
一种磨料群排布图案可控的钎焊磨轮的制备方法.pdf

是立****92

1/10

2/10
3/10

4/10

5/10
6/10
7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种磨料群排布图案可控的钎焊磨轮的制备方法.pdf
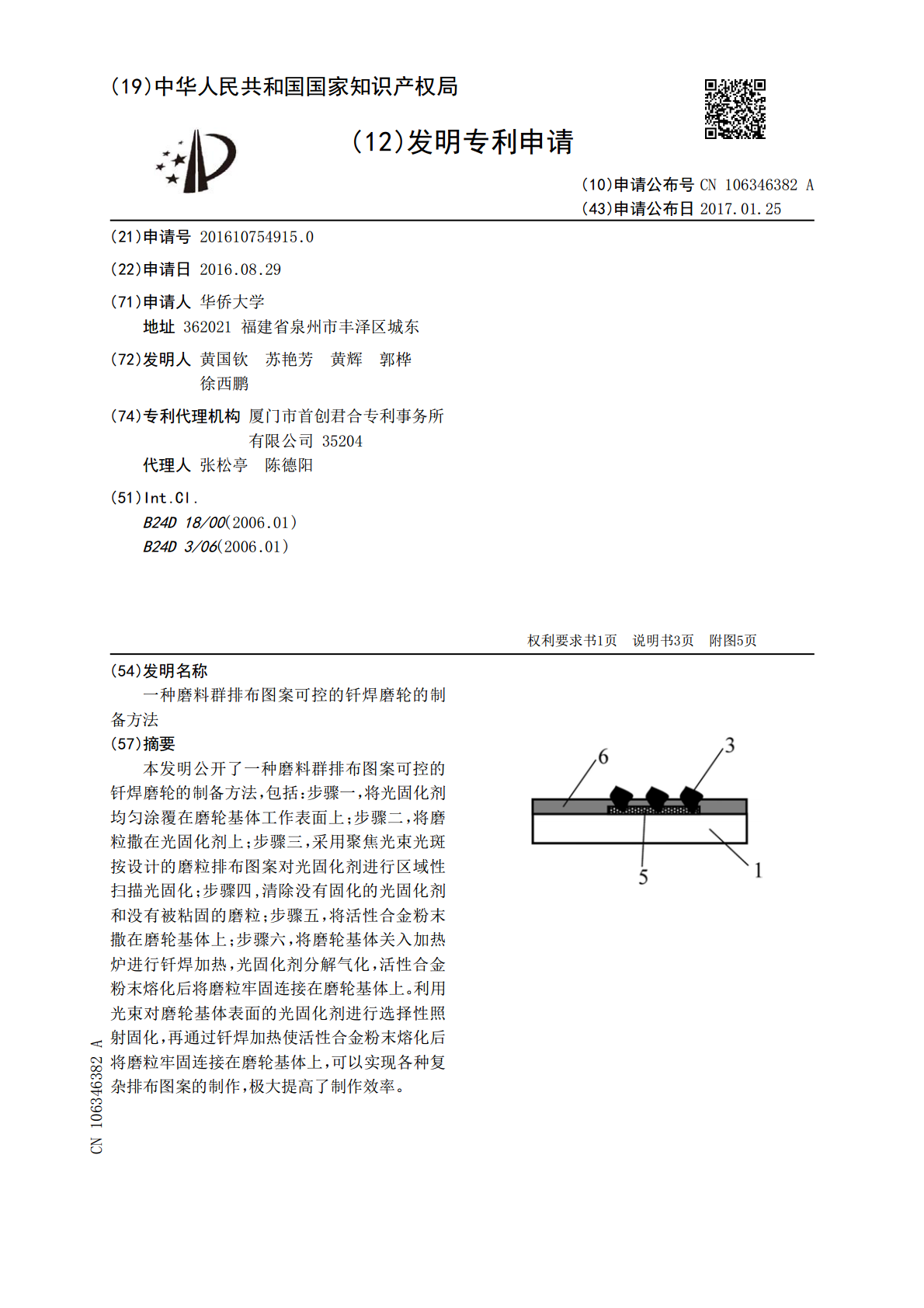
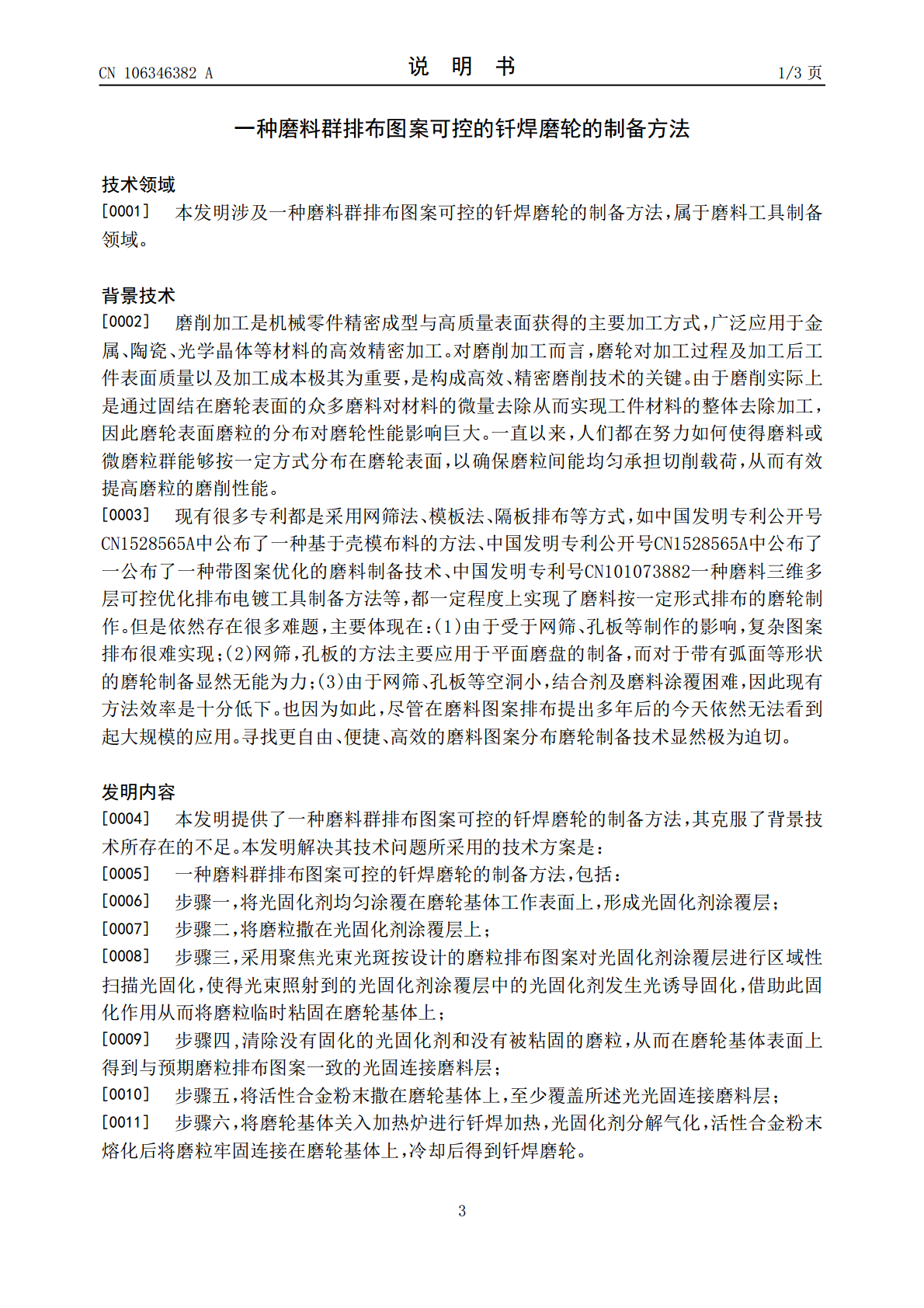
