
提高镁合金挤压生产效率的方法.pdf

fa****楠吖

1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
提高镁合金挤压生产效率的方法.pdf
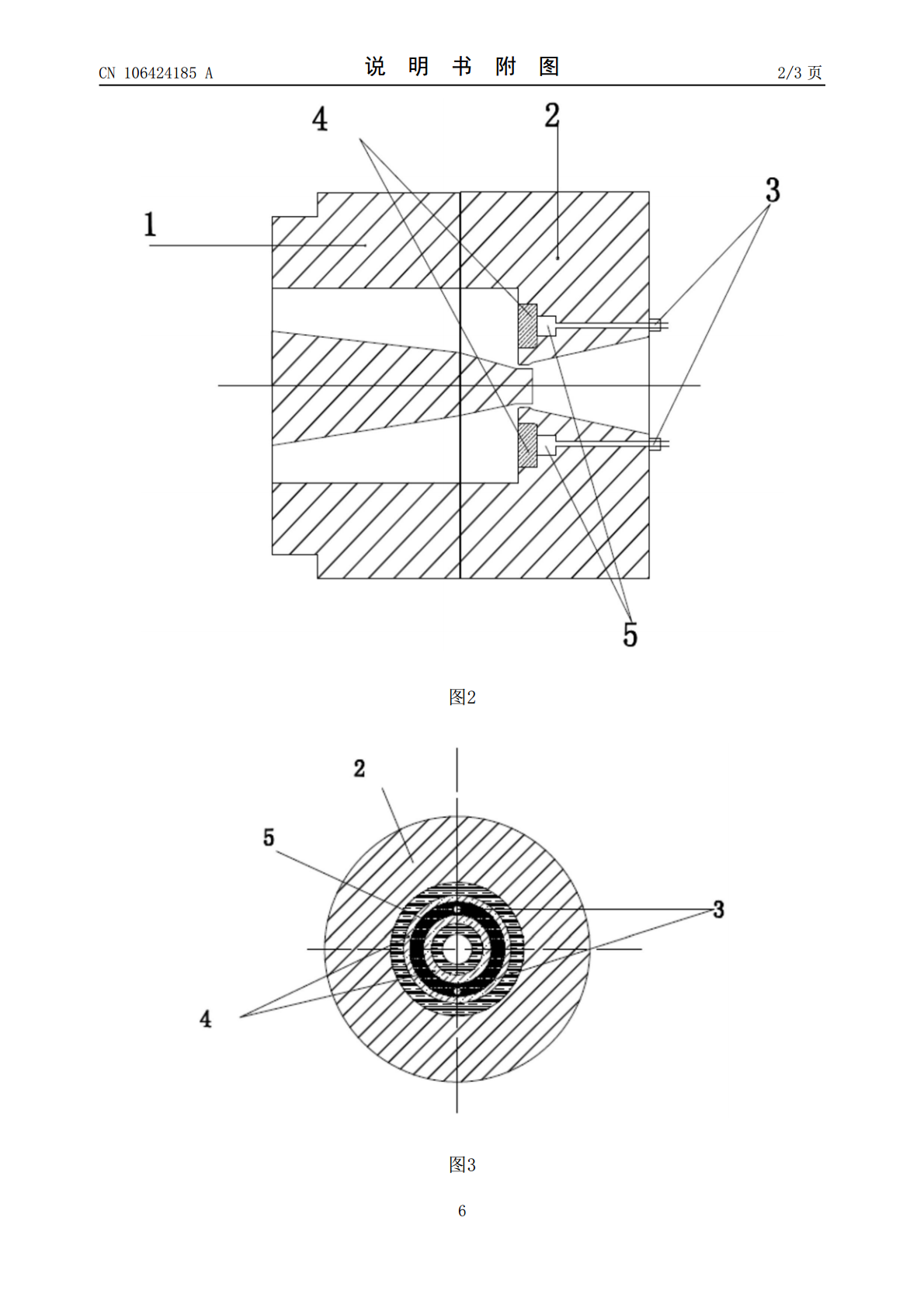
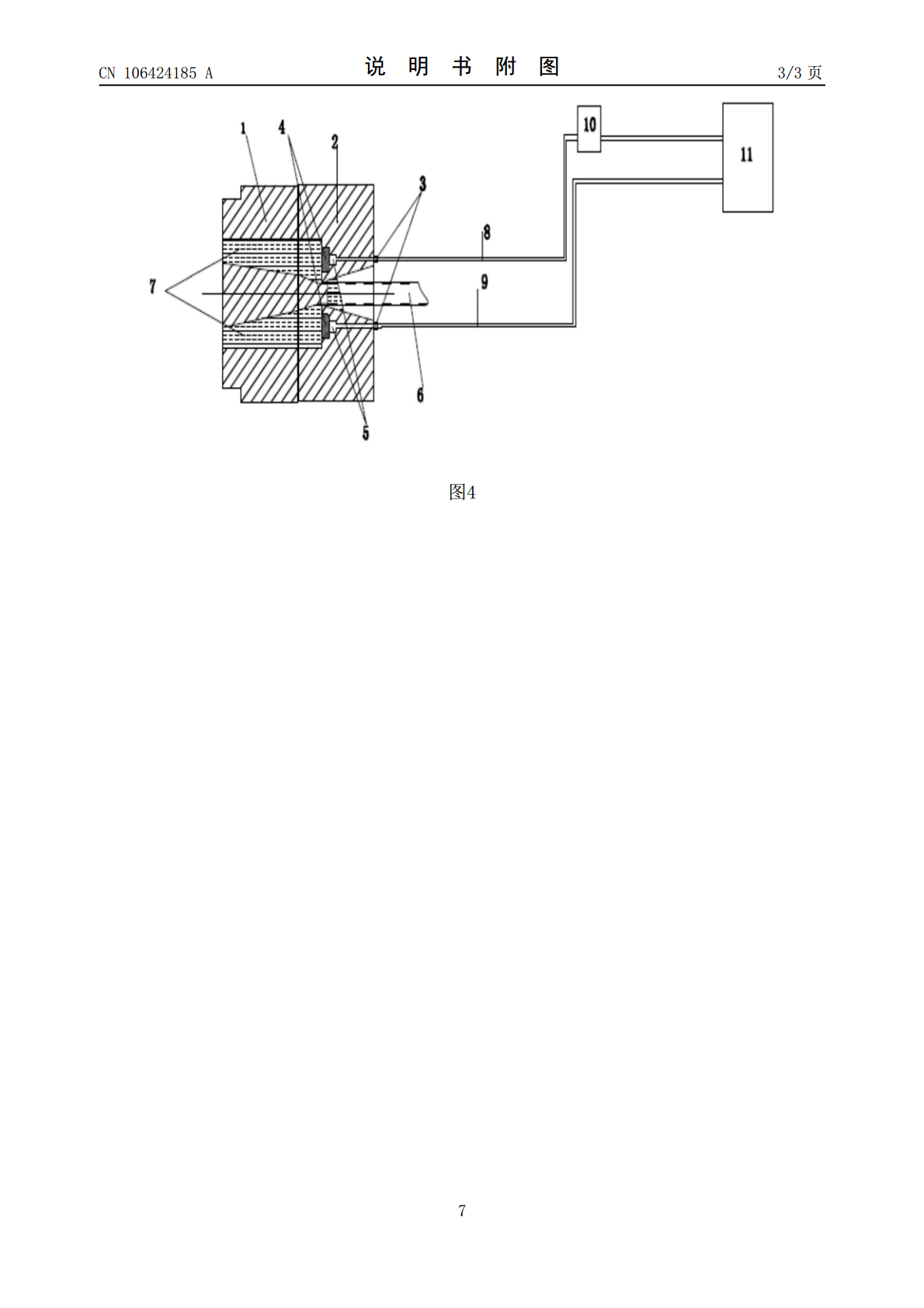
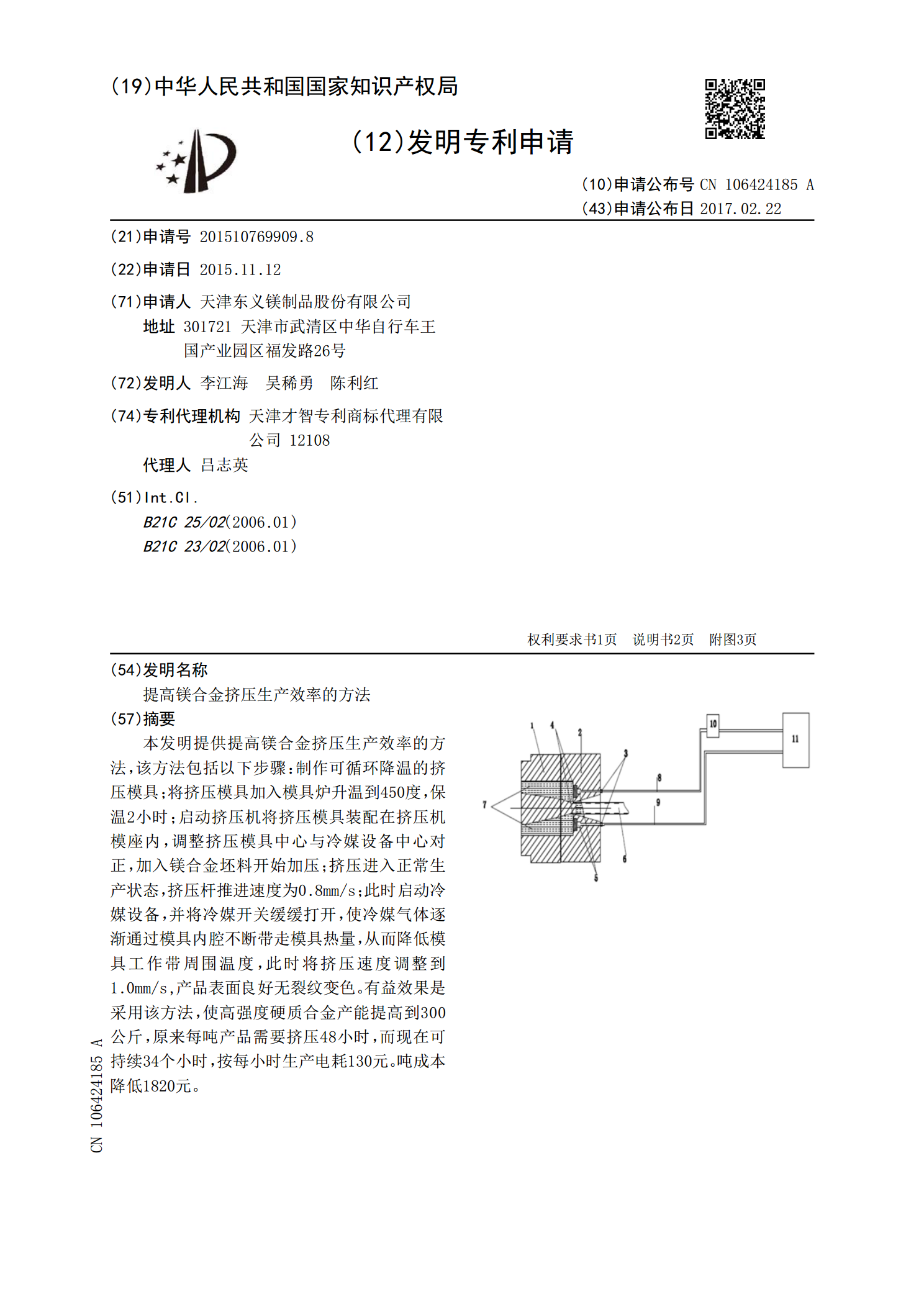
本发明提供提高镁合金挤压生产效率的方法,该方法包括以下步骤:制作可循环降温的挤压模具;将挤压模具加入模具炉升温到450度,保温2小时;启动挤压机将挤压模具装配在挤压机模座内,调整挤压模具中心与冷媒设备中心对正,加入镁合金坯料开始加压;挤压进入正常生产状态,挤压杆推进速度为0.8mm/s;此时启动冷媒设备,并将冷媒开关缓缓打开,使冷媒气体逐渐通过模具内腔不断带走模具热量,从而降低模具工作带周围温度,此时将挤压速度调整到1.0mm/s,产品表面良好无裂纹变色。有益效果是采用该方法,使高强度硬质合金产能提高到3

