
一种多元微合金化高强高导铜合金及其制备工艺.pdf

努力****绮亦

1/8
2/8
3/8

4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种多元微合金化高强高导铜合金及其制备工艺.pdf
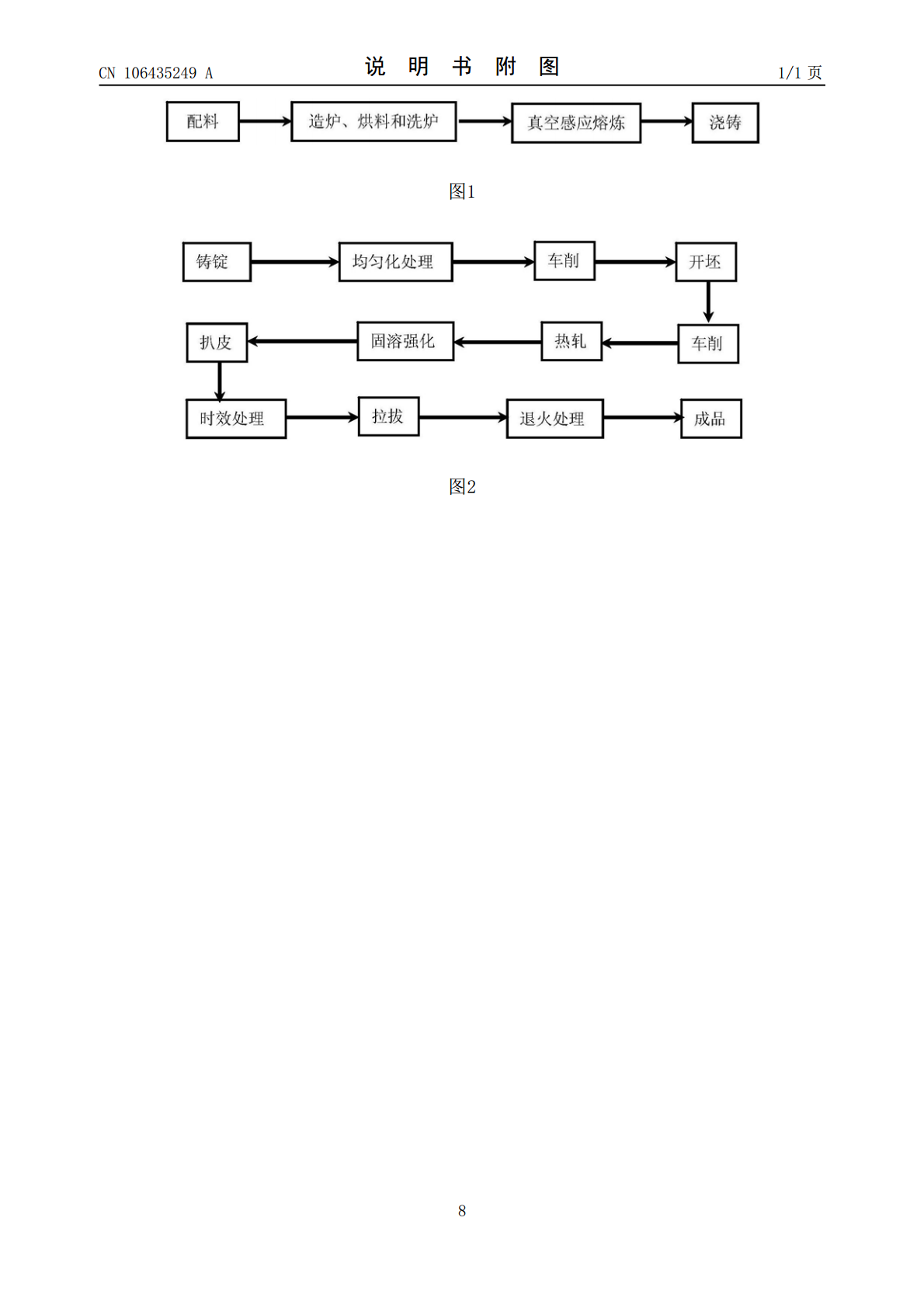
本发明涉及铜合金导体领域,尤其是一种多元微合金化高强高导铜合金及其制备工艺。这种多元微合金化高强高导铜合金,其组成成分为:铬0.2~0.3wt%;锆0.08~0.1wt%;镁0.02~0.03wt%;镧0.04~0.08wt%;铜余量。这种多元微合金化高强高导铜合金的制备工艺,具有如下步骤:(1)、配料,(2)、造炉,(3)、烘料和洗炉,(4)、真空感应熔炼,(5)、浇铸,(6)、均匀化退火处理,(7)、开坯,(8)、热轧,(9)、固溶处理,(10)、扒皮,(11)、冷变形,(12)、时效处理,(13)、

