
钢带的冷却方法和冷却设备.pdf

书生****22

1/10

2/10

3/10
4/10
5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
钢带的冷却方法和冷却设备.pdf
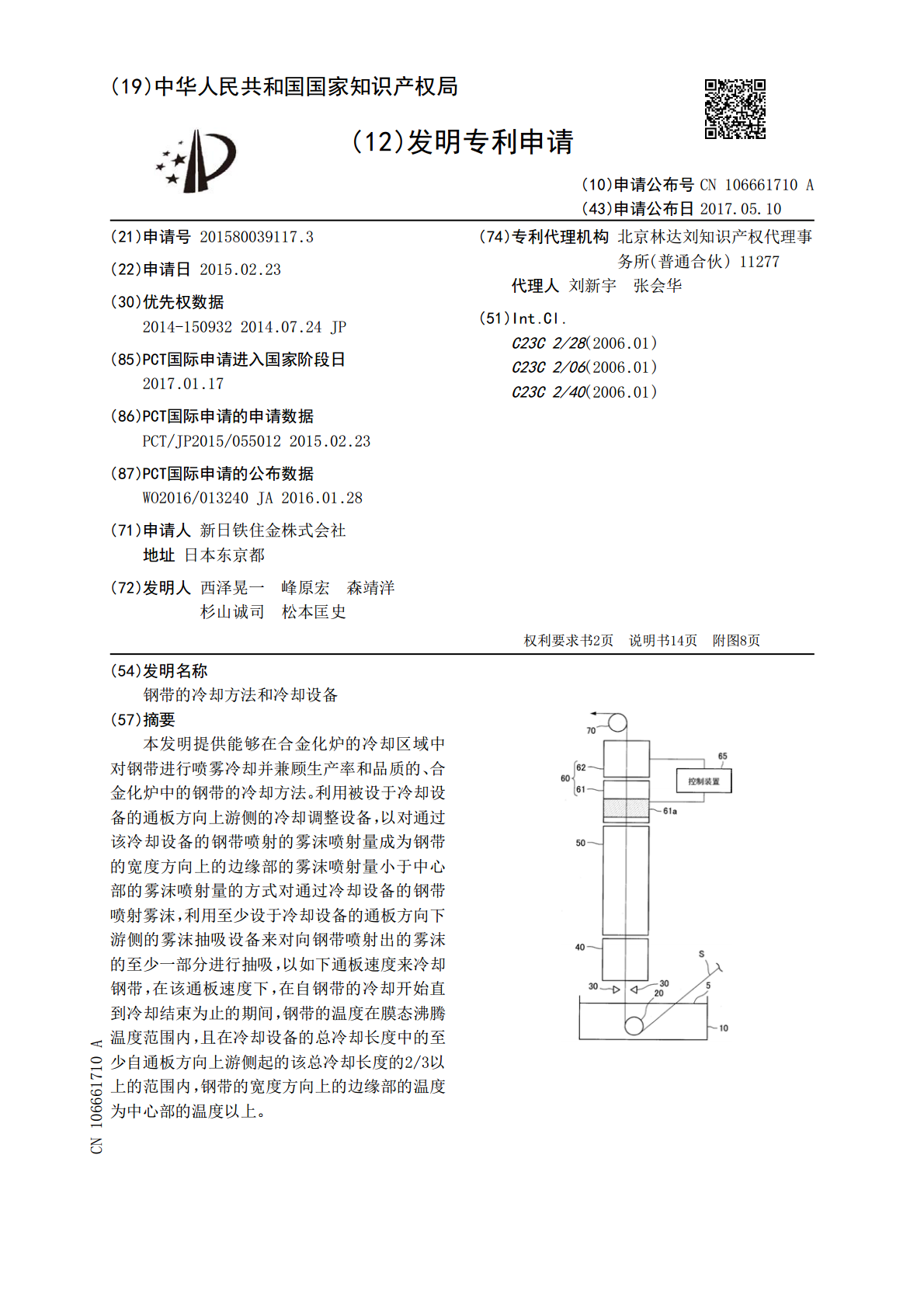
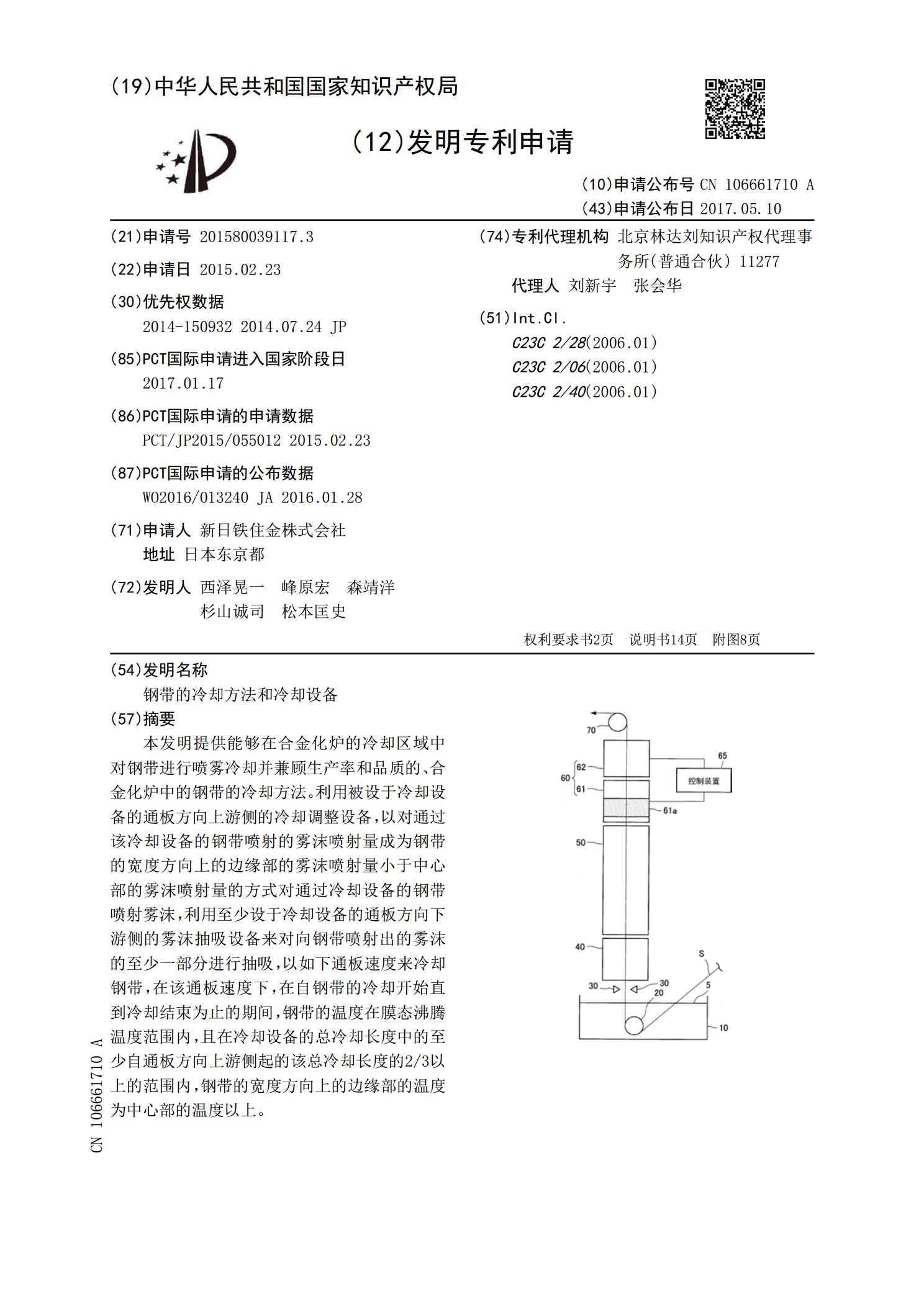
本发明提供能够在合金化炉的冷却区域中对钢带进行喷雾冷却并兼顾生产率和品质的、合金化炉中的钢带的冷却方法。利用被设于冷却设备的通板方向上游侧的冷却调整设备,以对通过该冷却设备的钢带喷射的雾沫喷射量成为钢带的宽度方向上的边缘部的雾沫喷射量小于中心部的雾沫喷射量的方式对通过冷却设备的钢带喷射雾沫,利用至少设于冷却设备的通板方向下游侧的雾沫抽吸设备来对向钢带喷射出的雾沫的至少一部分进行抽吸,以如下通板速度来冷却钢带,在该通板速度下,在自钢带的冷却开始直到冷却结束为止的期间,钢带的温度在膜态沸腾温度范围内,且在冷却

