
一种双零铝箔的成品退火工艺.pdf

青团****青吖


1/6
2/6

3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双零铝箔的成品退火工艺.pdf
本发明公开的双零铝箔的成品退火工艺包括以下步骤:a、炉外静置,b、炉内预处理,c、慢速升温,d、中温退火,e、低温退火,f、炉内冷却,g、出炉空冷,所述慢速升温步骤的升温速率为6‑12h/100℃;所述中温退火步骤的升温时间为8‑20h、保温时间为10‑175h、温度为195‑225℃;所述低温退火步骤的退火时间/温度为15‑100h/150‑185℃;本发明通过采用慢速升温,中温降性能并除油,再经低温除油的工艺达到提升双零铝箔的质量,使铝箔力学性能、除油效果、粘附性能、控制热鼓的指标效果显著,满足
一种8006合金双零铝箔的退火工艺.pdf
本发明涉及双零铝箔退火技术领域,且公开了一种8006合金双零铝箔的退火工艺,具体步骤如下:通过步骤一:炉外静置;步骤二:炉内预处理;步骤三:均匀退火;步骤四:中温退火;步骤五:低温退火;步骤六:炉内冷却;步骤七:出炉。该8006合金双零铝箔的退火工艺,可减少热鼓卷产生的数量和热鼓深度,降低热鼓产生的报废量,降低生产成本。