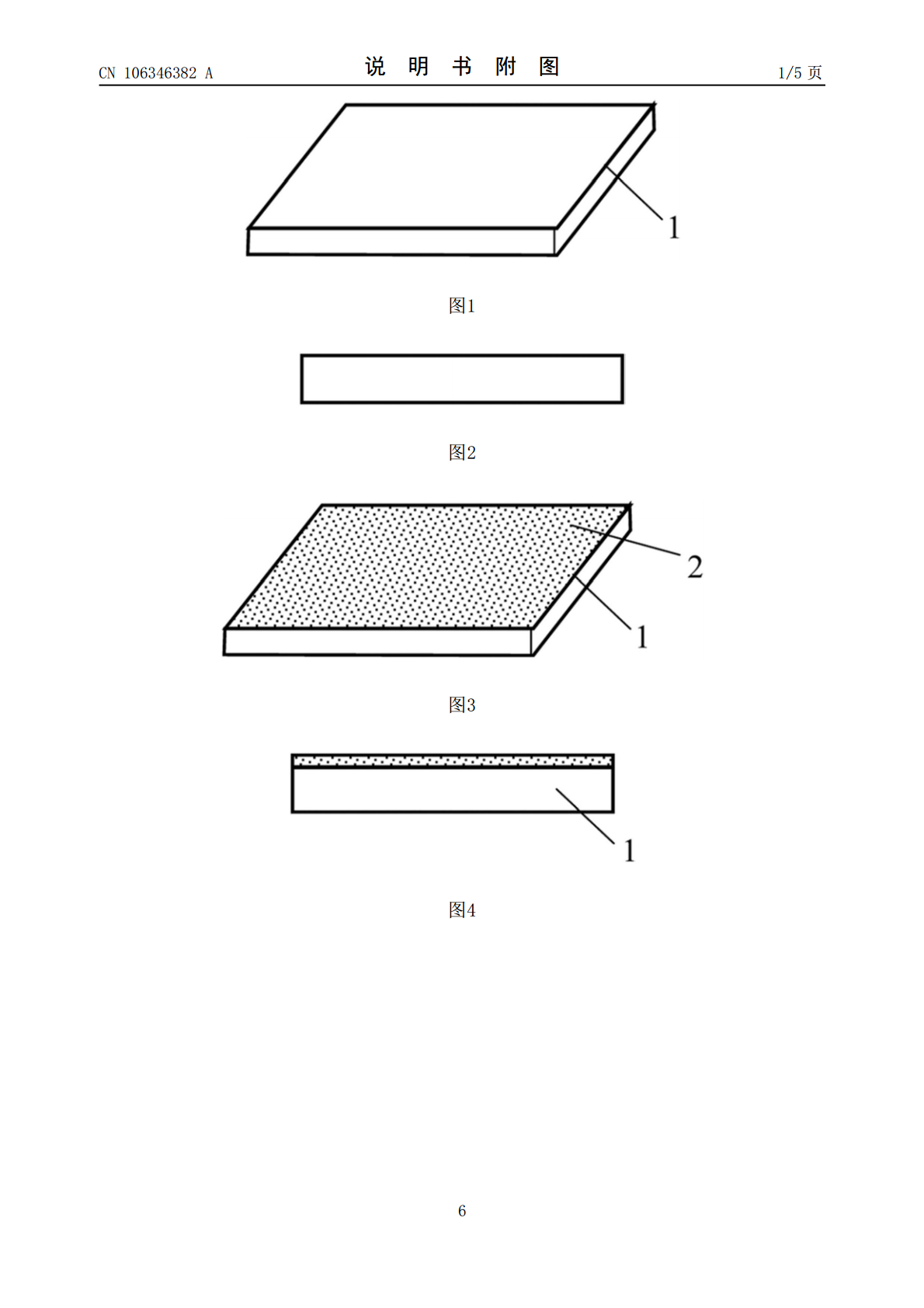
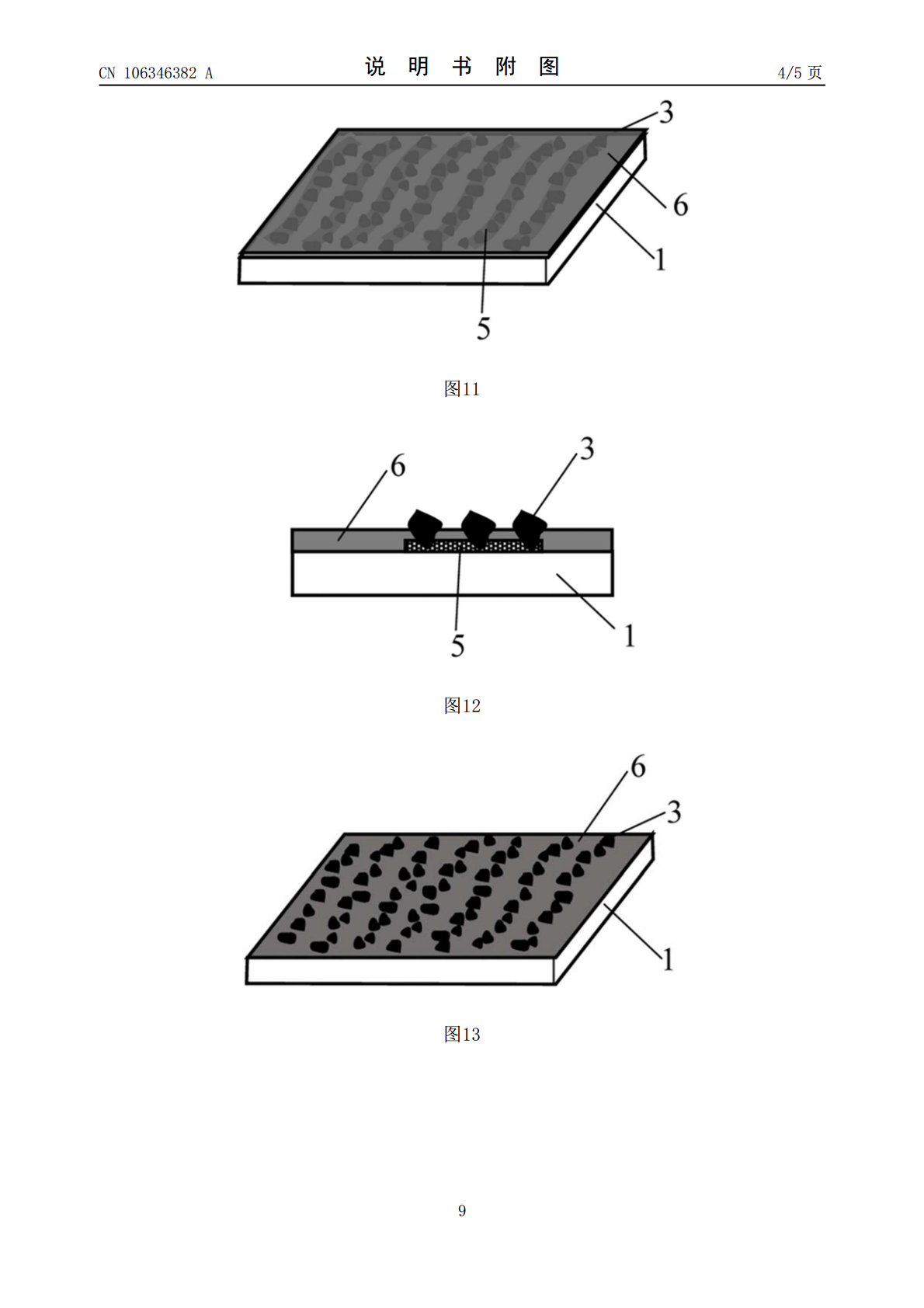
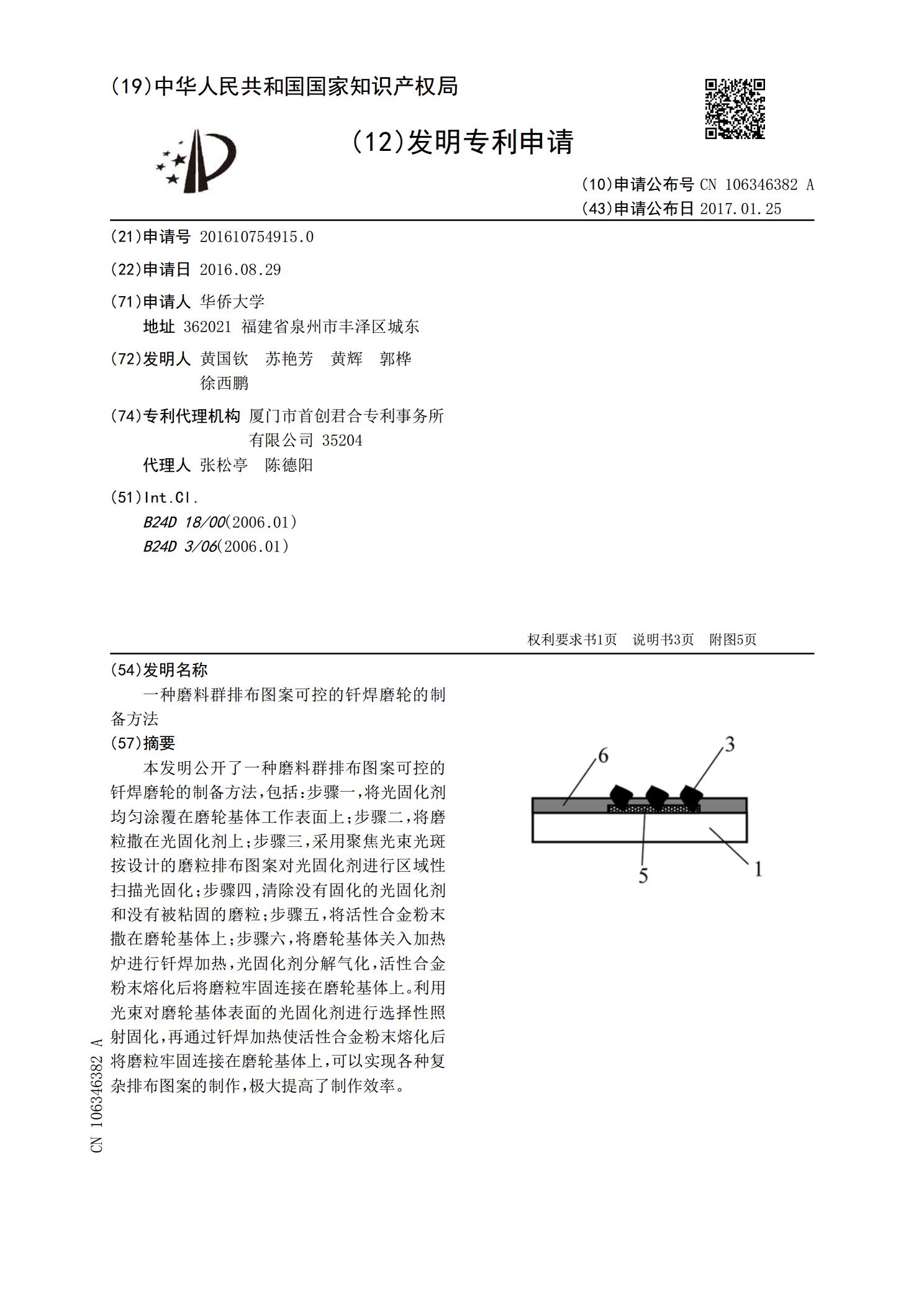
本发明公开了一种磨料群排布图案可控的钎焊磨轮的制备方法,包括:步骤一,将光固化剂均匀涂覆在磨轮基体工作表面上;步骤二,将磨粒撒在光固化剂上;步骤三,采用聚焦光束光斑按设计的磨粒排布图案对光固化剂进行区域性扫描光固化;步骤四,清除没有固化的光固化