
一种轻化型车轮轮毂结构的配方及其加工工艺.pdf

宁馨****找我


1/8

2/8

3/8

4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轻化型车轮轮毂结构的配方及其加工工艺.pdf
本发明公开了一种轻化型车轮轮毂结构的配方,其组分按重量包括:铝、铜、镁、镉、锡、铅、锰、铁、锌、钛。本发明还提出了一种轻化型车轮轮毂结构的加工工艺,对其进行均匀混合搅拌,然后放置到熔炼炉中进行熔炼,将铅、锰、铁、锌与钛放置到搅拌装置内,对其进行均匀混合搅拌,然后放置到熔炼炉中进行熔炼,从而形成合金溶液,准备轮毂成型所需的车轮轮毂模具,将合金溶液流入到处理的车轮轮毂模具中,待其初步成型后,通过注塑机对其进行压制成型,进行自然风干处理,即为车轮轮毂成品。本发明提高了车轮轮毂的使用寿命,不仅保证了其的强度,能够

一种轻化型汽车车轮轮毂的配方及其制备工艺.pdf
本发明公开了一种轻化型汽车车轮轮毂的配方,其原料按重量的配方如下:钛锭40‑55份、锰锭10‑16份、锡锭10‑16份、镁锭5‑8份、铁锭5‑8份、锌锭5‑8份、铜锭2‑4份、铌锭2‑4份、锶锭2‑4份、锡锭2‑4份、氮化硅1‑3份、三硫化二锑1‑3份。