
一种完全非晶涂层的制备方法.pdf

慧颖****23

1/9
2/9
3/9

4/9

5/9

6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种完全非晶涂层的制备方法.pdf
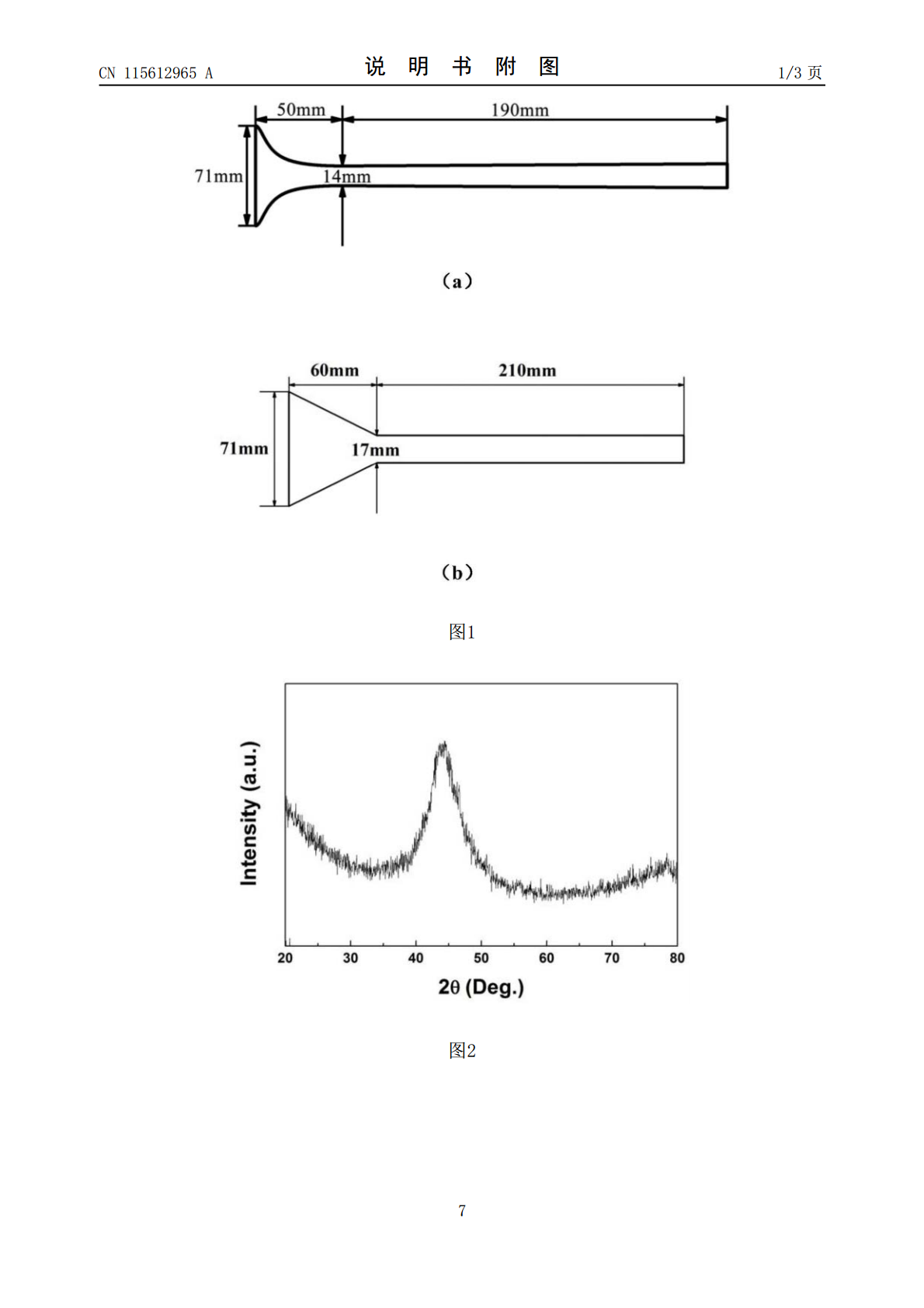
本发明涉及一种完全非晶涂层的制备方法,属于超音速火焰喷涂技术领域。一种完全非晶涂层的制备方法,所述方法为超音速火焰喷涂法,其中,原料为非晶粉末,所采用的超音速火焰喷涂装置的喷嘴为拉瓦尔喷嘴,所述拉瓦尔喷嘴由发散段和收缩段组成,其中,所述收缩段长度为21~56mm,收缩段线型采用维托辛斯基曲线设计法;所述发散段长度为170~200mm,喉口部直径12~16mm。本发明所述超音速火焰喷涂喷嘴采用拉瓦尔喷嘴,优化拉瓦尔喷发散段和收缩段结构,促使粉末粒子在撞击基板之前处于半熔化状态、较高的撞击速度、较短的驻留时间

