
一种提高圆锥齿轮热锻精度的方法.pdf

努力****甲寅

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种提高圆锥齿轮热锻精度的方法.pdf
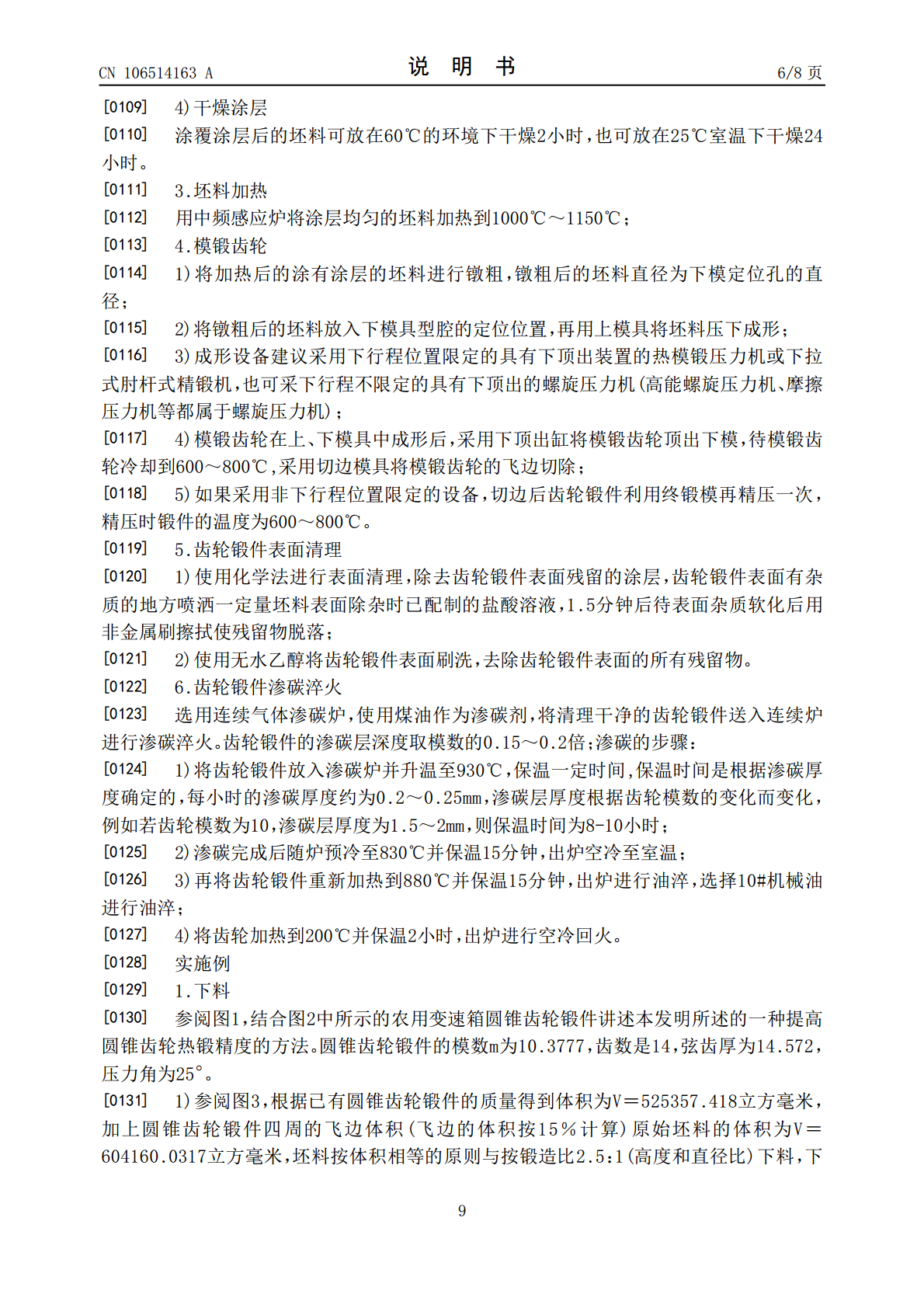
本发明公开了一种提高圆锥齿轮热锻精度的方法,旨在克服圆锥齿轮热锻过程中氧化皮造成的齿轮齿形精度下降的问题,所述的一种提高圆锥齿轮热锻精度的方法的步骤:1.下料;2.表面涂覆涂层:坯料表面涂覆0.1毫米~0.3毫米厚的高温抗氧化的并与坯料具有良好结合性能的涂层;步骤为:1)配料;2)搅拌混合;3)喷涂涂层;4)干燥涂层:涂覆涂层后的坯料可放在60℃的环境下干燥2小时,或放在25℃室温下干燥24小时;3.坯料加热:采用中频感应炉将涂层均匀的坯料加热到1000℃~1150℃;4.模锻齿轮;5.齿轮锻件表面清理;
