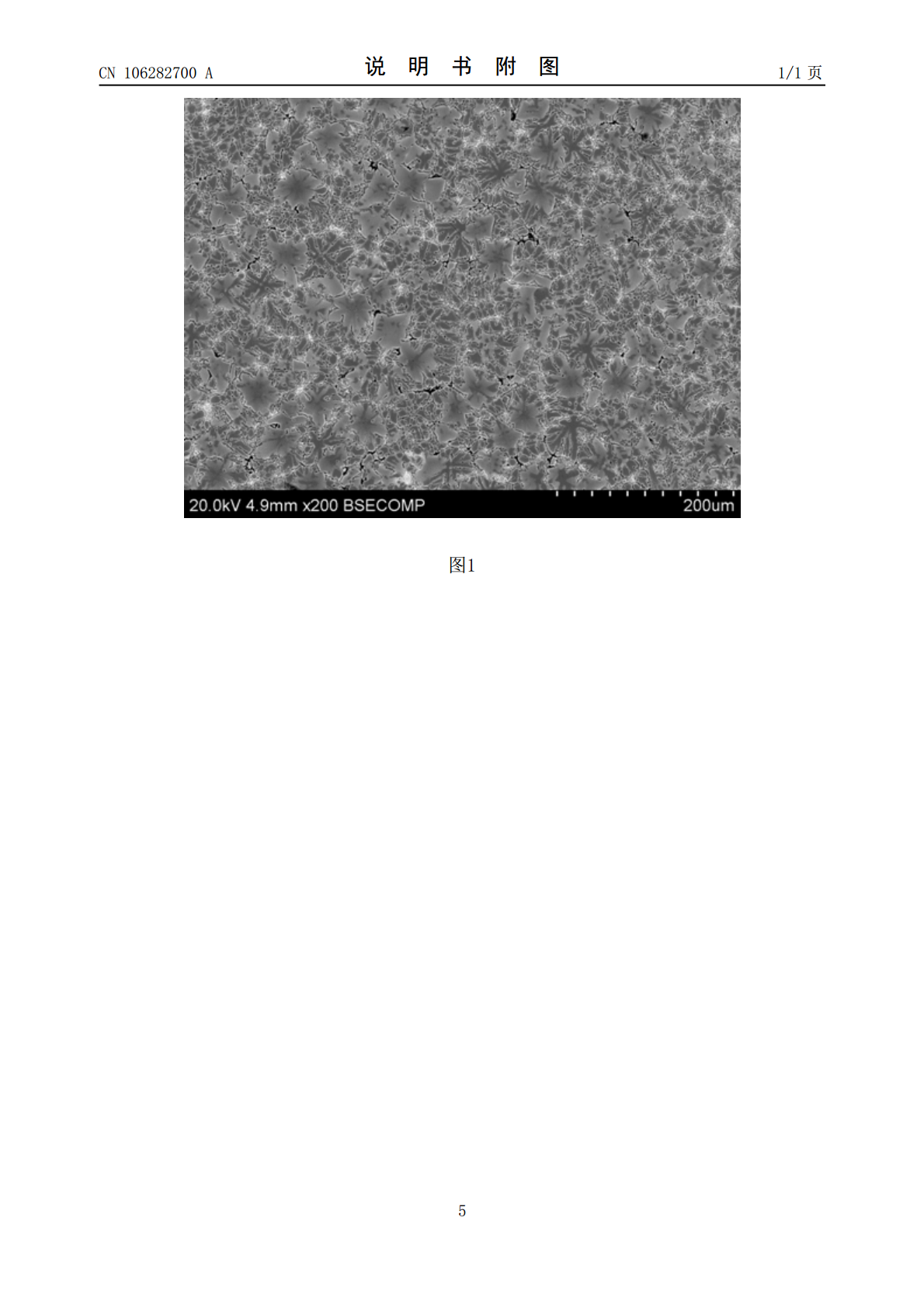
本发明公开一种无需热处理的高强铸造铝合金及其制备方法。将100g工业纯铝块和100gAl‑0.2Sc中间合金在电阻炉中进行熔炼,熔炼温度为750℃,坩埚为石墨坩埚,无需气氛保护及真空环境,待铝和铝‑钪中间合金完全融化后,将50‑200g工业纯锌丝沉入熔池,降低炉内温度至700‑730℃,保温20分钟后,进行浇注,铸型为石墨铸型,制备出锌重量比为30‑49.5%、Sc重量比为0.25‑0.5%的Al‑Zn‑Sc合金。本发明的铝合金硬度大幅提高,显微硬度高达120Hv,为A356铸造铝合金中α铝基体的2.5倍
一种高强铸造铝合金的制备方法.pdf
本发明属于铝合金铸造技术领域,尤其是一种高强铸造铝合金的制备方法,解决了现有技术中铝合金铸件组织致密性低,铸件易产生偏析及铸件强度、韧性和塑性综合性差的问题,所述制备方法,包括以下步骤:将Si、Mg、Zn、Cu、Mn、Ti、RE、Sn加入金属熔炼炉中,高温熔化得合金熔体A,并保温备用;将Al高温熔化后,加入精炼剂精炼,得纯铝液B;将合金熔体A加入到纯铝液B中,加入SiC和变质剂混合均匀,得合金液C;在高温下将合金液C完成浇铸得到铸件。