高强高导铜合金制备及其应用.docx
高强高导铜合金制备及其应用高强高导铜合金制备及其应用摘要:高强高导铜合金是一种新型的金属材料,具有优良的机械性能和导电导热性能。本文综述了高强高导铜合金的制备方法和应用领域,并对其未来的发展方向进行了展望。关键词:高强高导铜合金、制备方法、应用领域、发展方向一、引言高强高导铜合金是一种高性能金属材料,具有优异的力学性能和导电导热性能,广泛应用于电子、汽车、航空航天等领域。因此,研究高强高导铜合金的制备方法和应用具有重要意义。二、高强高导铜合金的制备方法1.粉末冶金法:粉末冶金法是一种制备高强高导铜合金的重

高强高导铜合金的成分与制备工艺优化.docx
高强高导铜合金的成分与制备工艺优化高强高导铜合金的成分与制备工艺优化摘要:高强高导铜合金具有优异的力学性能和导电性能,被广泛应用于电气、电子和通信等领域。本论文主要研究高强高导铜合金的成分和制备工艺,通过优化合金成分和工艺参数,提高材料的综合性能。引言:高强高导铜合金是一种优质材料,具有高强度、高导电性和高热导率等特点。然而,现有的高强高导铜合金仍面临着一些问题,如力学性能与导电性能之间的矛盾、制备工艺复杂等。因此,研究高强高导铜合金的成分与制备工艺优化,具有重要的理论和应用价值。一、高强高导铜合金的成分
