
一种激光热喷涂制备非晶铝涂层的方法与装置.pdf

是你****深呀


1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种激光热喷涂制备非晶铝涂层的方法与装置.pdf
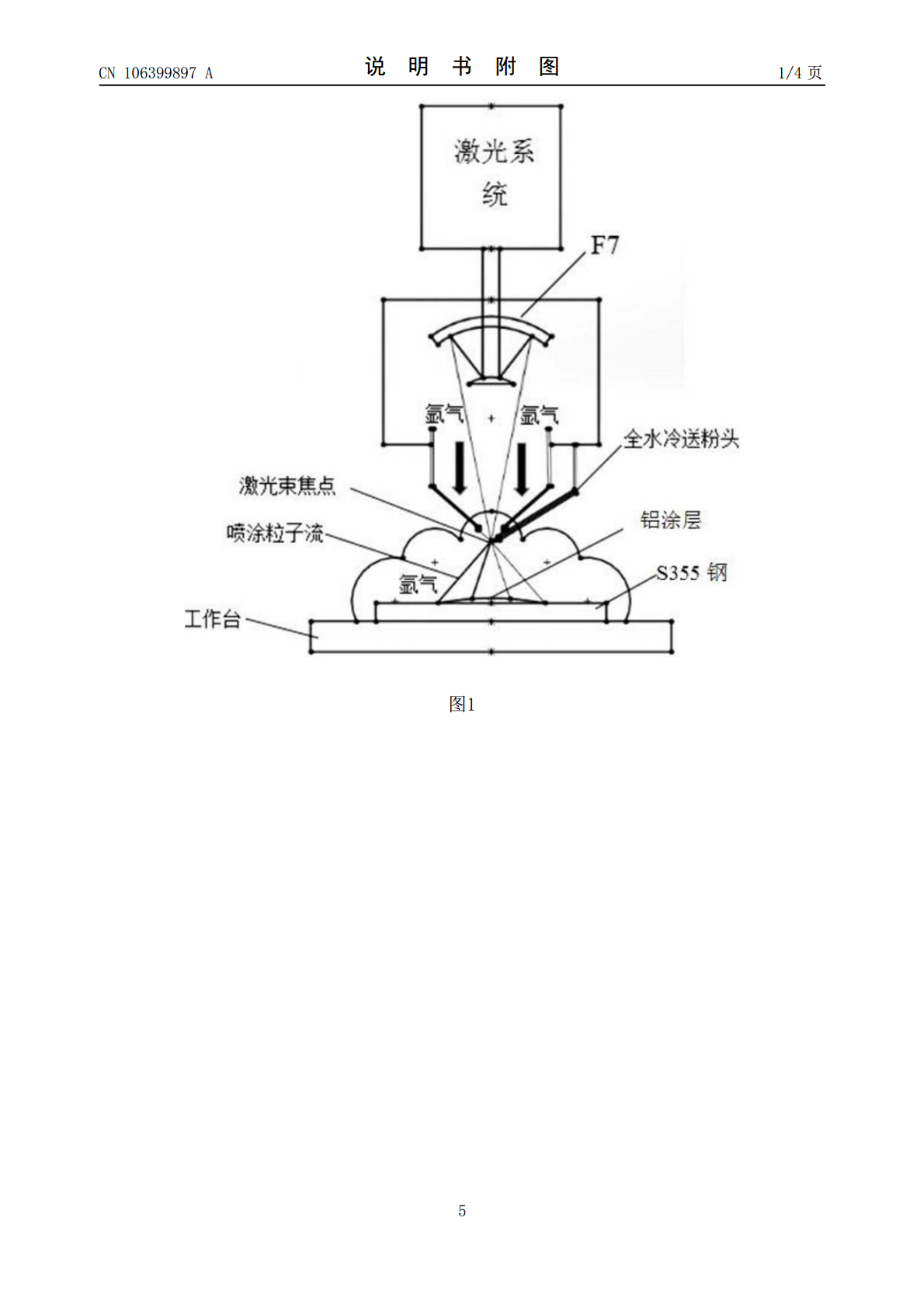
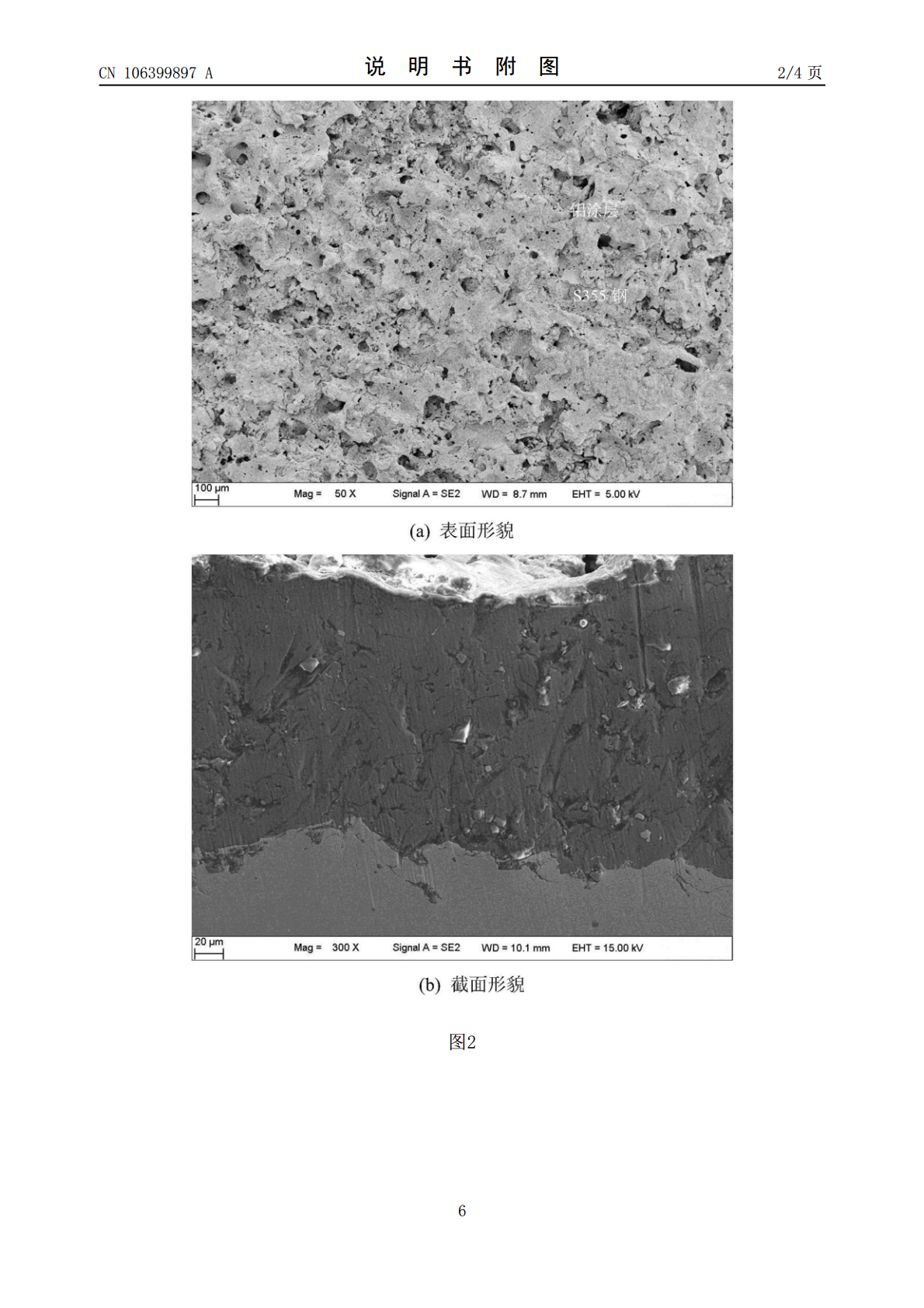
本发明涉及海洋平台用S355钢表面改性处理技术领域,特指S355钢表面激光热喷涂非晶铝涂层的方法与装置。在喷涂前对S355钢进行喷砂预处理,根据不同的喷涂厚度要求和S355钢形状要求,确定工作台移动速度、距离以及喷涂时间,移动速度为15‑25mm/s,移动距离即为S355钢加工方向的长度,一次喷涂时间即为S355钢长度/移动速率,该喷涂方法一次可在S355钢表面形成100μm厚的非晶铝涂层,200μm厚的非晶铝涂层需要喷涂2次;将喷涂非晶铝涂层的S355钢放入真空炉中,进行350±5℃的热扩散保温2h后,