剂和没有被粘固的磨粒;步骤五,将活性合金粉末撒在磨轮基体上;步骤六,将磨轮基体关入加热炉进行钎焊加热,光固化剂分解气化,活性合金粉末熔化后将磨粒牢固连接在磨轮基体上。利用光束对磨轮基体表面的光固化剂进行选择性照射固化,再通过钎焊加热使活性合金粉末熔化后将磨粒牢固连接
一种基于光固化制作磨料图案排布钎焊磨轮的方法.pdf
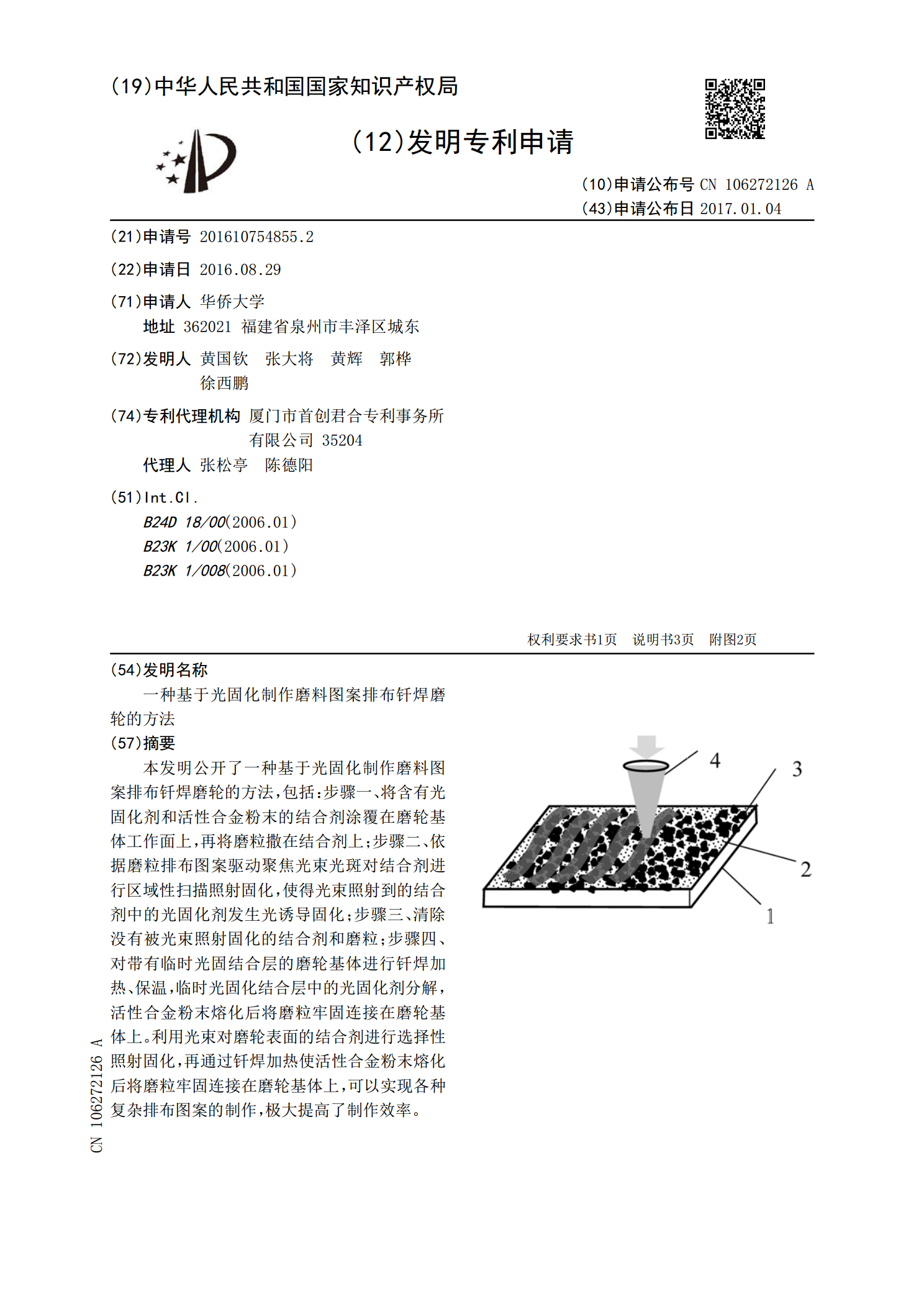
本发明公开了一种基于光固化制作磨料图案排布钎焊磨轮的方法,包括:步骤一、