
离心浇铸自动化连续生产工艺.pdf

猫巷****雪凝

1/7
2/7

3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
离心浇铸自动化连续生产工艺.pdf
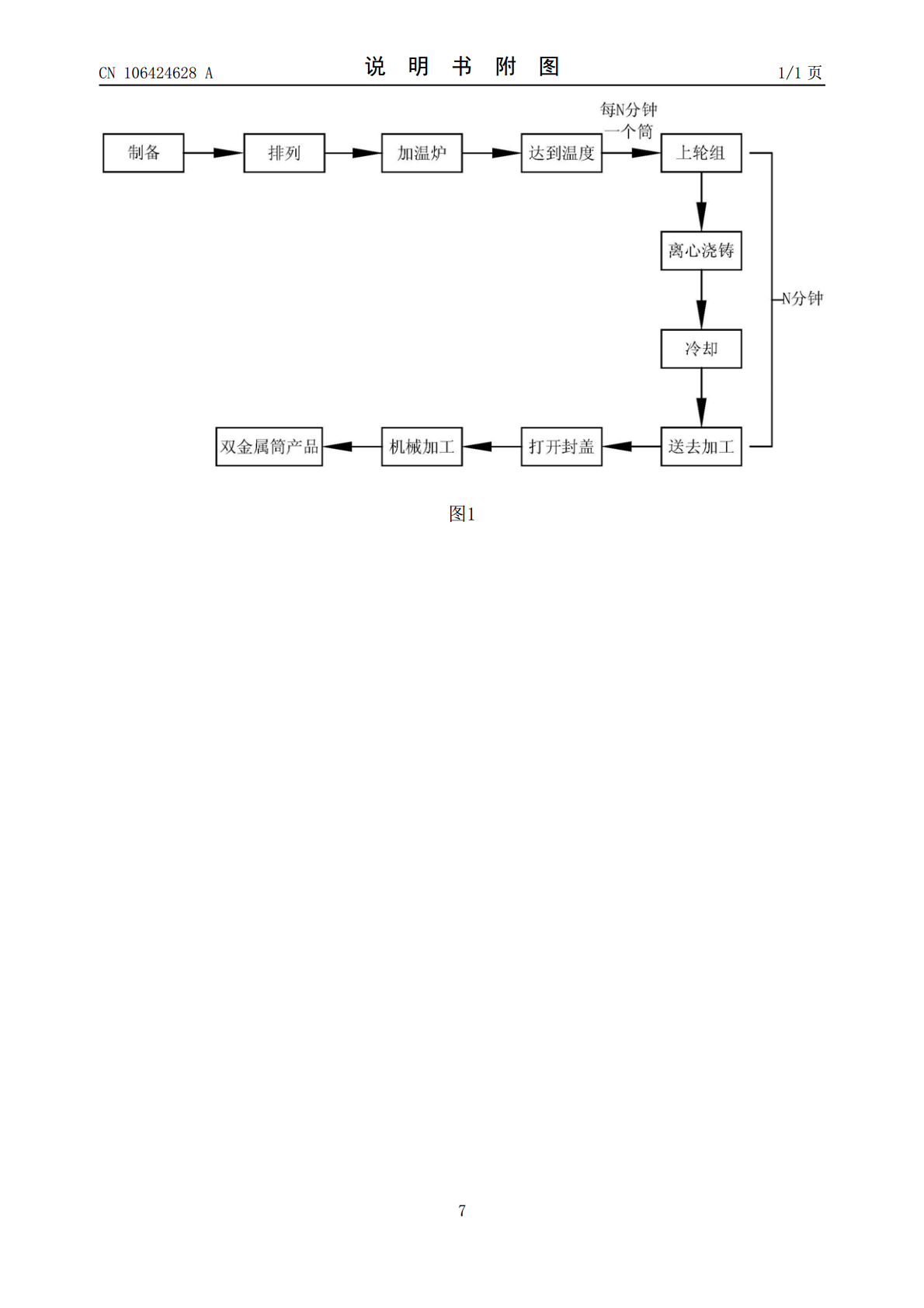
本发明为离心浇铸自动化连续生产工艺。它利用已装有被浇铸材料的封闭基底金属筒来实现连续离心浇铸,这些前后排列的封闭基底金属筒被连续挨个地自动送进或推进加温炉,当达到离心浇铸温度,出加温炉后靠自身重力借斜坡滑到旋转轮组上;经旋转产生离心浇铸效果后,立即冷却至设定温度,完成淬火,顶出后靠自身重力借斜坡滑或