
一种连退线碳套辊磨损的速度补偿方法.pdf

书生****写意

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种连退线碳套辊磨损的速度补偿方法.pdf
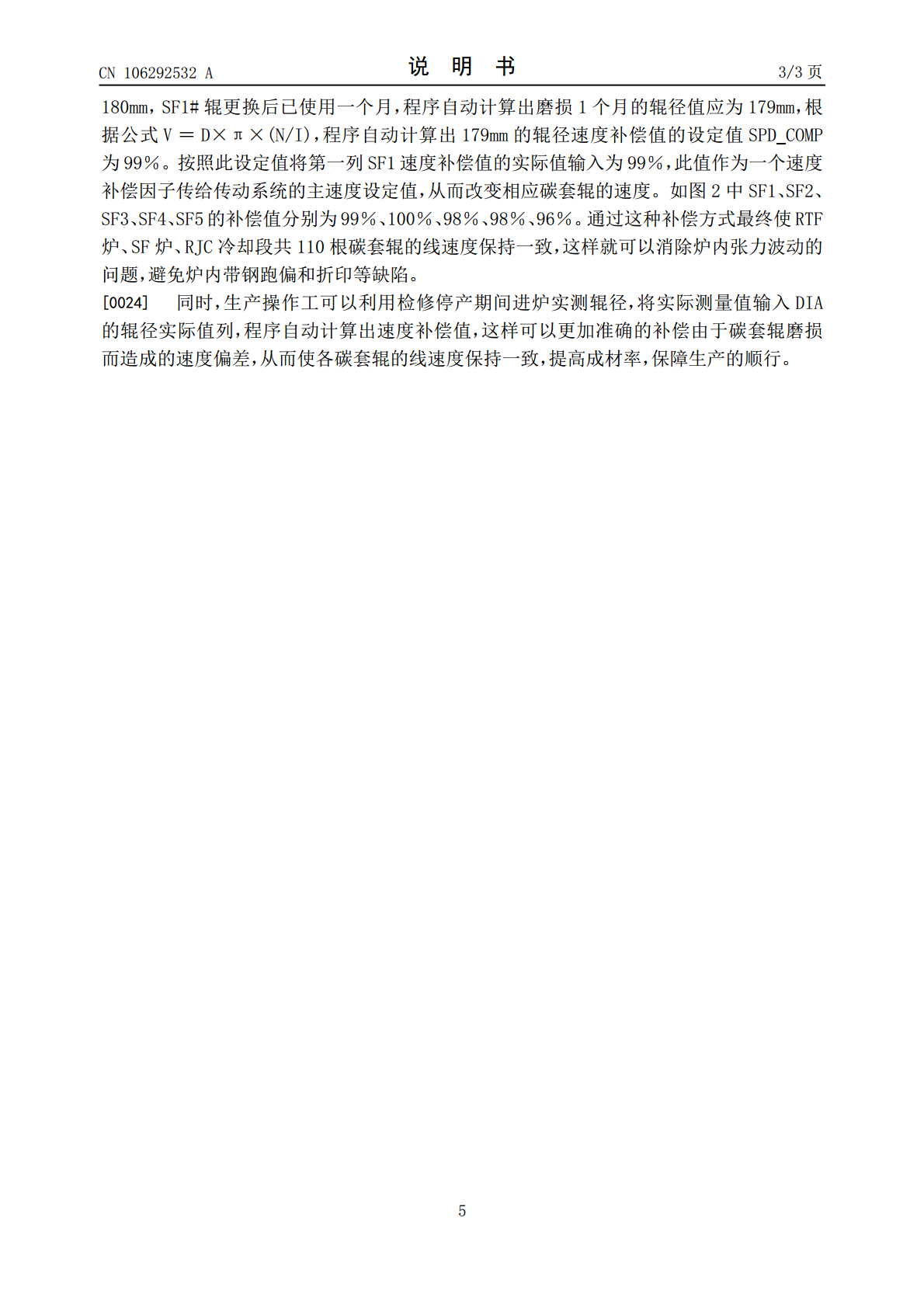
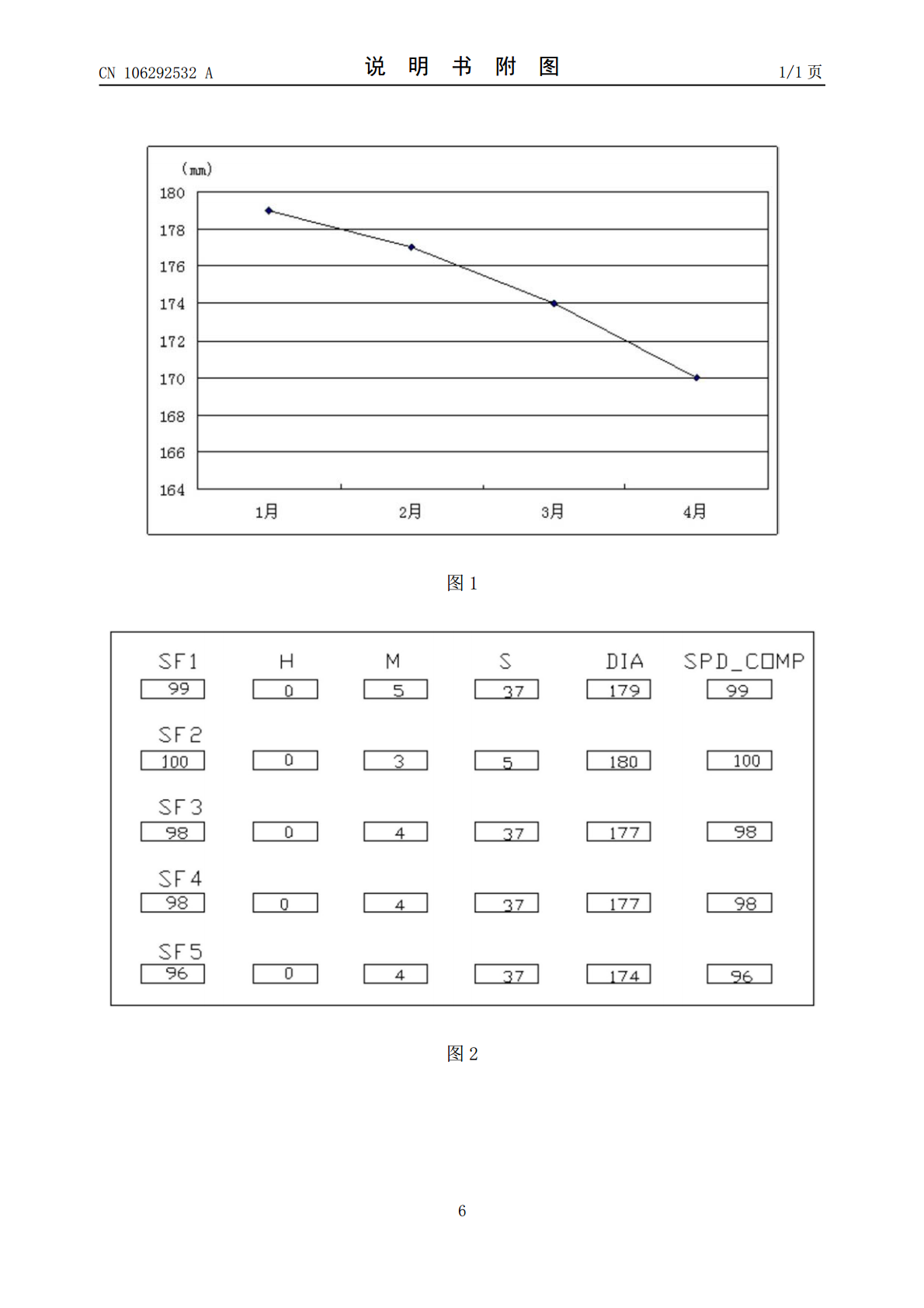
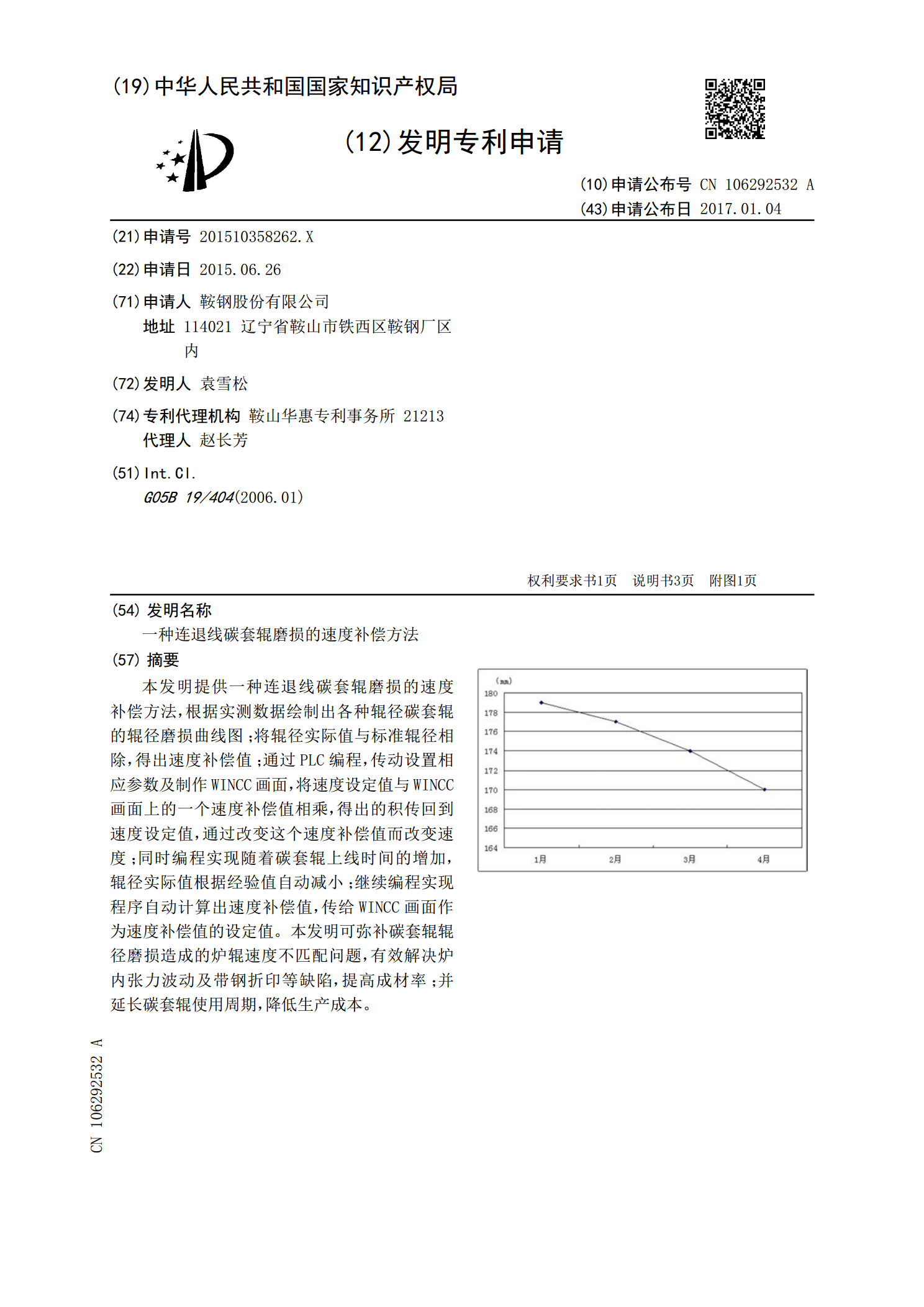