将含有光固化剂和活性合金粉末的结合剂涂覆在磨轮基体工作面上,再将磨粒撒在结合剂上;步骤二、依据磨粒排布图案驱动聚焦光束光斑对结合剂进行区域性扫描照射固化,使得光束照射到的结合剂中的光固化剂发生光诱导固化;步骤三、清除没有被光束照射固化的结合剂和磨粒;步骤四、对带有临时光固结合层的磨轮基体进行钎焊加热、保温,临时光固化结合层中的光固化剂分解,活性合金粉末熔化后将磨粒牢固连接在磨轮基体上。利用光束对磨轮表面的结合剂进行选择性照射固化,再通
一种基于激光预熔覆制作磨料图案排布钎焊磨轮的方法.pdf
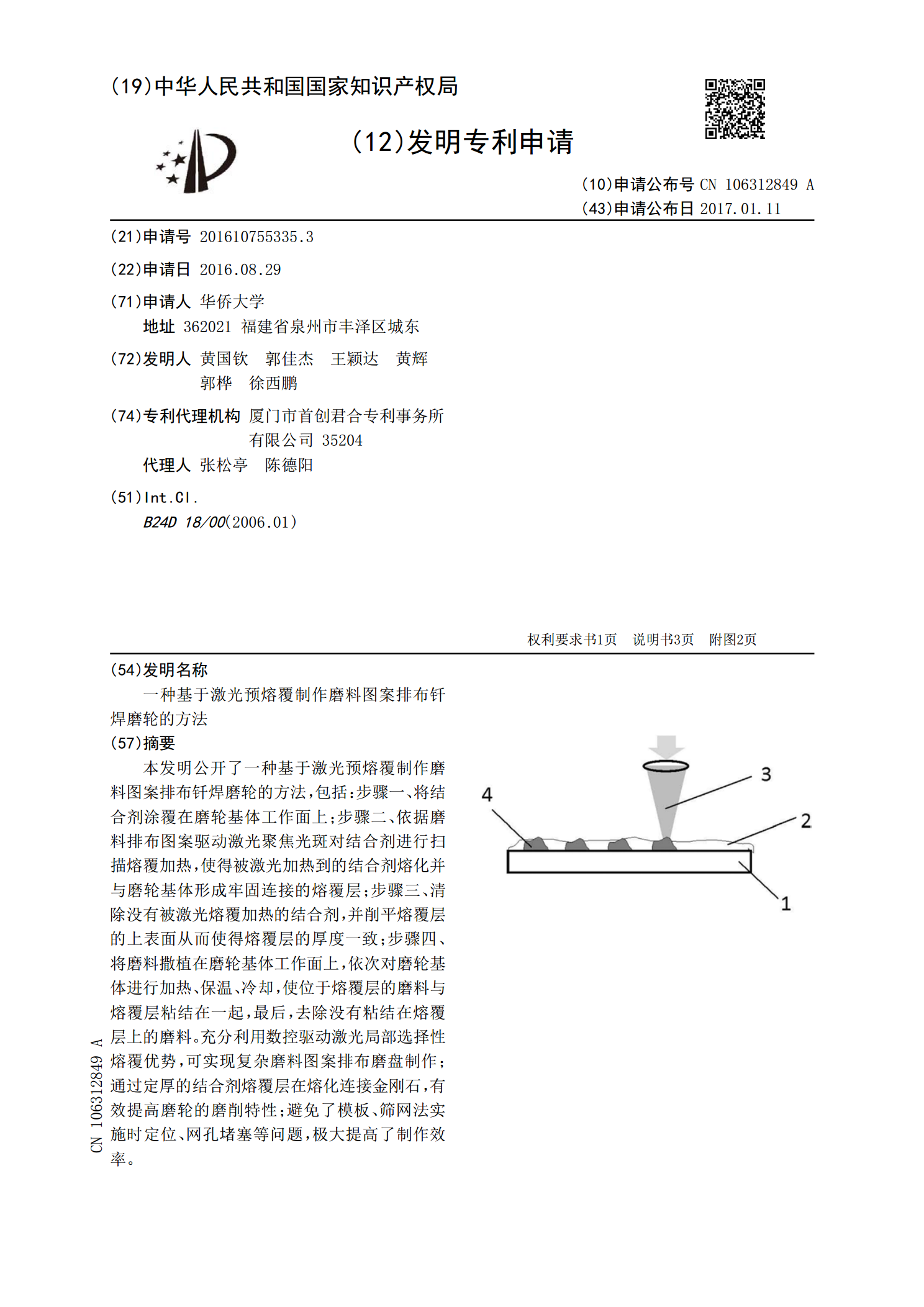
本发明公开了一种基于激光预熔覆制作磨料图案排布钎焊磨轮的方法,包括:步骤一、将结合剂涂覆在磨轮基体工作面上;步骤二、依据磨料排布图案驱动激光聚焦光斑对结合剂进行扫描熔覆加热,使得被激光加热到的结合剂熔化并与磨轮基体形成牢固连接的熔覆层;步骤三、清除没有被激光熔覆加热的结合剂,并削平熔覆层的上表面从而使得熔覆层的厚度一致;步骤四、将磨料撒植在磨轮基体工作面上,依次对磨轮基体