一种完全非晶涂层的制备方法.pdf
本发明涉及一种完全非晶涂层的制备方法,属于超音速火焰喷涂技术领域。一种完全非晶涂层的制备方法,所述方法为超音速火焰喷涂法,其中,原料为非晶粉末,所采用的超音速火焰喷涂装置的喷嘴为拉瓦尔喷嘴,所述拉瓦尔喷嘴由发散段和收缩段组成,其中,所述收缩段长度为21~56mm,收缩段线型采用维托辛斯基曲线设计法;所述发散段长度为170~200mm,喉口部直径12~16mm。本发明所述超音速火焰喷涂喷嘴采用拉瓦尔喷嘴,优化拉瓦尔喷发散段和收缩段结构,促使粉末粒子在撞击基板之前处于半熔化状态、较高的撞击速度、较短的驻留时间

热喷涂技术制备非晶铁基涂层及其性能研究.docx
热喷涂技术制备非晶铁基涂层及其性能研究热喷涂技术制备非晶铁基涂层及其性能研究摘要热喷涂技术是一种重要的制备涂层材料的方法。本文研究了热喷涂技术制备非晶铁基涂层及其性能。通过分析不同制备参数的影响,成功制备了具有较好性能的非晶铁基涂层。表面形貌、成分组成、硬度等性能指标得到了表征和分析。结果表明,热喷涂技术具有制备高质量非晶铁基涂层的潜力,可以作为一种有效的涂层制备方法。关键词:热喷涂技术;非晶铁基涂层;性能引言近年来,涂层技术得到了广泛的应用。涂层材料可以提高材料的性能并延长使用寿命。热喷涂技术是一种具有

热喷涂技术制备铁基非晶涂层的研究进展.docx
热喷涂技术制备铁基非晶涂层的研究进展热喷涂技术制备铁基非晶涂层的研究进展摘要:热喷涂技术是一种将材料喷射到基底表面形成涂层的表面工程方法。铁基非晶涂层是一种具有优异力学性能和磁性能的功能性材料,具有广泛的应用前景。本文综述了热喷涂技术制备铁基非晶涂层的研究进展,包括熔喷涂、高速喷涂和等离子喷涂等几种常见的热喷涂方法。文章从原料粉末的选择、喷涂工艺的优化以及涂层性能的表征等方面综述了相关研究。最后,展望了热喷涂技术在铁基非晶涂层制备中的未来发展方向。1.引言非晶材料是一类具有无定形结构的材料,其特点是高硬度

铝基非晶纳米晶高速电弧喷涂层的制备与表征.docx
铝基非晶纳米晶高速电弧喷涂层的制备与表征摘要本文研究了一种铝基非晶纳米晶高速电弧喷涂层的制备方法以及其组织结构和性能表征。采用电弧喷涂法,在基板表面形成一层非晶态铝基涂层,经过后续退火处理形成纳米晶态结构。通过热处理和显微镜观察,发现铝基非晶纳米晶层的显微组织结构具有均匀细小的晶粒和无序化的非晶态组分,同时还具有优异的硬度和耐磨性能,表明铝基非晶纳米晶高速电弧喷涂层具有很好的应用前景。关键词:电弧喷涂;铝基非晶纳米晶涂层;热处理;显微组织结构;性能表征。1.引言高速电弧喷涂技术是一种新型的表面处理技术,具