红外辐射非晶涂层的制备方法.pdf
本发明涉及一种红外辐射非晶涂层的制备方法。其技术方案是:将5~20wt%的氧化铁细粉、5~20wt%的氧化锰细粉、1~3wt%的氧化铜细粉、1~3wt%的氧化钴细粉、55~80wt%的堇青石细粉、1~3wt%的氧化镍细粉、1~3wt%的氧化钛细粉和1~3wt%的氧化铬细粉混合均匀;将混合料装入匣钵后置入微波炉内,升温至1000~1250℃,保温30~60min,粉碎,制得红外辐射粉料。然后用红外辐射粉料对粗化处理后的金属基体进行等离子喷涂,红外辐射非晶涂层的厚度为100mm~500mm,制得红外辐射非晶涂

一种非晶/纳米晶涂层、设备、应用以及制备方法.pdf
本发明公开了一种非晶/纳米晶涂层、设备、应用以及制备方法,属于非晶合金涂层技术领域,涂层包含的成分以及各个成分的原子百分比分别为:Fe:34‑37at.%、Cr:21‑24at.%、Mo:16‑19at.%、C:13‑16at.%、B:4‑7at.%,其余为Y,其晶化率小于30%。其制备方法包括如下步骤:S1准备符合成分要求的铁基非晶粉末,采用超音速火焰喷涂工艺在基体表面制得非晶/纳米晶涂层;S2进行退火处理,具体为,在570℃‑620℃保持20分钟‑30分钟,然后随炉冷却,以此方式消除应力,保证晶化率。