本发明提供一种连退线碳套辊磨损的速度补偿方法,根据实测数据绘制出各种辊径碳套辊的辊径磨损曲线图;将辊径实际值与标准辊径相除,得出速度补偿值;通过PLC编程,传动设置相应参数及制作WINCC画面,将速度设定值与WINCC画面上的一个速度补偿值相乘,得出的积传回到速度设定值,通过改变这个速度补偿值而改变速度;同时编程实现随着碳套辊上线时间的增加,辊径实际值根据经验值自动减小;继续编程实现程序自动计算出速度补偿值,传给WINCC画面作为速度补偿值的设定值。本发明可弥补碳套辊辊径磨损造成的炉辊速度不匹配问题,有效
一种降低碳套辊磨损的控制方法.pdf
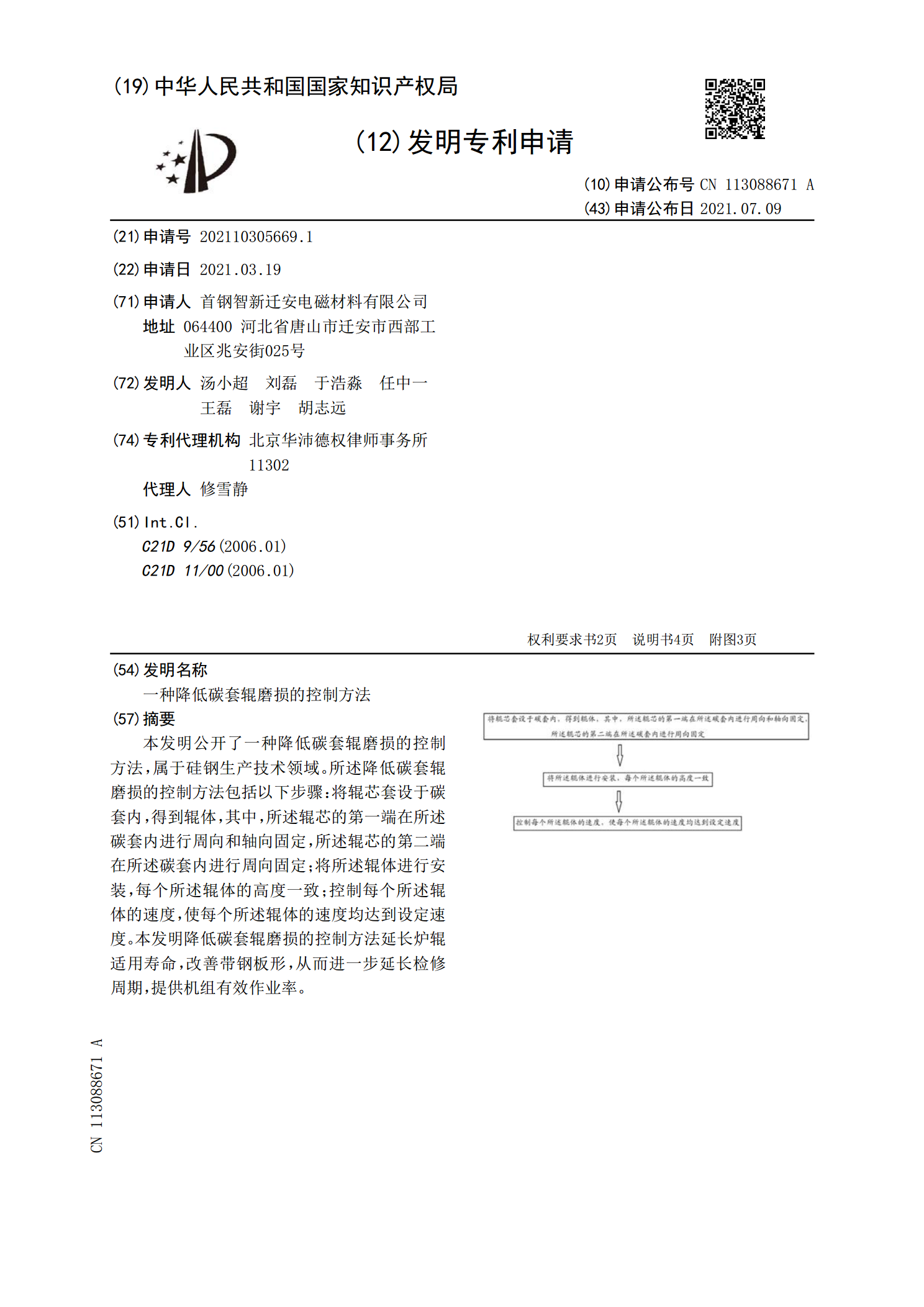
本发明公开了一种降低碳套辊磨损的控制方法,属于硅钢生产技术领域。所述降低碳套辊磨损的控制方法包括以下步骤:将辊芯套设于碳套内,得到辊体,其中,所述辊芯的第一端在所述碳套内进