本发明还提供了一种轻化型汽车车轮轮毂的制备工艺。本发明能够降低轮毂的重量,且保证其的强度,还增加轮毂的抗压能力,先将其原料进行热处理,能够激发各原料的活性,从而使其机械强度高,尤其是抗冲击性能优越,保证轮毂使用的安全。
一种汽车轮毂螺栓及其加工工艺.pdf
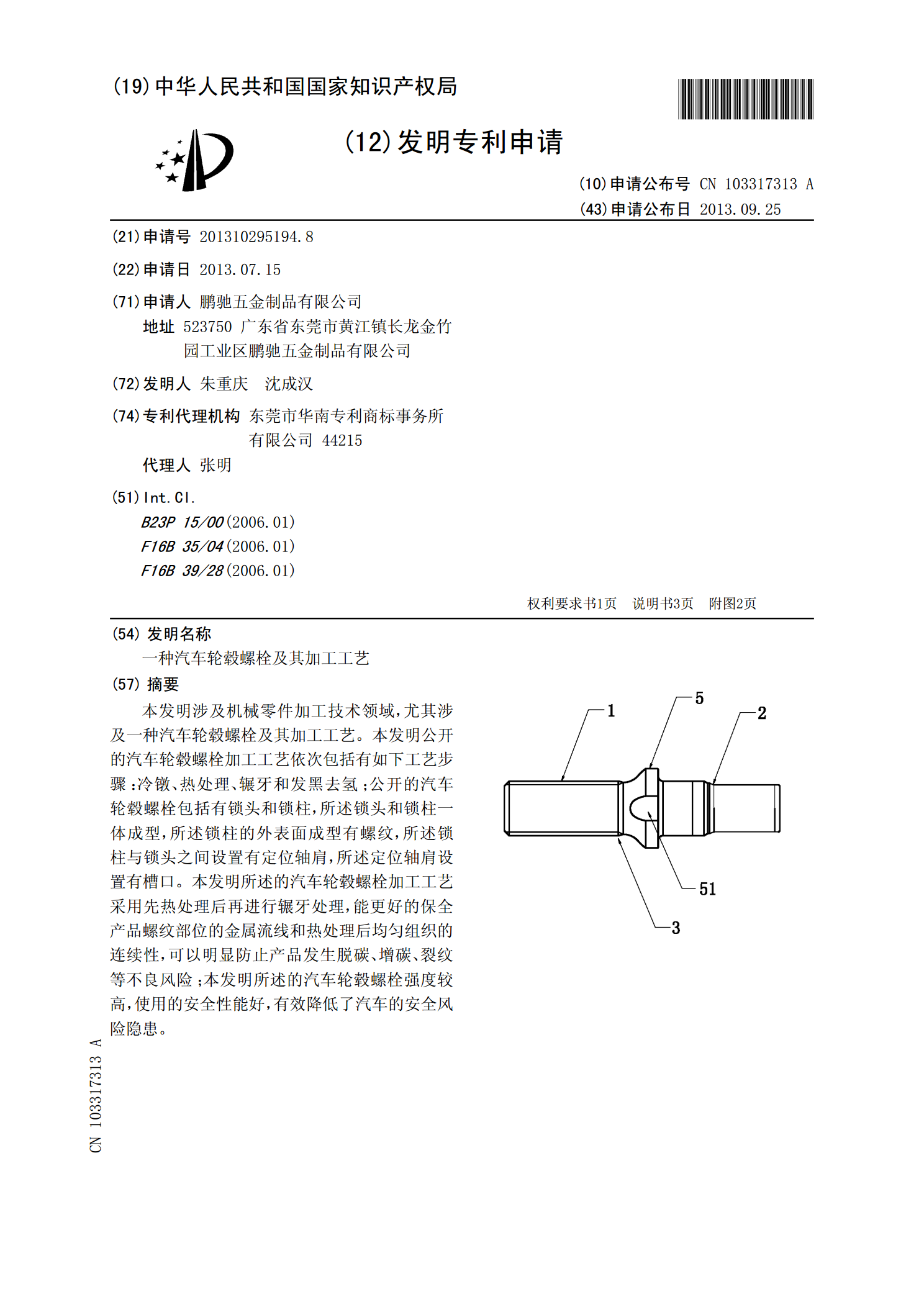
本发明涉及机械零件加工技术领域,尤其涉及一种汽车轮毂螺栓及其加工工艺。本发明公开的汽车轮毂螺栓加工工艺依次包括有如下工艺步骤:冷镦、热处理、辗牙和发黑去氢;公开的汽车轮毂螺栓包括有锁头和锁柱,所述锁头和锁柱一体成型,所述锁柱的外表面成型有螺纹,所述锁柱与锁头之间设置有定位轴肩,所述定位轴肩设置有槽口。本发明所述的汽车轮毂螺栓加工工艺采用先热处理后再进行辗牙处理,能更好的保全产品螺纹部位的金属流线和热处理后均匀组织的连续性,可以明显防止产品发生脱碳、增碳、裂纹等不良风险;本发明所述的汽车轮毂螺栓强度较高,使
一种汽车轮毂、加工装置及其工艺.pdf
