
一种高硅硅锰合金及其生产方法.pdf

白凡****12

1/10
2/10

3/10
4/10
5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高硅硅锰合金及其生产方法.pdf
本发明涉及金属冶炼领域,具体地,涉及一种高硅硅锰合金、一种高硅硅锰合金的生产方法,以及该高硅硅锰合金的生产方法生产得到的高硅硅锰合金。所述高硅硅锰合金含有20‑35重量%的Si、58‑70重量%的Mn、≤0.25重量%的C和1‑22%的Fe。所述高硅硅锰合金的生产方法包括在矿热炉内,将炉料以连续加料的方式进行冶炼,其中,所述炉料包括:5‑20重量%的第一高锰矿石,10‑30重量%的第二高锰矿石,15‑20重量%的第三高锰矿石,15‑35重量%的富锰渣,4‑25重量%的硅铁以及10‑30重量%的焦炭。本发明

一种低碳高硅硅锰合金的生产方法.pdf
一种低碳高硅硅锰合金的生产方法,首先,按常规普通锰硅合金生产工艺制备组分质量百分含量为Mn60-70%,Si17-20%,C2.5-1.0%的普通锰硅合金铁水;然后,将铁水置于摇包中,添加占铁水质量5-10%的石灰以及10-15%的结晶硅,进行摇包,利用结晶硅中的硅置换普通锰硅合金中的碳,实现增硅降碳,制得合金组分质量百分比为Mn58-62%,Si?22-25%,C0.2-0.4%的低碳高硅硅锰合金。本发明克服了现有技术炉况不易控制、不能进行规模化连续生产的弊端,且工艺方法简单、操作方便、炉况控制容易、能
高硅硅锰合金冶炼方法.pdf
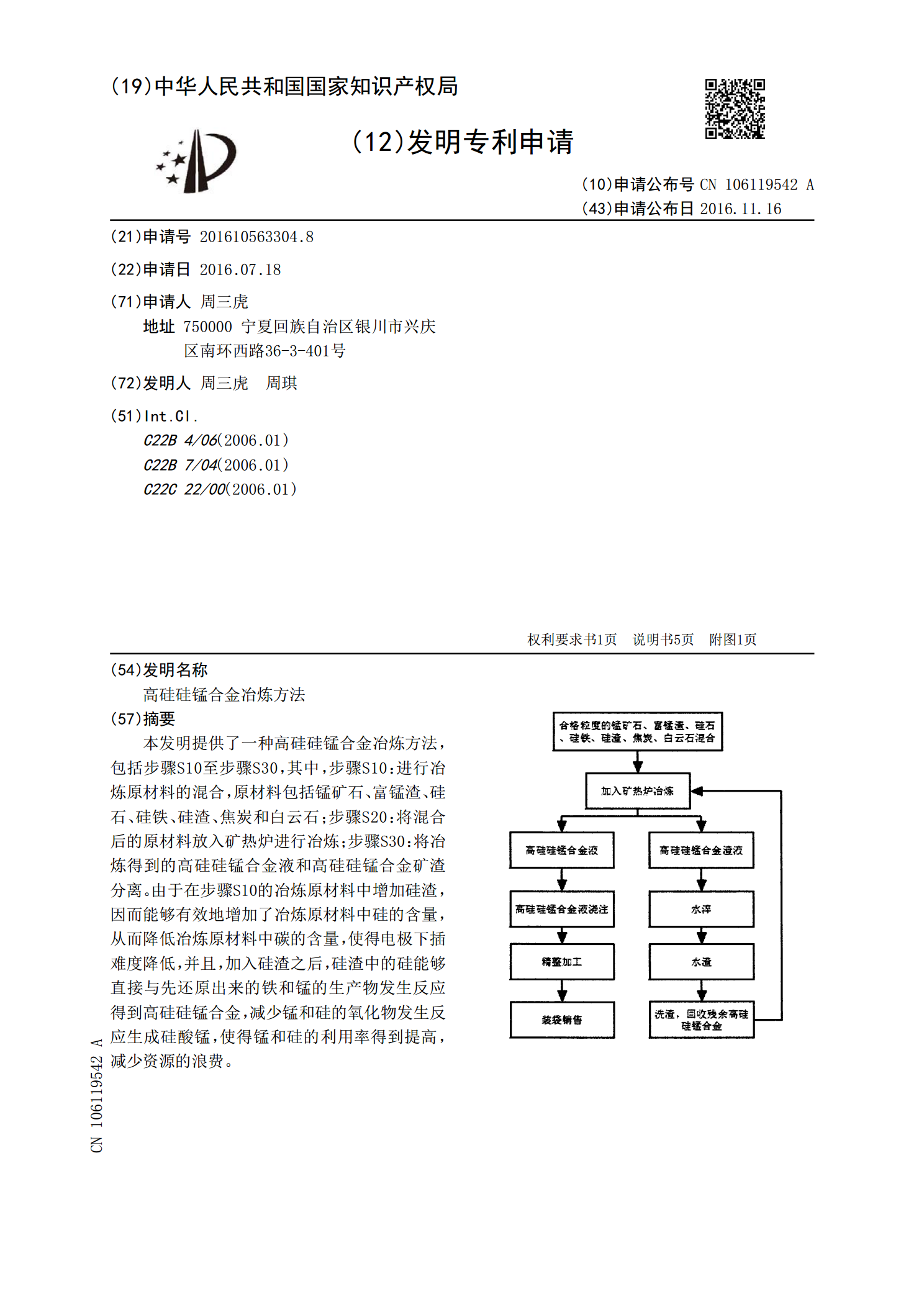
本发明提供了一种高硅硅锰合金冶炼方法,包括步骤S10至步骤S30,其中,步骤S10:进行冶炼原材料的混合,原材料包括锰矿石、富锰渣、硅石、硅铁、硅渣、焦炭和白云石;步骤S20:将混合后的原材料放入矿热炉进行冶炼;步骤S30:将冶炼得到的高硅硅锰合金液和高硅硅锰合金矿渣分离。由于在步骤S10的冶炼原材料中增加硅渣,因而能够有效地增加了冶炼原材料中硅的含量,从而降低冶炼原材料中碳的含量,使得电极下插难度降低,并且,加入硅渣之后,硅渣中的硅能够直接与先还原出来的铁和锰的生产物发生反应得到高硅硅锰合金,减少锰和硅