行周向和轴向固定,所述辊芯的第二端在所述碳套内进行周向固定;将所述辊体进行安装,每个所述辊体的高度一致;控制每个所述辊体的速度,使每个所述辊体的速度均达到设定速度。本发明降低碳套辊磨损的控制方法延长炉辊适用寿命,改善带钢板形,从而进一步延长检修周期,提供机组有效作业率。
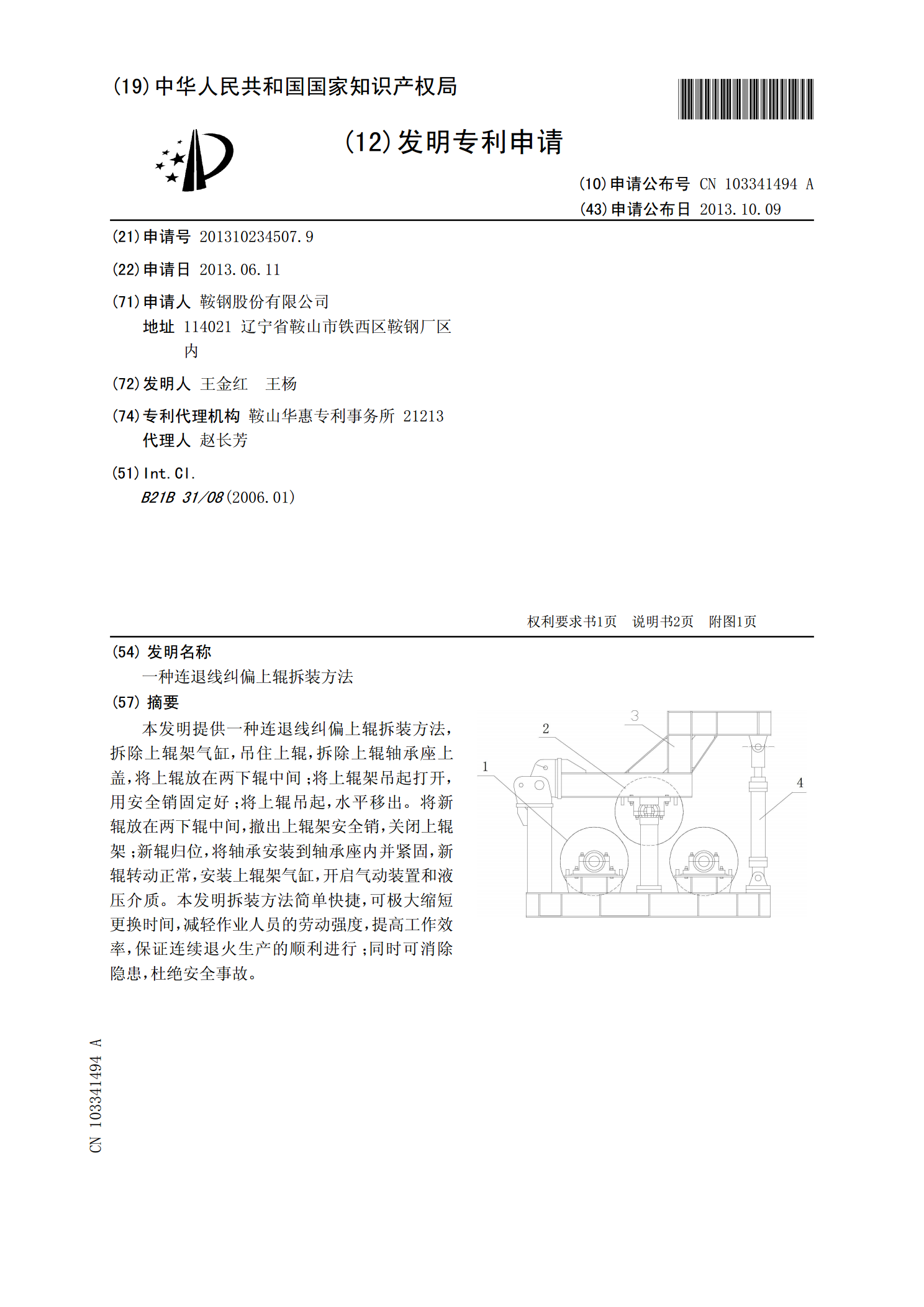
一种连退线纠偏上辊拆装方法.pdf