本发明有效的提高了铸件的组织致密性,避免了铸件偏析问题,所得铝合金具有较

一种高强度高硬度铸造铝合金及其制备方法.pdf
本发明涉及铝合金制备技术,具体为一种高强度高硬度铸造铝合金及其制备方法,解决了现有铝合金材料存在易腐蚀变形影响使用寿命的问题。一种高强度高硬度铸造铝合金,是由如下质量百分比的原料组成:锌8.0‑15.0wt.%,硅4.0‑10.0wt.%,铜1.5‑4.5wt.%,铁0.5‑2.0wt.%,锰0.03‑0.5wt.%,镁0.03‑0.5wt.%,镍0.01‑0.1wt.%,钛0.01‑0.1wt.%,余量为铝及不可避免的杂质元素。本发明有效地杜绝了腐蚀变形现象的发生,延长了使用寿命缩短,
一种高强度高导热铸造铝合金及其制备方法.pdf
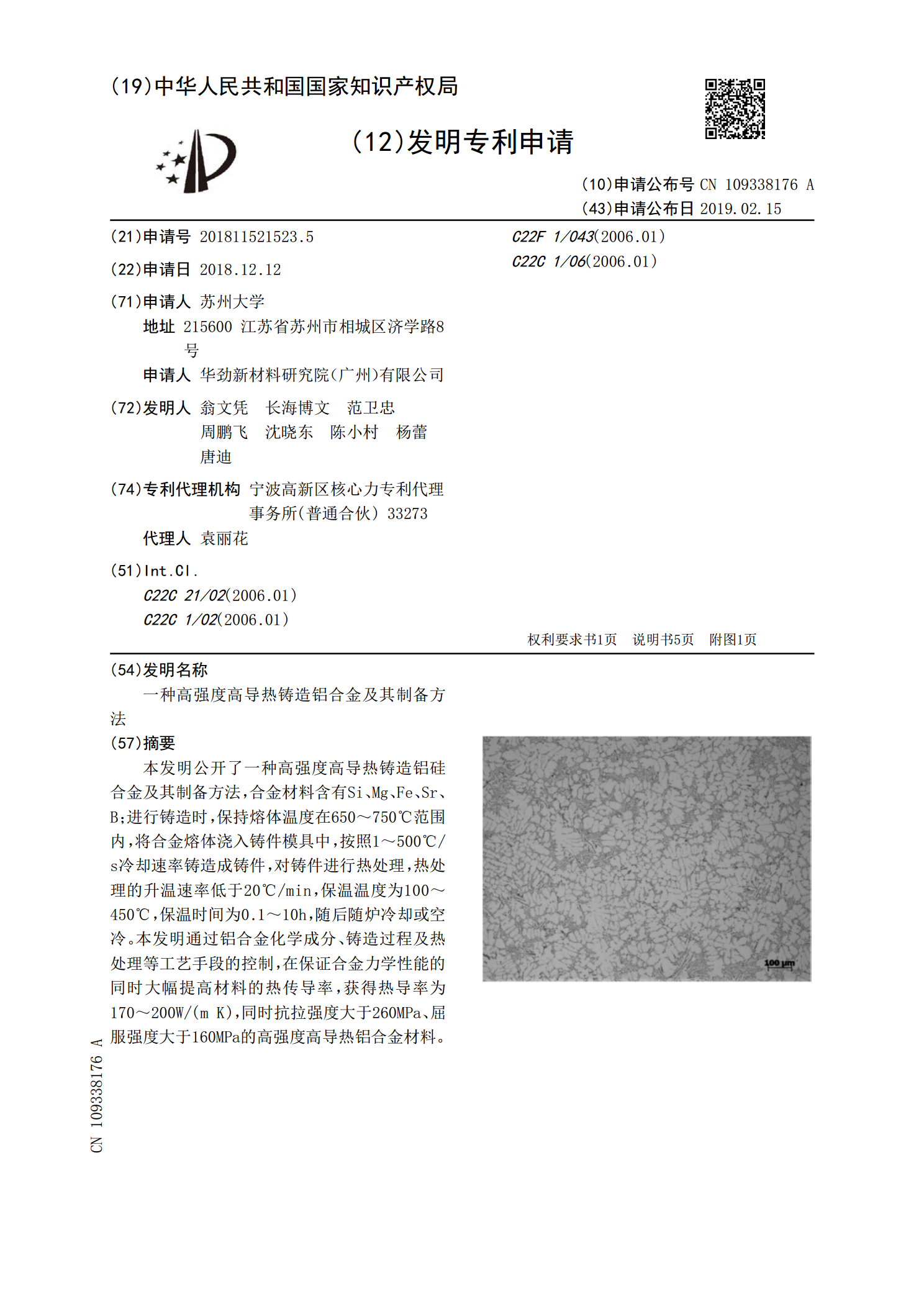