制备高硅硅锰合金的方法.pdf
本发明公开了制备高硅硅锰合金的方法。该方法包括:将含锰原料进行第一冶炼,以便得到液态非标锰硅合金;将含硅原料和覆盖剂进行第二冶炼,以便得到液态硅混合物;以及将所述液态非标锰硅合金和所述液态硅混合物进行合金化处理,以便获得所述高硅硅锰合金。本发明采用热兑法进行高硅硅锰的冶炼,通过在含锰原料中,添加一定的含硅原料和合理的覆盖剂,解决现有技术中一步法生产高硅硅锰炉况难以控制,焦耗高、电耗高、品级率低的问题。

高硅硅锆合金及其生产方法.pdf
本发明提出一种高硅硅锆合金,所含元素成分和比例为:Si:81‑95%、Zr:1‑5%、Ca:1‑3%、Al炉预热步骤为:所述入炉预热步骤中的炉体内的电极的半径为r,距离每个电极的外壁一个r的圆周范围为小料区,距离小料区一个r的圆周范围为大料区,大料区至炉体侧壁的范围为冷料区,冷料区、大料区、小料区的温度依次升高,每批次混合物料投入炉体内时,投入的位置为靠近大料区和冷料区交界处,本发明,通过控制物料进入炉体熔池内的位置和时机,充分利用熔池内各位置的温度,不仅能够避免热量损失浪费,而且对进入的物料先行进行温度