
抗菌不锈钢精密脱腊铸造铸件的工艺技术.pdf

一吃****新冬


1/5

2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
抗菌不锈钢精密脱腊铸造铸件的工艺技术.pdf
一种抗菌不锈钢精密脱腊铸造铸件的工艺技术,其是利用在双相不锈钢中添加银并以大气熔炼,在该熔炼过程中再施以液态氩气来防止金属表面产生反应,且银的添加时机是在该双相不锈钢熔炼至一半时,先行关闭电源再将银加入到钢水中,可避免工频炉(Highfrequencyinductionfurnace)的搅拌作用使银浮于水表面,从而达到均匀分布的目的,采用添加银的双相不锈钢基材的合金不锈钢,而有抗菌的功效。

抗菌不锈钢精密脱腊铸造铸件的方法.pdf
本发明涉及一种抗菌不锈钢精密脱腊铸造铸件的方法,其是利用双相不锈钢材料,添加银并以大气熔炼,且在出炉前将稀土元素添加至钢水中,然后配合精密脱腊铸造流程来完成,其中,将浇铸完成后的铸品,经过热处理后,使其材质均匀化。利用在双相不锈钢中添加银的合金技术,可使铸件达到抗菌、耐蚀的功效,并延长其使用寿命,尤其使该铸件具有极佳的抗菌效果,适用于餐锅刀具、医疗器械或食品机械等,较具安全性,与传统的不锈钢铸件相比具有进步和实用性。
铸件的精密铸造工艺.pdf
本发明提供一种铸件的精密铸造工艺,采用分段升温焙烧方式对步骤(四)的壳模进行焙烧,在焙烧中:首先在550度以前升温速度控制在120度/小时,其次,在550度保温1小时,然后,全速升温到1050度,且保持1050度半个小时,最后出炉冷却;本发明结合了精密铸造与砂铸工艺的各自优点,采用分段升温焙烧方式,形成高强度的壳模,达到铸造大铸件的强度要求。

铸件的精密铸造工艺.pdf
本发明提供一种铸件的精密铸造工艺,在蜡模表面涂设第一面层,在蜡模表面浸涂用锆粉与硅溶胶粘结剂配制浆液,该浆液的粘度值在35~40秒;用120目的锆砂在经过浸涂浆液的蜡模表面进行人工浮砂,浮砂后应清理所述铁片刃上的残留浆液和锆砂;本发明结合了精密铸造与砂铸工艺的各自优点,实现了大铸件的精密铸造技术,本发明的壳模通过多次特殊配制的浆液浸粘与人工浮砂,并采用分段升温焙烧方式,形成高强度的壳模,达到铸造大铸件的强度要求。
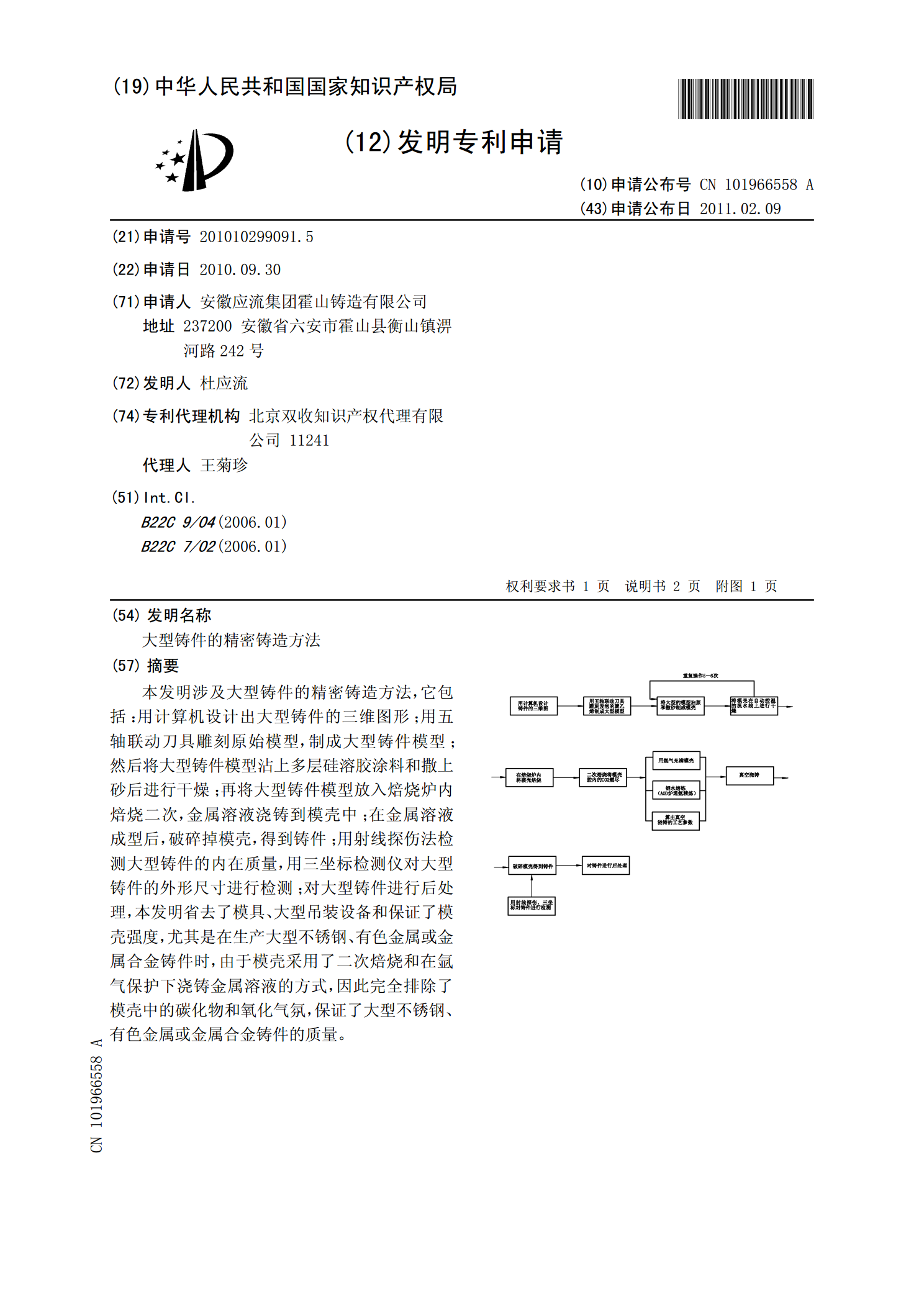
大型铸件的精密铸造方法.pdf
本发明涉及大型铸件的精密铸造方法,它包括:用计算机设计出大型铸件的三维图形;用五轴联动刀具雕刻原始模型,制成大型铸件模型;然后将大型铸件模型沾上多层硅溶胶涂料和撒上砂后进行干燥;再将大型铸件模型放入焙烧炉内焙烧二次,金属溶液浇铸到模壳中;在金属溶液成型后,破碎掉模壳,得到铸件;用射线探伤法检测大型铸件的内在质量,用三坐标检测仪对大型铸件的外形尺寸进行检测;对大型铸件进行后处理,本发明省去了模具、大型吊装设备和保证了模壳强度,尤其是在生产大型不锈钢、有色金属或金属合金铸件时,由于模壳采用了二次焙烧和在氩气保