优化挤压生产过程控制、提高挤压生产效率.docx
优化挤压生产过程控制、提高挤压生产效率随着科技的不断发展,挤压生产技术也不断地得到进步和提高。高效的挤压生产过程控制和生产效率的提高对于企业来说非常重要,它可以显著减少企业的运营成本,提高产品制造的质量和减少不必要的生产废品。本文将重点介绍挤压生产过程控制技术和效率提升的实用方法。一.挤压生产过程控制挤压生产是一种非常复杂的加工过程,而其生产过程控制可以简单的定义为:通过达成预期的挤压工艺参数来减少无效的生产浪费,因此精确控制挤压生产流程非常重要。挤压生产中应该控制的参数包括:原料的输入量、进给功率、挤压

提高生产效率方法.docx
提高生产效率方法提高生产效率的5种方法一.解除瓶颈生产工序:这是最简单的一招,但也是最厉害的一招,我自己的“名言”是,“把简单的招式练到极至就是绝招”。有一句格言:“瓶颈工序决定最大产能”。众所周知,均衡是生产进度的重要保证,在100个环节中,只要存在一个环节效率低下,那么99个环节的努力都可能解决不了进度落后的问题。因此,抓住瓶颈工序的生产节拍,不断予以改善,是提升效率最重要的法宝。旧的瓶颈解决,新的瓶颈又产生,不断消除瓶颈,持续推动组合优化,实现生产效率大提升。那么,如何有效解除瓶颈工序呢?常采用的是

提高生产效率的方法.ppt
04十一月2024提高生产效率取决于一个企业上下员工思想素质和精神状态第一章:生产效率的主要概念第二章:生产效率的提高方法第三章:生产效率的管理方法第四章:资源转化成果的过程第五章:谈减少浪费降低成本所谓的生产效率,主要有五个主要概念所构成(如图所示)调集足够的资源来完成目标1、充分具备保质保量的资源。2、有效地利用资源,重视资源保护。3、根据常识,对工作进行系统化和简化,有利于提高生产效率。4、引进自动化和计算机系统,目的在于最大限度地发挥资源的生产率。5、组织建设是企业把它的精力集中于完成各项指标。为
提高生产效率的方法.ppt
提高生产效率的方法参观现场相关课题提高生产效率取决于一个企业上下员工思想素质和精神状态第一章:生产效率的主要概念第二章:生产效率的提高方法第三章:生产效率的管理方法第四章:资源转化成果的过程第五章:谈减少浪费降低成本所谓的生产效率,主要有五个主要概念所构成(如图所示)调集足够的资源来完成目标分别为:1、充分具备保质保量的资源。2、有效地利用资源,重视资源保护。3、根据常识,对工作进行系统化和简化,有利于提高生产效率。4、引进自动化和计算机系统,目的在于最大限度地发挥资源的生产率。5、组织建设是企业把它的精