用于非圆锥齿轮的热锻成形模具及热锻成形工艺.pdf
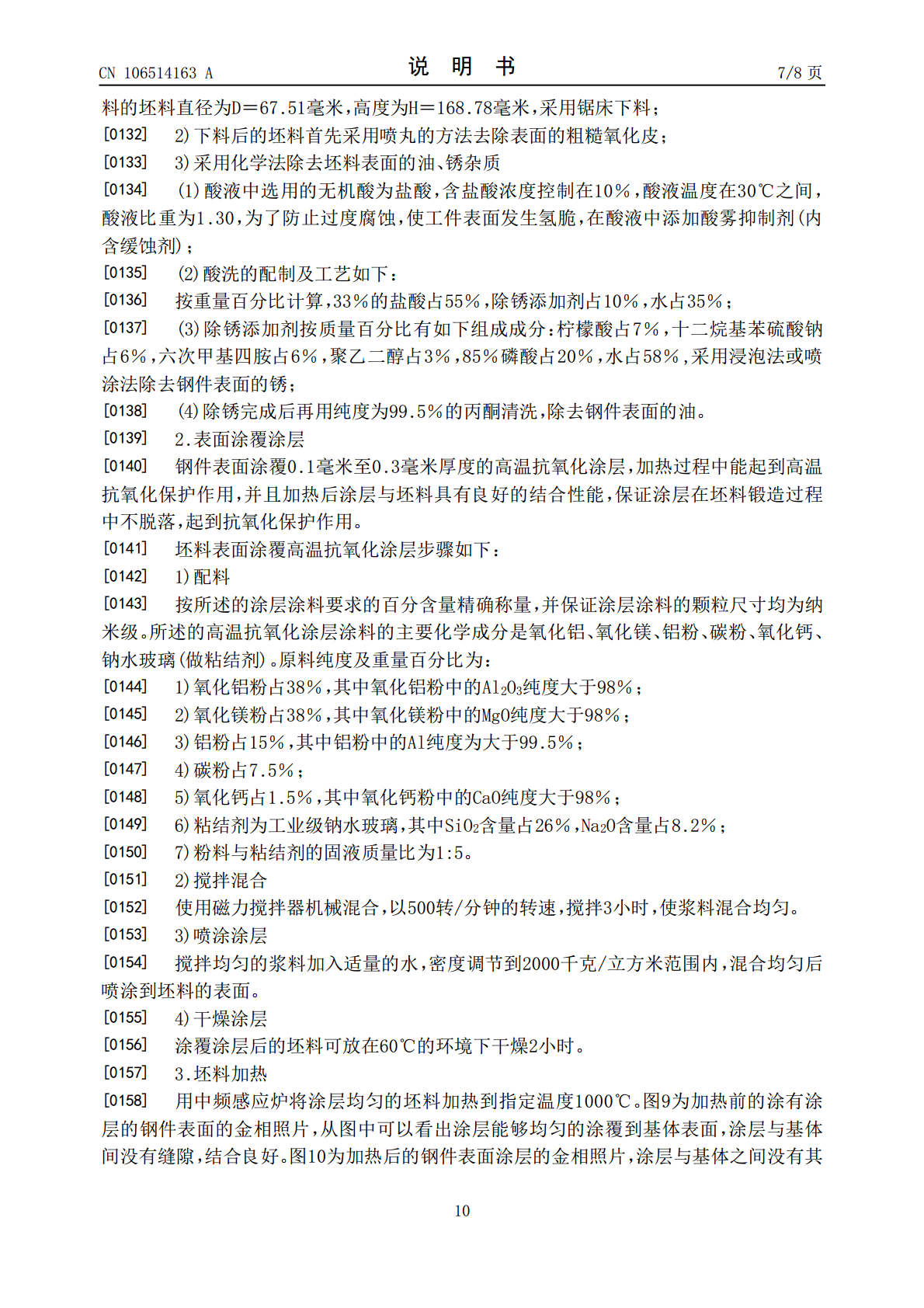
本发明公开了一种用于非圆锥齿轮的热锻成形模具设计方法,设计预制坯模具时包括以下步骤:将非圆锥齿轮按单个齿分割成多个部分,并将多个分割后的部分转化为多个具有扇形截面且等高的扇形柱体;以多个扇形柱体的圆弧中点为基准点,采用样条曲线将所有基准点连接成一闭合曲线即为预制坯的径向截面形状;根据扇形柱体的高度、预制坯的径向截面形状以及预制坯的最大轴向截面为分模面进行预制坯模具的加工。采用本热锻成形模具,可大幅度提高非圆锥齿轮生产效率,降低制造成本。

一种高精度热锻冲压成型方法及装置.pdf