进行加热、保温、冷却,使位于熔覆层的磨料与熔覆层粘结在一起,最后,去除没有粘结在熔覆层上的磨料。充分利用数控驱动激光局部选择性熔覆优势,
钎焊制作磨粒协同排布的磨料工具的方法.pdf
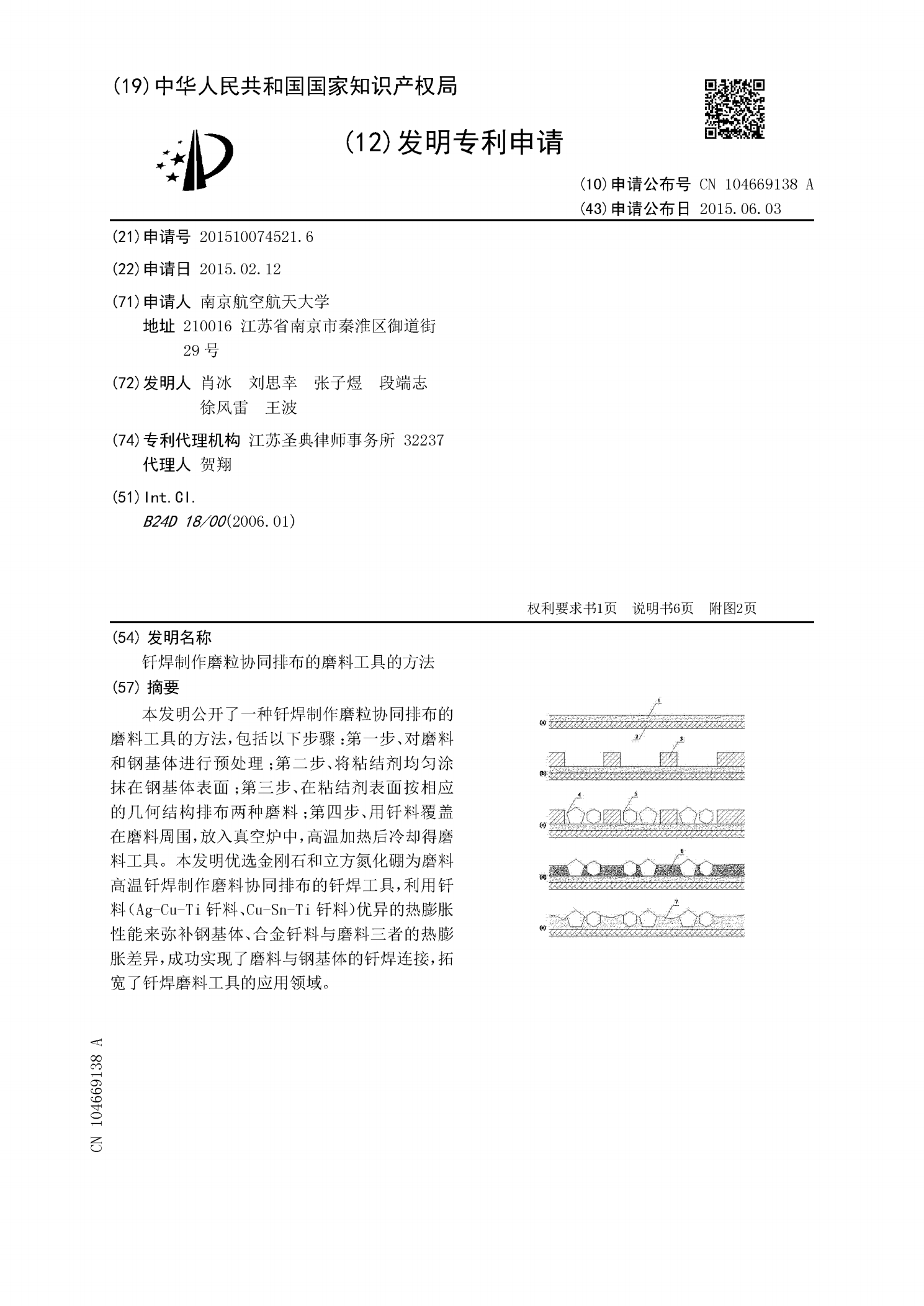
本发明公开了一种钎焊制作磨粒协同排布的磨料工具的方法,包括以下步骤:第一步、对磨料和钢基体进行预处理;第二步、将粘结剂均匀涂抹在钢基体表面;第三步、在粘结剂表面按相应的几何结构排布两种磨料;第四步、用钎料覆盖在磨料周围,放入真空炉中,高温加热后冷却得磨料工具。