一种铝合金表面非晶纳米晶涂层的制备方法.pdf
一种铝合金表面非晶纳米晶涂层的制备方法,包括铝合金基板(1)表面预处理、铁基粉末(2)和铁基非晶薄片(3)的铺覆、电阻缝焊四个过程。具体步骤如下:(a)铝基体表面的预处理;(b)铁基粉末和铁基非晶薄片的铺覆;(c)将准备好的试样放在电阻缝焊设备的电极轮下,采用脉冲电源(5)通电加压,随着电极轮(4)的转动,铁基粉末和铁基非晶薄片焊接在基体上形成非晶纳米晶复合涂层。本发明对基体的热影响小,适合于低熔点的铝合金等;涂层厚度从几十个微米到几个毫米可调,非晶可转化成性能更优良的非晶纳米晶,涂层结合强度高;设备简单
一种疏水性非晶合金涂层及其制备方法.pdf
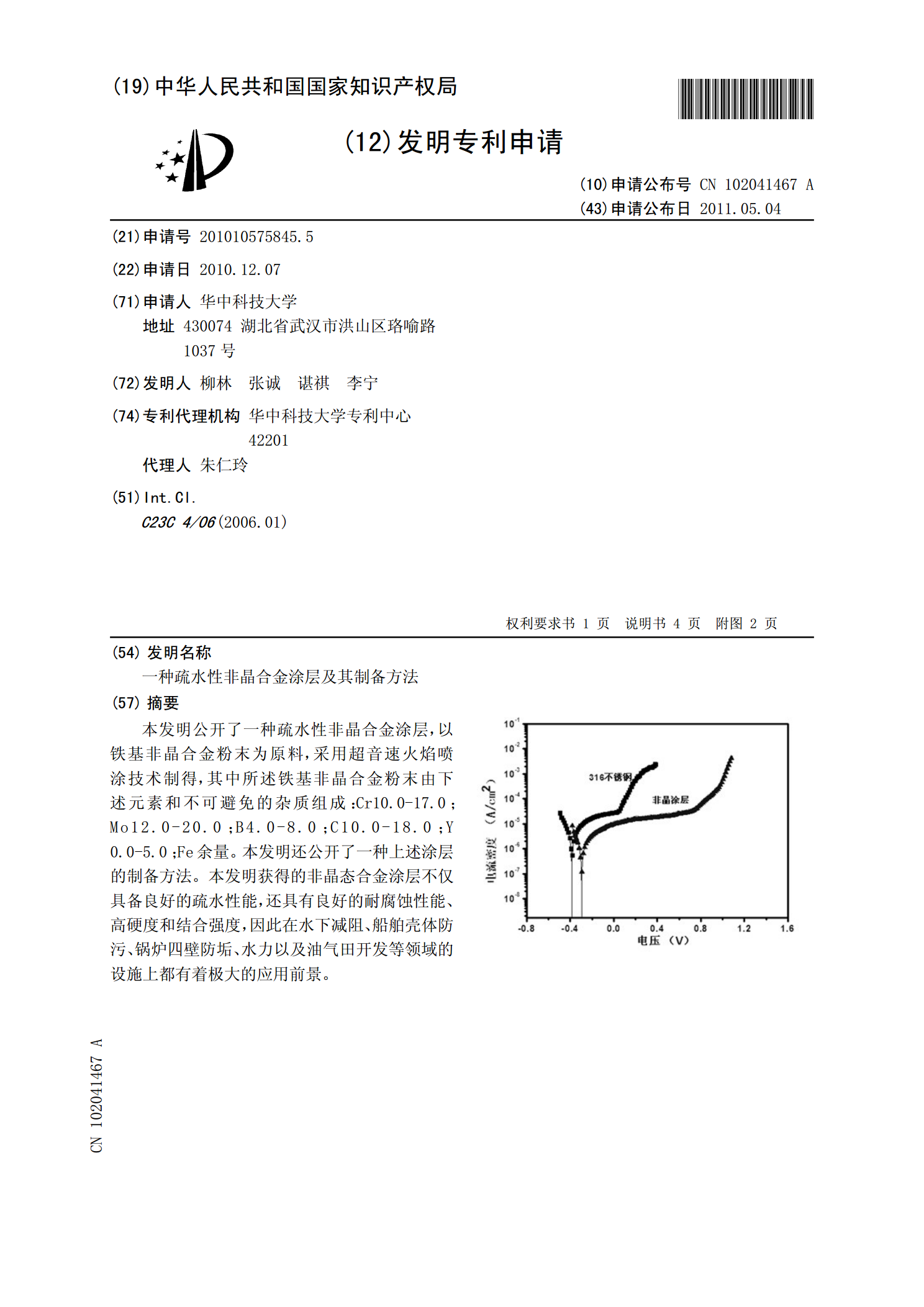
本发明公开了一种疏水性非晶合金涂层,以铁基非晶合金粉末为原料,采用超音速火焰喷涂技术制得,其中所述铁基非晶合金粉末由下述元素和不可避免的杂质组成:Cr10.0-17.0;Mo12.0-20.0;B4.0-8.0;C10.0-18.0;Y?0.0-5.0;Fe余量。本发明还公开了一种上述涂层的制备方法。本发明获得的非晶态合金涂层不仅具备良好的疏水性能,还具有良好的耐腐蚀性能、高硬度和结合强度,因此在水下减阻、船舶壳体防污、锅炉四壁防垢、水力以及油气田开发等领域的设施上都有着极大的应用前景。?