一种1100合金双零铝箔的退火工艺.pdf
本发明涉及双零铝箔退火技术领域,且公开了一种1100合金双零铝箔的退火工艺,均匀退火分为三个阶段,第一阶段的升温时间为1‑2小时,炉内的温度为290℃;第二阶段的升温时间为1‑2小时,炉内的温度为580℃;第三阶段的升温时间为3‑4小时,炉内的温度为530℃;通过均匀化、中间退火两种热处理技术的研究,促进铝基体内溶质的浓度均匀化,并有效消除晶内偏析、区域偏析,从而改善铝基体的塑性和深加工性能,摸索出一套适用于1100合金的生产工艺。
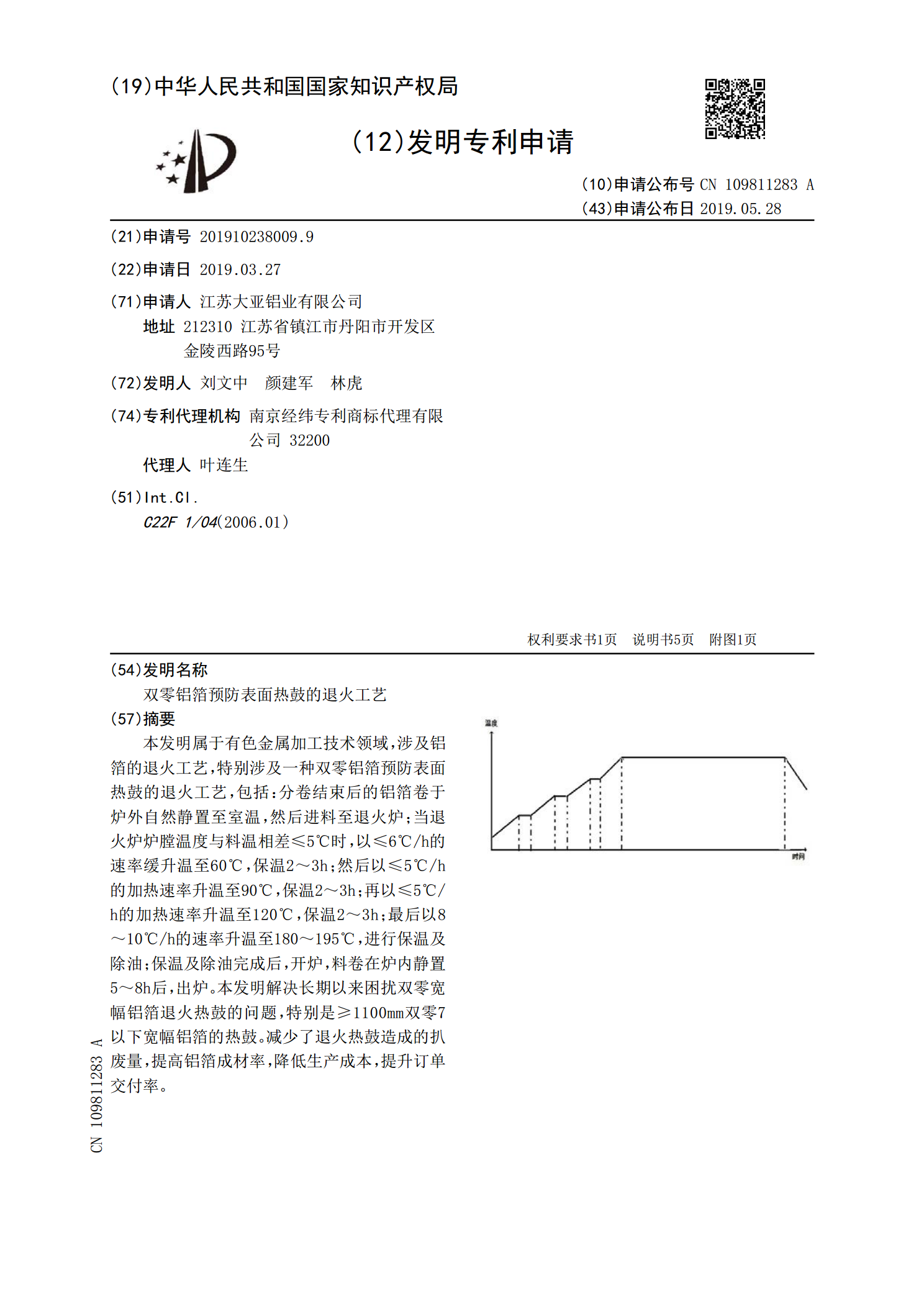
双零铝箔预防表面热鼓的退火工艺.pdf
本发明属于有色金属加工技术领域,涉及铝箔的退火工艺,特别涉及一种双零铝箔预防表面热鼓的退火工艺,包括:分卷结束后的铝箔卷于炉外自然静置至室温,然后进料至退火炉;当退火炉炉膛温度与料温相差≤5℃时,以≤6℃/h的速率缓升温至60℃,保温2~3h;然后以≤5℃/h的加热速率升温至90℃,保温2~3h;再以≤5℃/h的加热速率升温至120℃,保温2~3h;最后以8~10℃/h的速率升温至180~195℃,进行保温及除油;保温及除油完成后,开炉,料卷在炉内静置5~8h后,出炉。本发明解决长期以来困扰双零宽幅铝箔退
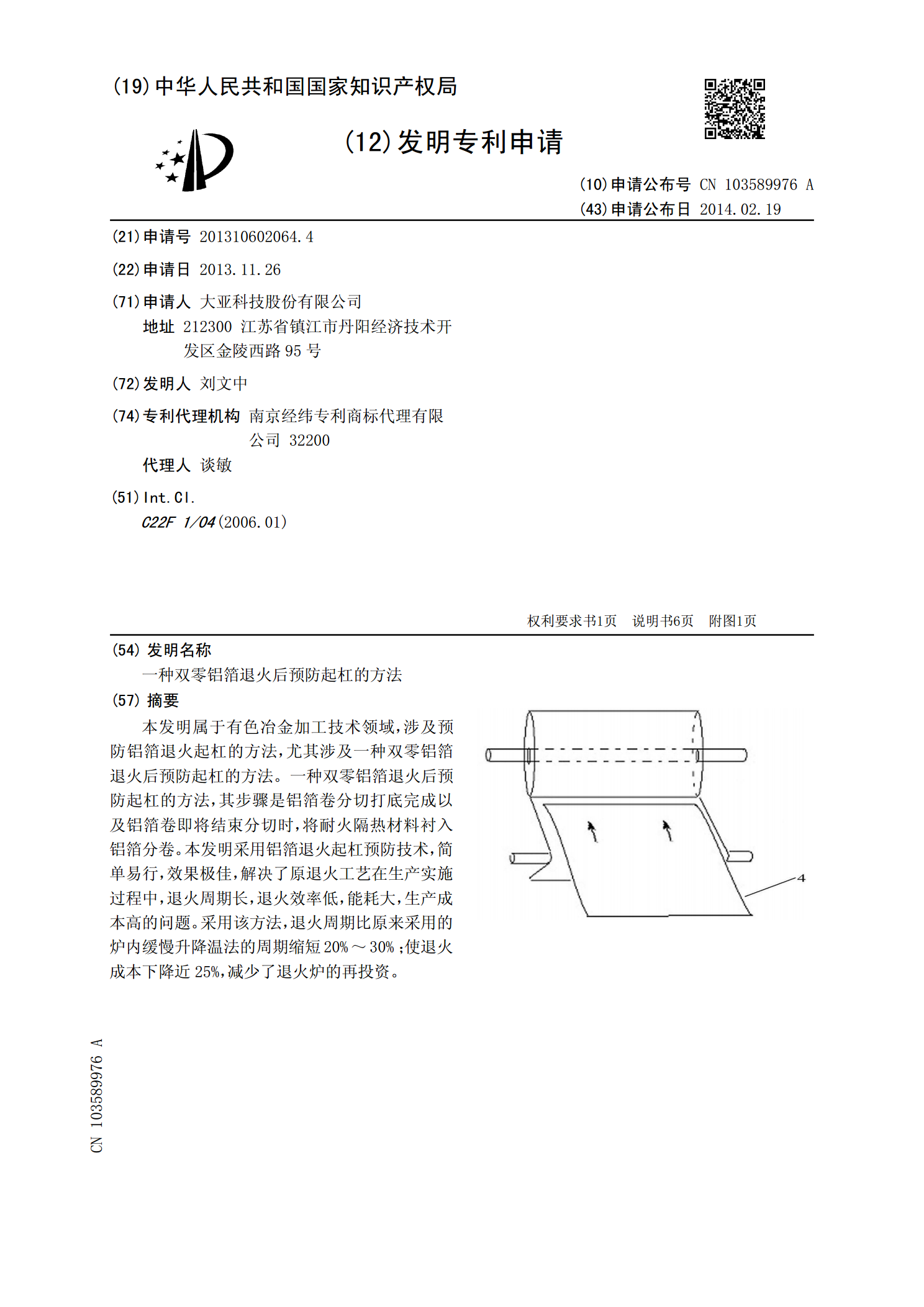
一种双零铝箔退火后预防起杠的方法.pdf
本发明属于有色冶金加工技术领域,涉及预防铝箔退火起杠的方法,尤其涉及一种双零铝箔退火后预防起杠的方法。一种双零铝箔退火后预防起杠的方法,其步骤是铝箔卷分切打底完成以及铝箔卷即将结束分切时,将耐火隔热材料衬入铝箔分卷。本发明采用铝箔退火起杠预防技术,简单易行,效果极佳,解决了原退火工艺在生产实施过程中,退火周期长,退火效率低,能耗大,生产成本高的问题。采用该方法,退火周期比原来采用的炉内缓慢升降温法的周期缩短20%~30%;使退火成本下降近25%,减少了退火炉的再投资。