冷却装置、图像形成设备和冷却方法.pdf
本发明涉及冷却装置、图像形成设备和冷却方法。连续的树脂膜被传送并且色调剂图像被转印到所述连续的树脂膜上,在所述色调剂图像被加热以使得所述色调剂图像被定影到所述树脂膜之后,所述冷却装置冷却所述连续的树脂膜。所述色调剂图像所定影到的所述树脂膜在所述树脂膜的图像表面侧以凸出的方式弯曲的状态下被冷却。

冷却设备和方法.pdf
本发明涉及冷却设备,其包括基板(10)、蒸发器(1)和冷凝器(14)。为了获得简单和高效的冷却设备,蒸发器(1)为多孔铝蒸发器,其具有毛细结构,该毛细结构具有孔,以及在蒸发器的第二端(8)和第一端(7)之间延伸通过蒸发器(1)的多个大尺寸蒸发器通道。沿着蒸发器(1)的第二表面(16)延伸的补偿室(2)接收来自冷凝器(14)的第一流体,使得通到蒸发器(1)的第二表面(16)中的孔被提供第一流体。

一种中心冷却管用钢带制造方法和冷却管绕制方法.pdf
本发明公开了一种中心冷却管用钢带制造方法和冷却管绕制方法。本发明中心冷却管用钢带制造方法包括第一次退火、两次冷拔、第二次退火、酸洗、第三次冷拔、两次冷轧、第三次退火、再两次冷轧。冷却管绕制方法包括导带轮安装校正、绕制工装安装校正、冷却管外径测量工装安装调正、同步退扭装置安装校正、螺距校正、绕制、清洗。本发明制造的矩形钢带通条性好,而由此矩形钢带绕制中心冷却管外观完美,表面无侧面反向曲线,外径、螺距均匀,达到各种实际使用公差要求,连续绕制长度大,在未来聚变堆超导导体制造中有广泛应用,尤其,在目前7方合作的国

用于制造冷却装置的方法、冷却装置及冷却设备.pdf
本发明涉及一种用于制造冷却动力电子器件(8)的冷却装置(1)的方法(14)。根据本发明,在施加步骤(15)中,至少按照区域地将薄铜层(10)施加到至少一个陶瓷板(7)的接合侧(6)。在随后的预备步骤(16)中,至少一个陶瓷板(7)在平坦的铝制本体(2)的第一上侧(5a)布置有所述薄铜层(10)。替代地,在所述预备步骤(16)中,至少一个陶瓷板(7)在每种情况下在所述平坦的铝制本体(2)的所述第一上侧(5a)和第二上侧(5b)布置有所述薄铜层(10)。在接合步骤(17)中,相应的陶瓷板(7)通过由供热进行的