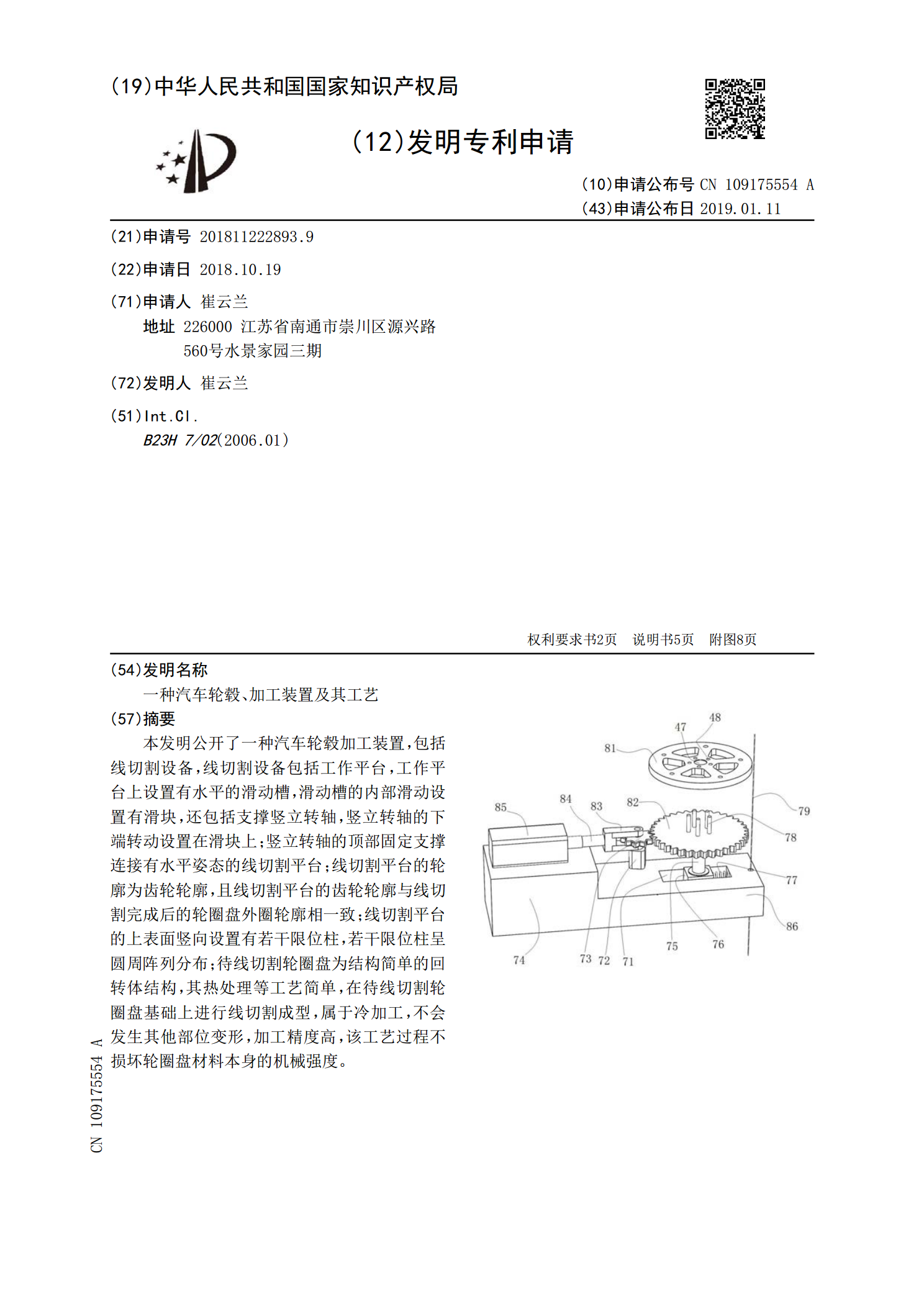
本发明公开了一种汽车轮毂加工装置,包括线切割设备,线切割设备包括工作平台,工作平台上设置有水平的滑动槽,滑动槽的内部滑动设置有滑块,还包括支撑竖立转轴,竖立转轴的下端转动设置在滑块上;竖立转轴的顶部固定支撑连接有水平姿态的线切割平台;线切割平台的轮廓为齿轮轮廓,且线切割平台的齿轮轮廓与线切割完成后的轮圈盘外圈轮廓相一致;线切割平台的上表面竖向设置有若干限位柱,若干限位柱呈圆周阵列分布;待线切割轮圈盘为结构简单的回转体结构,其热处理等工艺简单,在待线切割轮圈盘基础上进行线切割成型,属于冷加工,不会发生其他部

双盲孔轻量型汽车轮毂轴承法兰及其加工和检测方法.pdf
本发明涉及一种双盲孔轻量型汽车轮毂轴承法兰及其加工和检测方法,所属汽车轮毂轴承法兰技术领域,包括轮毂轴承,所述的轮毂轴承上设有与轮毂轴承呈一体化的法兰盘,所述的法兰盘上设有若干轻量孔,两相邻的轻量孔间设有加强筋。具有结构简单、加工工艺便捷、尺寸精度稳定性好和效率高的特点。解决了满足汽车轮毂轴承单元静载荷的同时实现减重轻量化的问题。