本发明提供一种连退线纠偏上辊拆装方法,拆除上辊架气缸,吊住上辊,拆除上辊轴承座上盖,将上辊放在两下辊中间;将上辊架吊起打开,用安全销固定好;将上辊吊起,水平移出。将新辊放在两下辊中间,撤出上辊架安全销,关闭上辊架;新辊归位,将轴承安装到轴承座内并紧固,新辊转动正常,安装上辊架气缸,开启气动装置和液压介质。本发明拆装方法简单快捷,可极大缩短更换时间,减轻作业人员的劳动强度,提高工作效率,保证连续退火生产的顺利进行;同时可消除隐患,杜绝安全事故。
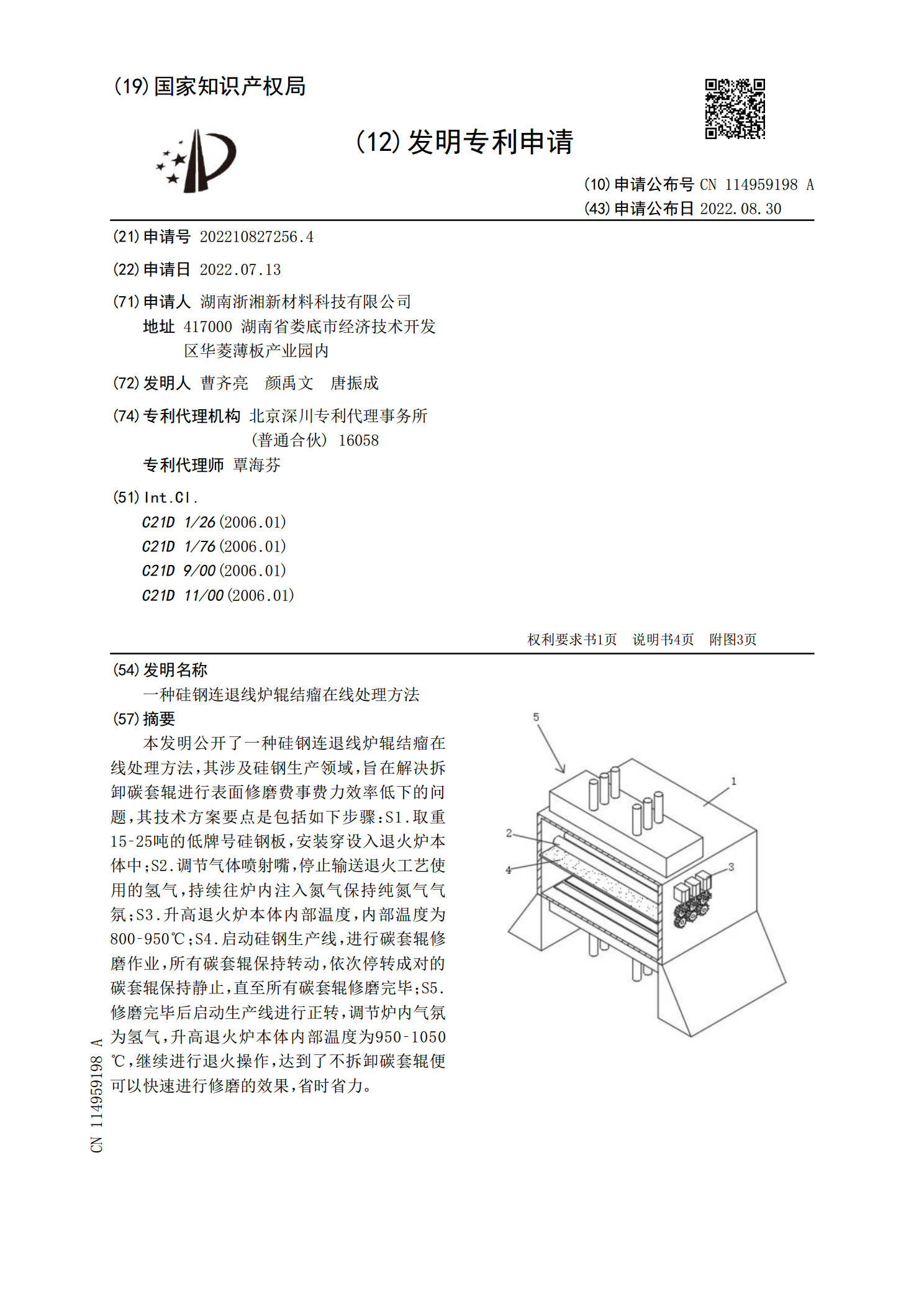
一种硅钢连退线炉辊结瘤在线处理方法.pdf
本发明公开了一种硅钢连退线炉辊结瘤在线处理方法,其涉及硅钢生产领域,旨在解决拆卸碳套辊进行表面修磨费事费力效率低下的问题,其技术方案要点是包括如下步骤:S1.取重15‑25吨的低牌号硅钢板,安装穿设入退火炉本体中;S2.调节气体喷射嘴,停止输送退火工艺使用的氢气,持续往炉内注入氮气保持纯氮气气氛;S3.