本发明优选金刚石和立方氮化硼为磨料高温钎焊制作磨料协同排布的钎焊工具,利用钎料(Ag-Cu-Ti钎料、Cu-Sn-Ti钎料)优异的热膨胀性能来弥补钢基体、合金钎料与磨料三者的热膨胀差异,成功实现了磨料与钢基体的钎焊连接,拓宽了钎焊磨料工具的应用领域。
一种能磨削加工直角型面的钎焊超硬磨料磨轮及制备方法.pdf
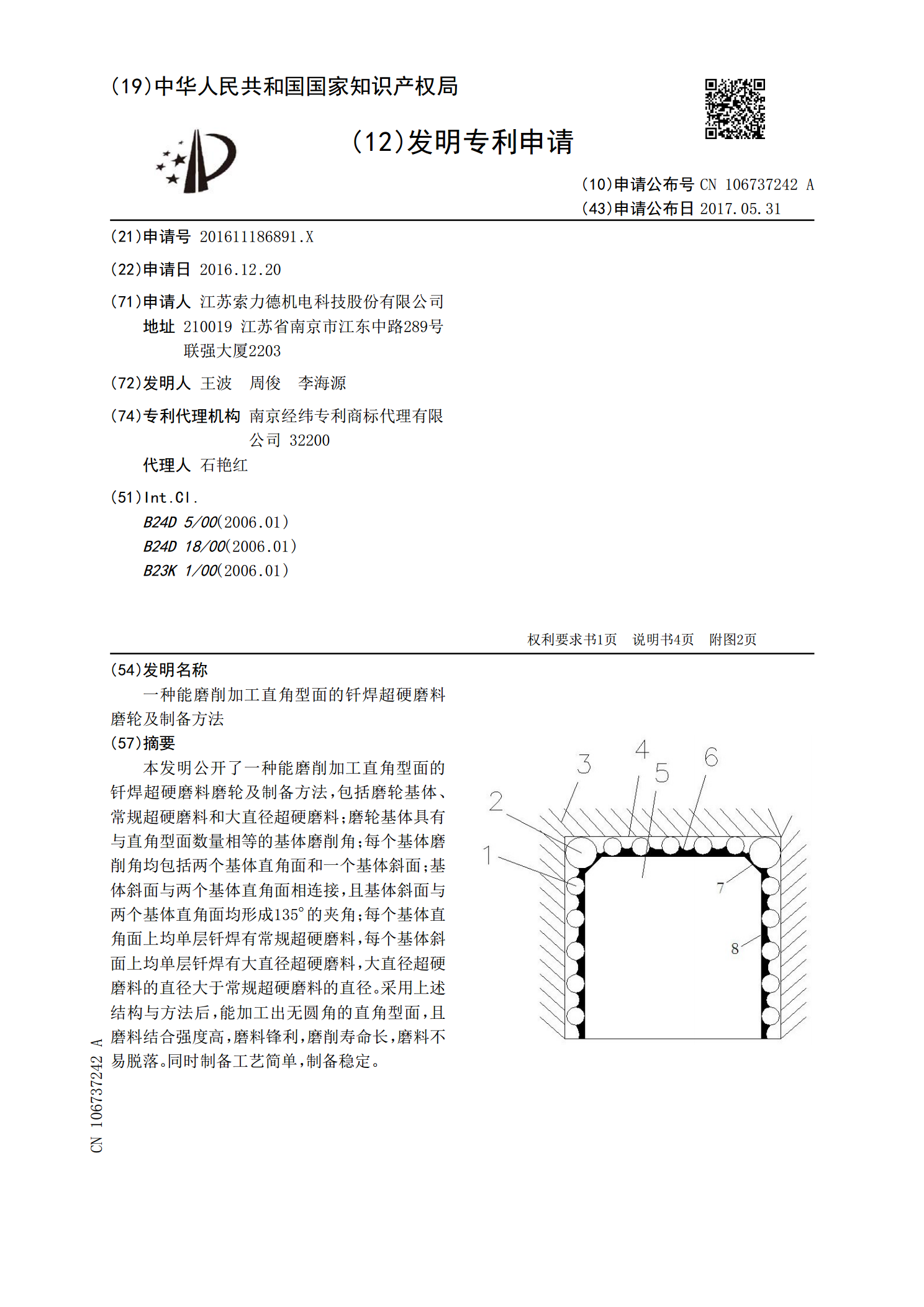
本发明公开了一种能磨削加工直角型面的钎焊超硬磨料磨轮及制备方法,包括磨轮基体、常规超硬磨料和大直径超硬磨料;磨轮基体具有与直角型面数量相等的基体磨削角;每个基体磨削角均包括两个基体直角面和一个基体斜面;基体斜面与两个基体直角面相连接,且基体斜面与两个基体直角面均形成135°的夹角;每个基体直角面上均单层钎焊有常规超硬磨料,每个基体斜面上均单层钎焊有大直径超硬磨料,大直径超硬磨料的直径大于常规超硬磨料的直径。采用上述结构与方法后,能加工出无圆角的直角型面,且磨料结合强度高,磨料锋利,磨削寿命长,磨料不易脱落