本发明公开了一种高强度高导热铸造铝硅合金及其制备方法,合金材料含有Si、Mg、Fe、Sr、B;进行铸造时,保持熔体温度在650~750℃范围内,将合金熔体浇入铸件模具中,按照1~500℃/s冷却速率铸造成铸件,对铸件进行热处理,热处理的升温速率低于20℃/min,保温温度为100~450℃,保温时间为0.1~10h,随后随炉冷却或空冷。本发明通过铝合金化学成分、铸造过程及热处理等工艺手段的控制,在保证合金力学性能的同时大幅提高材料的热传导率,获得热导率为170~200W/(mK),同时抗拉强度大于260

一种高强韧耐热铝合金材料及其制备方法和热处理方法.pdf
本发明属于铝合金材料技术领域,具体涉及一种高强韧耐热铝合金材料及其制备方法和热处理方法。其包括以下重量百分比的合金成分:钇1~7wt.%,铁0.1~0.5wt.%,镍0.2~0.6wt.%,锰0.2~1wt.%,杂质含量≤0.3wt.%,其余为铝。本发明突破耐热铝合金的常规设计思路,通过“异构晶粒+耐热共晶相+纳米析出相”多元多尺度强韧化微观组织模型构筑,制备的一种高强韧耐热铝合金材料的抗拉强度大于等于240MPa,延伸率大于等于15%,抗再结晶温度高达450℃。其技术指标在现有技术中具有领先性。