机械手夹到活动小车或传送带上,去产品加工;同时,后一个出了加温炉的基底金属筒正好又到旋转轮组上,开始旋转离心浇铸;打开基底金属筒两端封盖,粗精加工,如此连续加工。本发明实现了自动化的连续离心浇铸生产流水加工,提
一种离心浇铸自动化生产设备.pdf
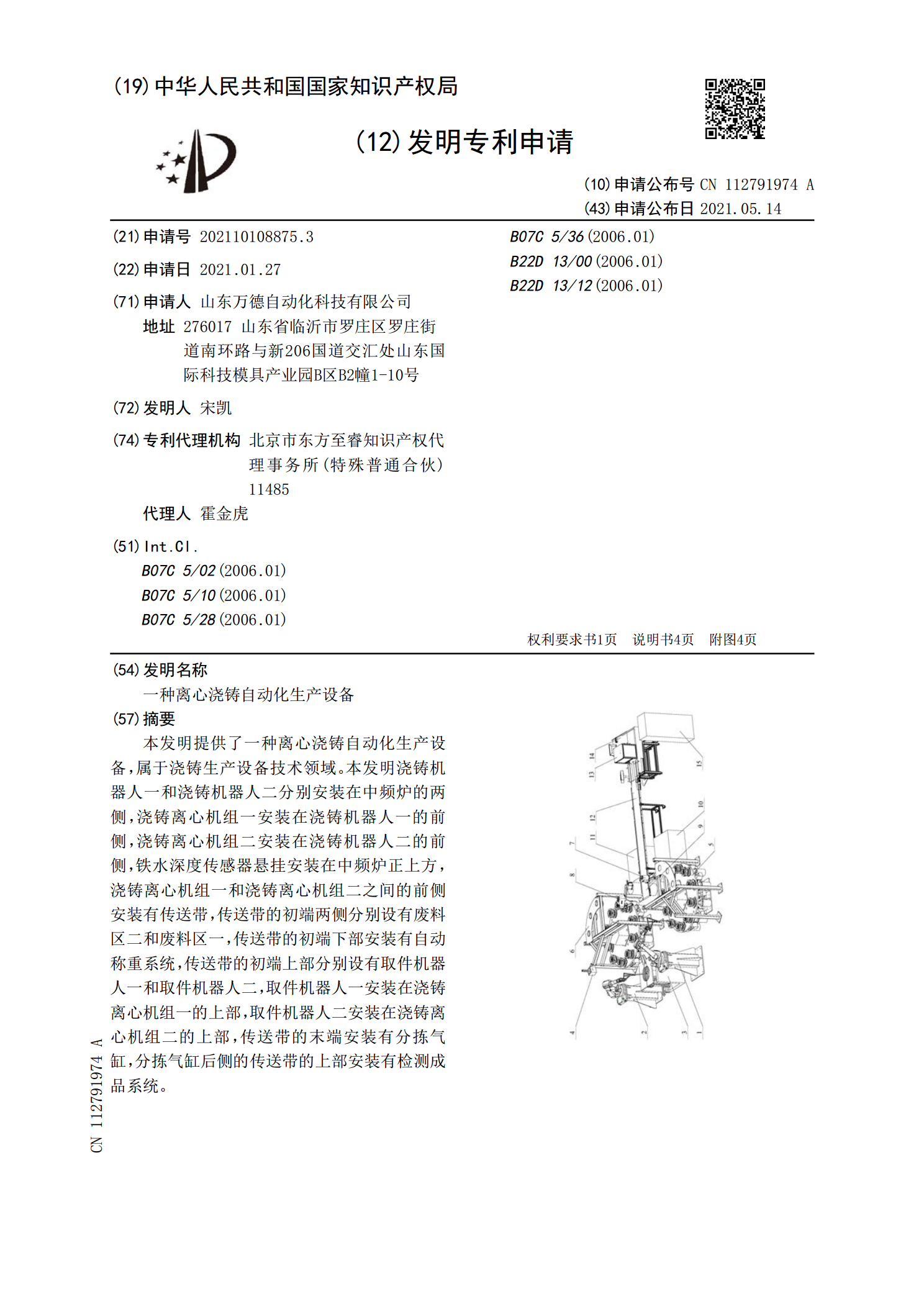
本发明提供了一种离心浇铸自动化生产设备,属于浇铸生产设备技术领域。本发明浇铸机器人一和浇铸机器人二分别安装在中频炉的两侧,浇铸离心机组一安装在浇铸机器人一的前侧,浇铸离心机组二安装在浇铸机器人二的前侧,铁水深度传感器悬挂安装在中频炉正上方,浇铸离心机组一和浇铸离心机组二之间的