本发明公开了一种高精度热锻冲压成型方法及装置,装置包括机械手张夹机构、机械手位移机构、下料机构、编码器、PLC控制器,冲床的上模具固定在冲床的曲轴滑块上,由伺服电机驱动曲轴转动;编码器通过固定板和联轴器连接曲轴,编码器、伺服电机、机械手张夹机构、机械手位移机构均与PLC控制器连接;PLC控制器中预先编有通过上模具移动距离S计算对应的PLC控制器接收到编码器的脉冲数N的算法,工作时PLC控制器控制夹爪与上模具的配合动作,上模具向下移动距离S时PLC控制器接收到N个脉冲,同时控制夹爪张开,工件由上模具带入下模
一种齿轮热精锻设备.pdf
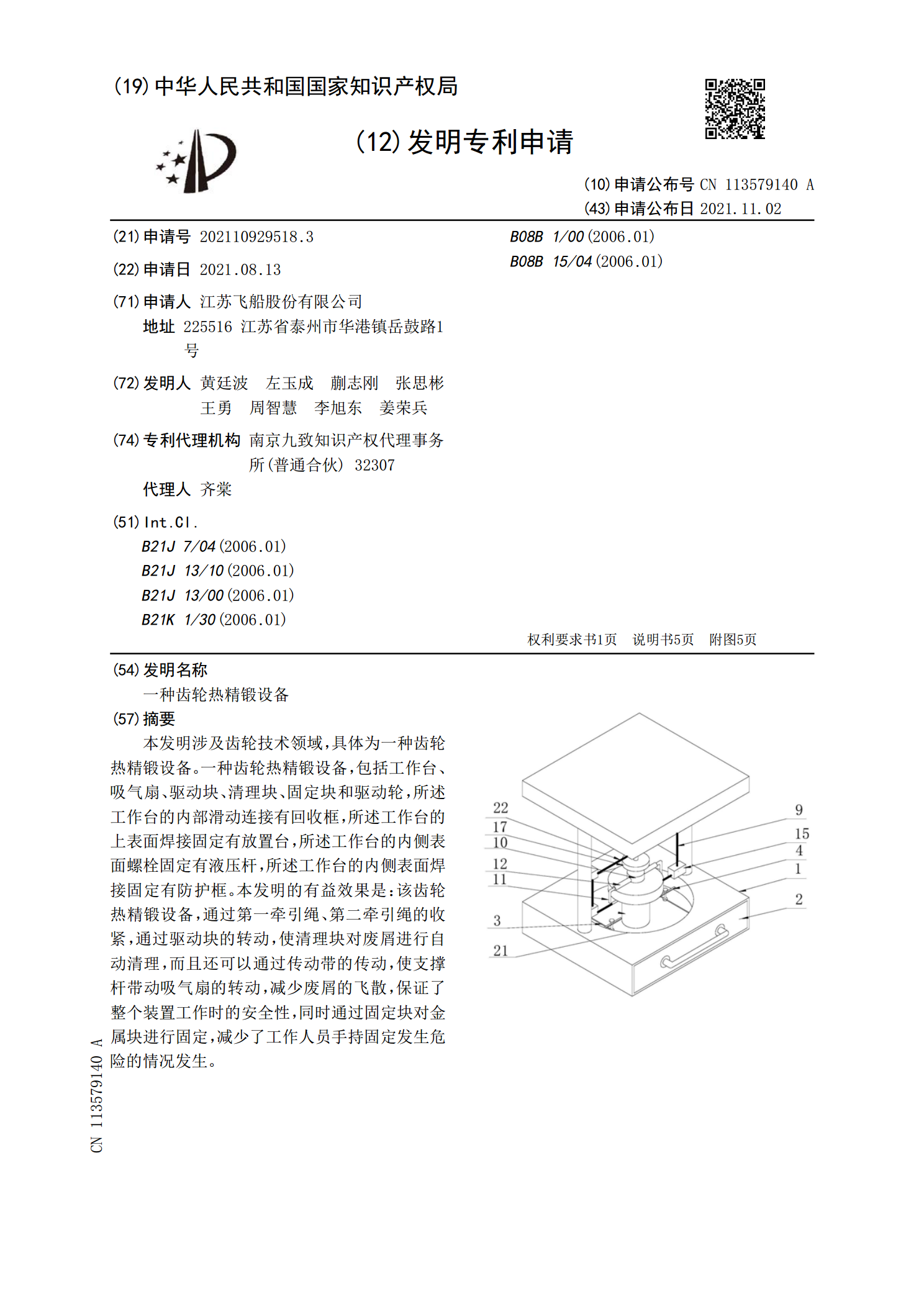
本发明涉及齿轮技术领域,具体为一种齿轮热精锻设备。一种齿轮热精锻设备,包括工作台、吸气扇、驱动块、清理块、固定块和驱动轮,所述工作台的内部滑动连接有回收框,所述工作台的上表面焊接固定有放置台,所述工作台的内侧表面螺栓固定有液压杆,所述工作台的内侧表面焊接固定有防护框。本发明的有益效果是:该齿轮热精锻设备,通过第一牵引绳、第二牵引绳的收紧,通过驱动块的转动,使清理块对废屑进行自动清理,而且还可以通过传动带的传动,使支撑杆带动吸气扇的转动,减少废屑的飞散,保证了整个装置工作时的安全性,同时通过固定块对金属块进

一种用于提高渗氮圆锥齿轮零件加工精度的方法.pdf
本发明涉及零件的加工领域,特别是一种用于提高渗氮圆锥齿轮零件加工精度的方法,其特征是:它包括如下步骤:1)粗车毛坯;2)热处理调质;3)、半精车齿坯;4)、辅助工序;5)去应力退火;6)齿坯精加工;7)平磨齿轮厚度侧面;8)车球面;9)精磨齿顶圆;10)车顶圆锥;11)车背圆锥;12)齿轮精加工;13)检验;14)齿面氮化处理;15)、检验。该方法能够在保证圆锥齿轮精度的情况下提高渗氮效果。