升高退火炉本体内部温度,内部温度为800‑950℃;S4.启动硅钢生产线,进行碳套辊修磨作业,所有碳套辊保持转动,依次停转成对的碳套辊保持静止,直至所有碳套辊修磨完毕;S5.修磨完毕后启动生产线进行正转,调
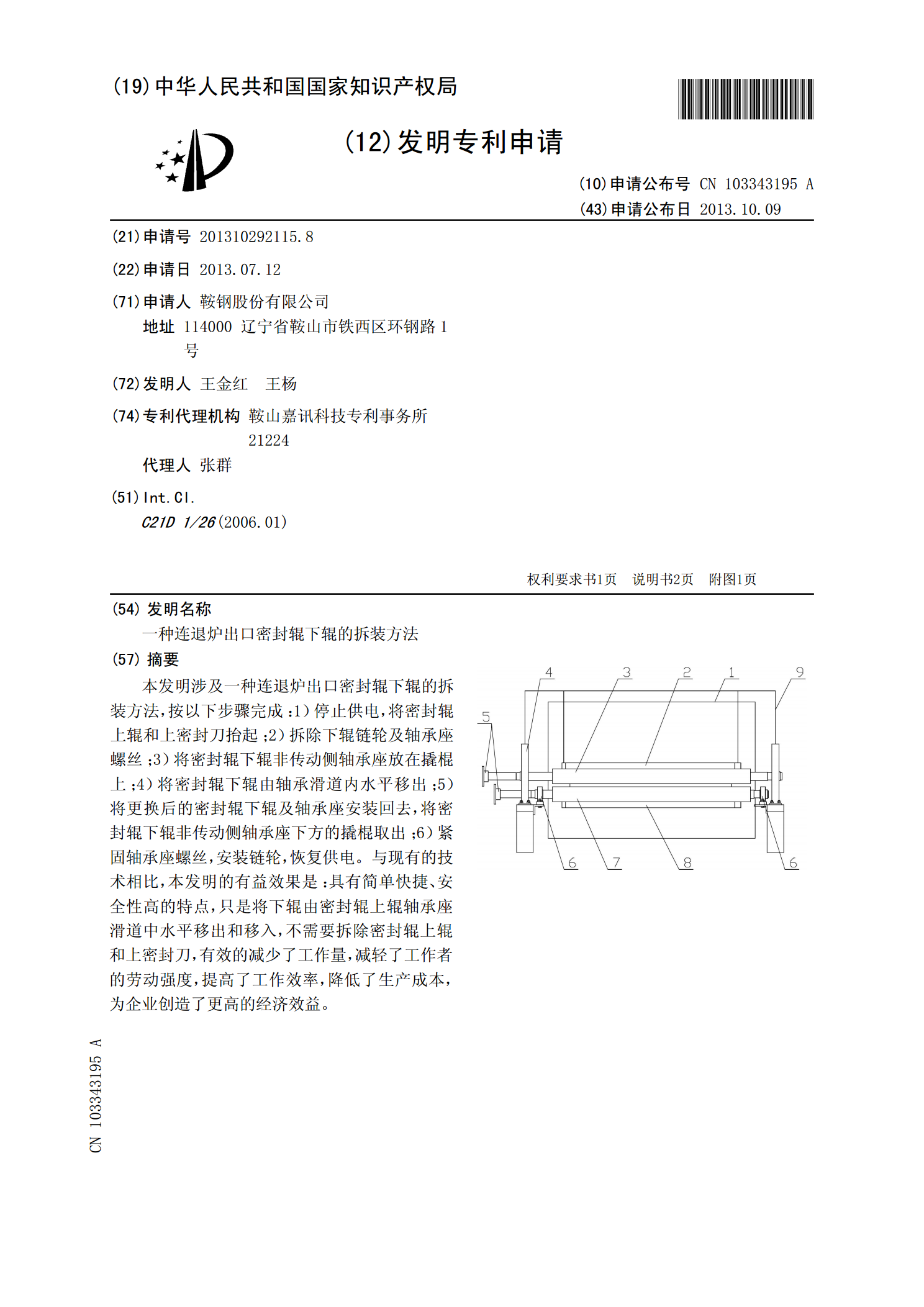
一种连退炉出口密封辊下辊的拆装方法.pdf
本发明涉及一种连退炉出口密封辊下辊的拆装方法,按以下步骤完成:1)停止供电,将密封辊上辊和上密封刀抬起;2)拆除下辊链轮及轴承座螺丝;3)将密封辊下辊非传动侧轴承座放在撬棍上;4)将密封辊下辊由轴承滑道内水平移出;5)将更换后的密封辊下辊及轴承座安装回去,将密封辊下辊非传动侧轴承座下方的撬棍取出;6)紧固轴承座螺丝,安装链轮,恢复供电。与现有的技术相比,本发明的有益效果是:具有简单快捷、安全性高的特点,只是将下辊由密封辊上辊轴承座滑道中水平移出和移入,不需要拆除密封辊上辊和上密封刀,有效的减少了工作量,减