前侧安装有传送带,传送带的初端两侧分别设有废料区二和废料区一,传送带的初端下部安装有自动称重系统,传送带的初端上部分别设有取件机器人一和取件机器人二,取件机器人一安装在浇铸离心机组一的上部,取件机器人二安装在浇铸离心机组二的上部,传送
离心浇铸机.pdf
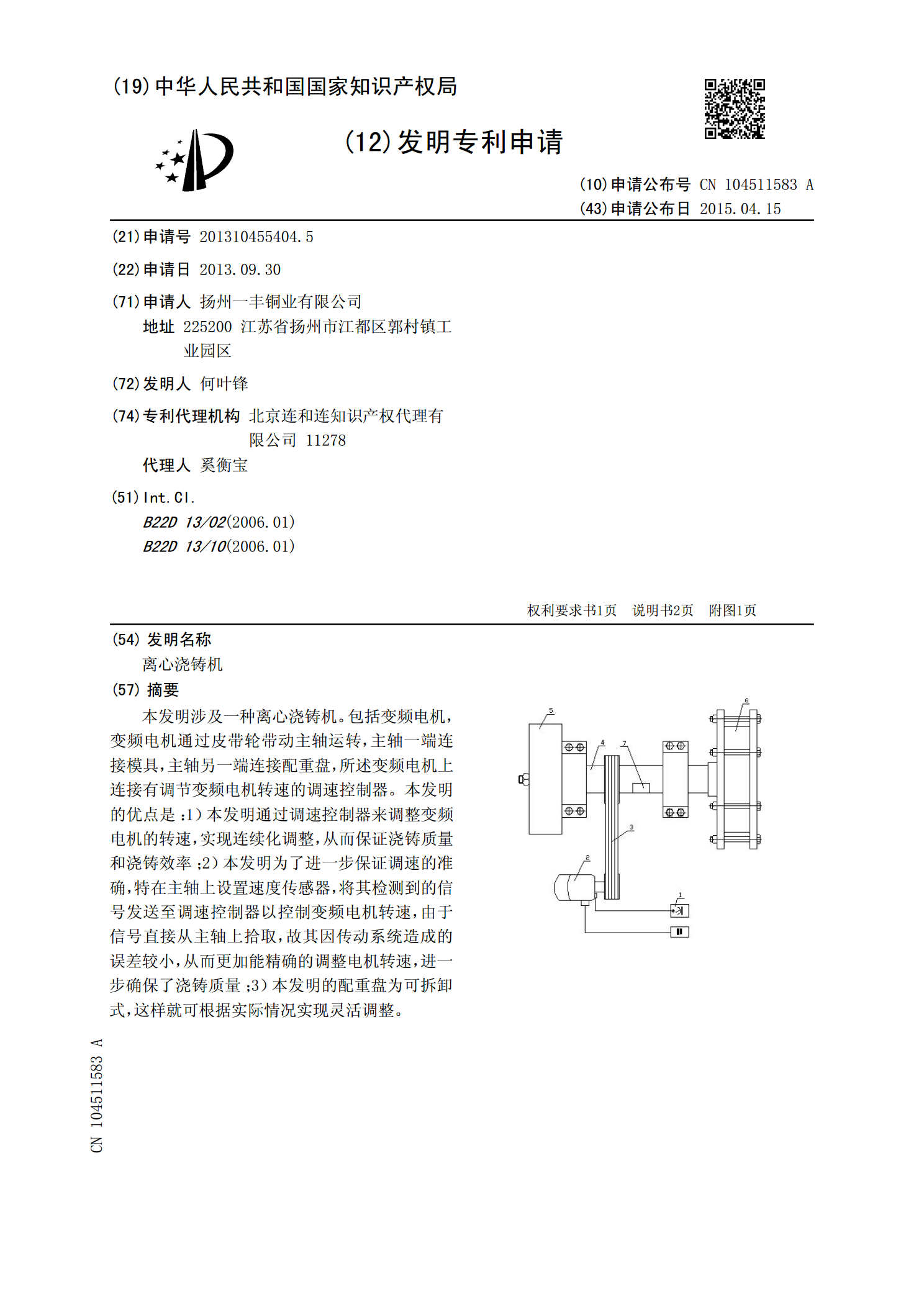
本发明涉及一种离心浇铸机。包括变频电机,变频电机通过皮带轮带动主轴运转,主轴一端连接模具,主轴另一端连接配重盘,所述变频电机上连接有调节变频电机转速的调速控制器。本发明的优点是:1)本发明通过调速控制器来调整变频电机的转速,实现连续化调整,从而保证浇铸质量和浇铸效率;2