一种多元高导铍青铜合金及其制备方法.pdf
本发明涉及一种多元高导铍青铜合金及其制备方法,属于铜基合金材料技术领域。本发明的多元高导铍青铜合金的制备方法,包括以下步骤:1)对铍青铜合金铸坯进行塑性加工,控制塑性加工的变形量为85~95%,得到塑性加工料;2)将步骤1)得到的塑性加工料进行固溶处理和时效处理,即得;固溶处理过程中,塑性加工料从出炉到下水的时间不超过5s。采用本发明的制备方法得到的多元高导铍青铜合金,具有优良力学性能和导电导热性能的多元高导铍青铜合金,其导电率≥70%IACS,导热率≥270W·(m·K)
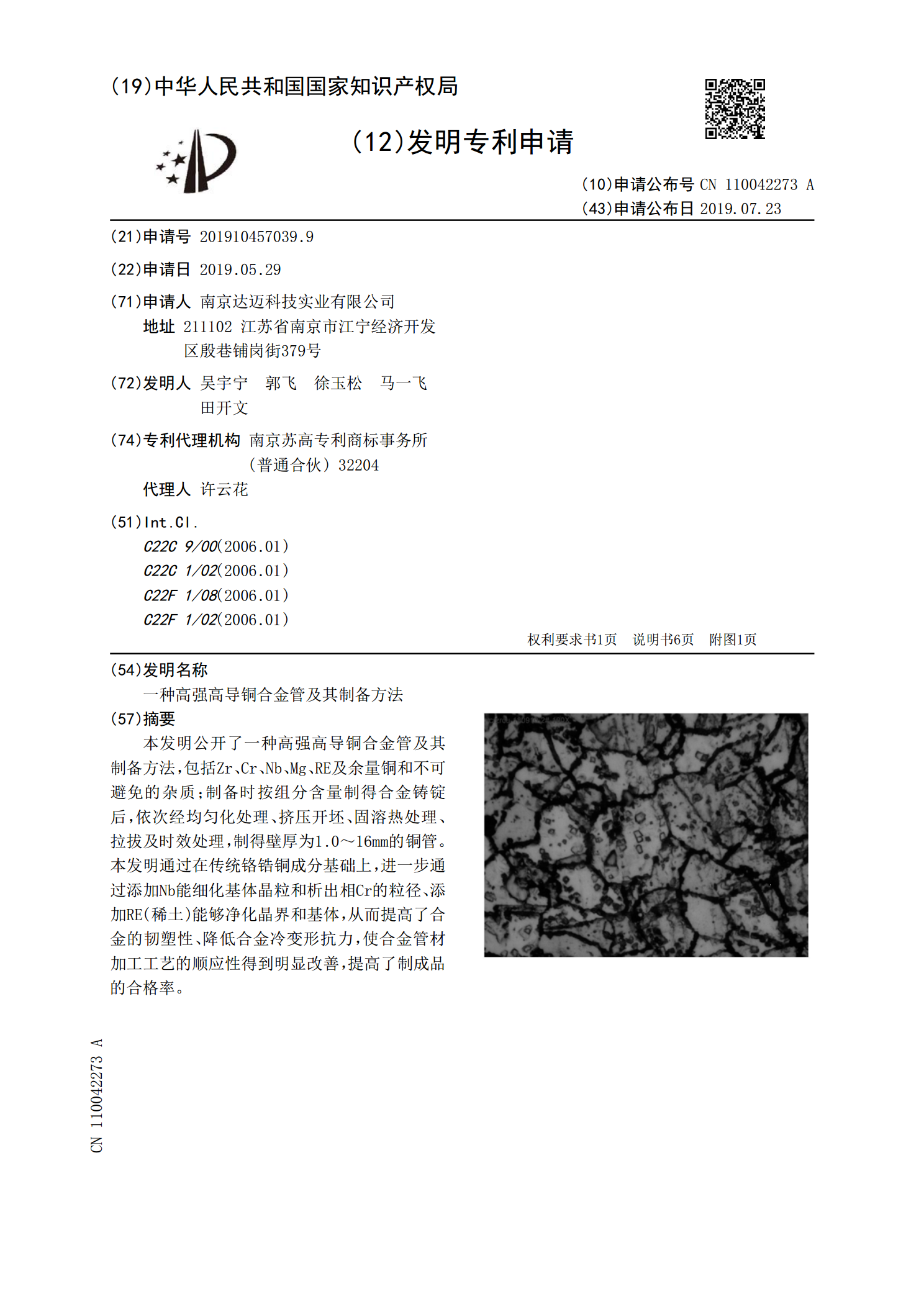
一种高强高导铜合金管及其制备方法.pdf
本发明公开了一种高强高导铜合金管及其制备方法,包括Zr、Cr、Nb、Mg、RE及余量铜和不可避免的杂质;制备时按组分含量制得合金铸锭后,依次经均匀化处理、挤压开坯、固溶热处理、拉拔及时效处理,制得壁厚为1.0~16mm的铜管。本发明通过在传统铬锆铜成分基础上,进一步通过添加Nb能细化基体晶粒和析出相Cr的粒径、添加RE(稀土)能够净化晶界和基体,从而提高了合金的韧塑性、降低合金冷变形抗力,使合金管材加工工艺的顺应性得到明显改善,提高了制成品的合格率。