)本发明为了进一步保证调速的准确,特在主轴上设置速度传感器,将其检测到的信号发送至调速控制器以控制变频电机转速,由于信号直接从主轴上拾取,故其因传动系统造成的误差较小,从而更加能精确的调整电机转速,进一步确保了浇铸质量;3)本发明的配重盘为
杂铜再生浇铸阳极板连续生产工艺.pdf
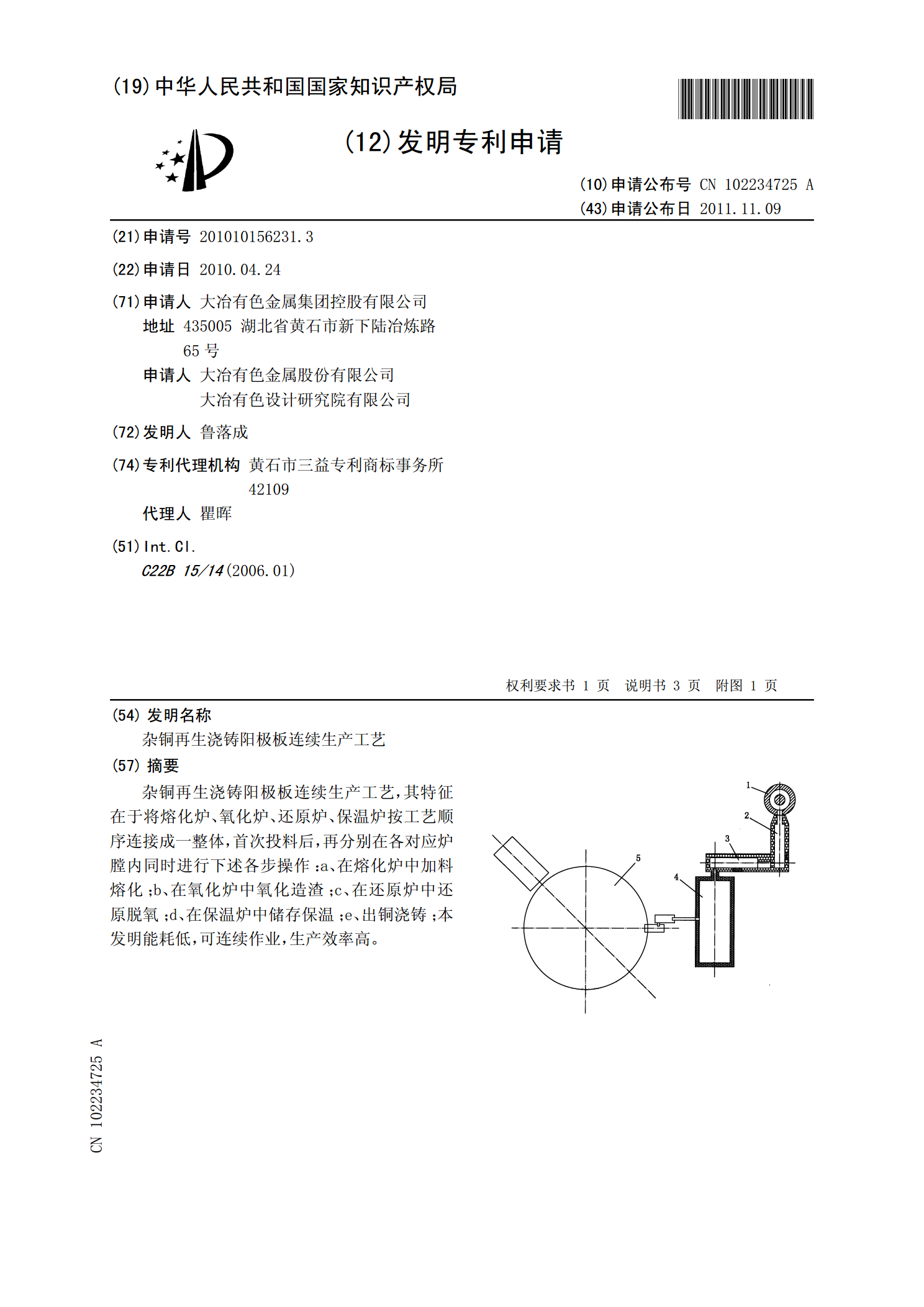
杂铜再生浇铸阳极板连续生产工艺,其特征在于将熔化炉、氧化炉、还原炉、保温炉按工艺顺序连接成一整体,首次投料后,再分别在各对应炉膛内同时进行下述各步操作:a、在熔化炉中加料熔化;b、在氧化炉中氧化造渣;c、在还原炉中还原脱氧;d、在保温炉中储存保温;e、出铜浇铸;本发明能耗低,可连续作业,生产效率高。

一种离心浇铸机的浇铸机构.pdf
本实用新型涉及浇铸技术领域,具体为一种离心浇铸机的浇铸机构,包括安装板,安装板的顶端设置有圆环凹槽,圆环凹槽的内部转动连接有圆环块,圆环块的顶端固定连接有稳定块,稳定块的一端开设有稳定通槽,稳定通槽内部的两端均设置有梯形滑动槽,两个梯形滑动槽之间滑动连接有梯形滑动块,其中一个梯形滑动块的一端固定连接有第一电机,在经过第三电机的通电启动下,第三电机的输出端带动螺杆进行转动,螺杆带动螺套进行移动,螺套通过连接杆进行翻转,进而带动浇包进行翻转并对浇包内部的铁水进行倾倒,进而通过稳定齿轮和稳定齿条的配合下完成对浇