
高温耐蚀法兰锻件的锻造工艺.pdf

含秀****66


1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高温耐蚀法兰锻件的锻造工艺.pdf
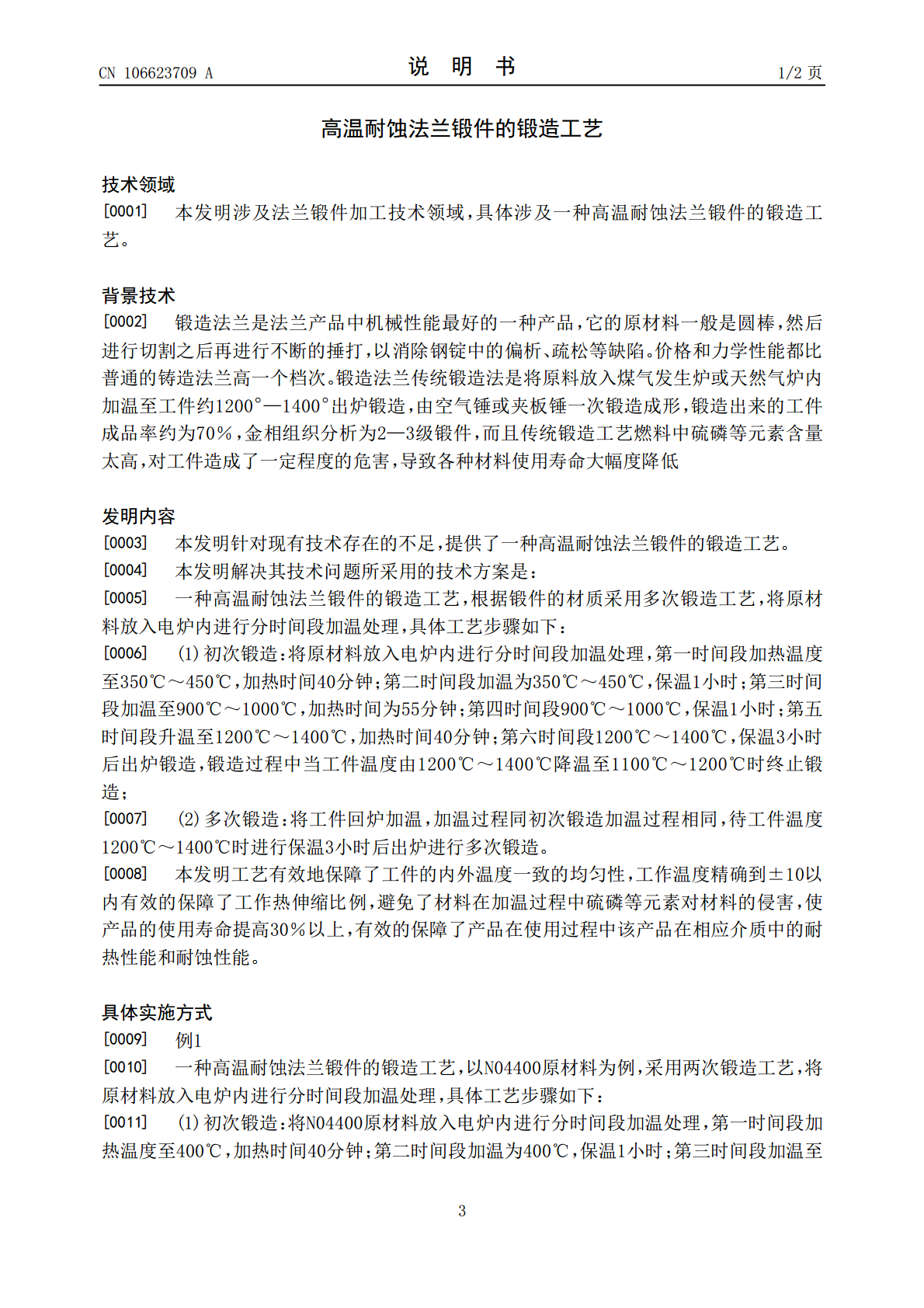
高温耐蚀法兰锻件的锻造工艺,根据锻件的材质采用多次锻造工艺,将原材料放入电炉内进行分时间段加温处理,第一时间段加热温度至350℃~450℃;第二时间段加温为350℃~450℃保温;第三时间段加温至900℃~1000℃;第四时间段900℃~1000℃保温;第五时间段升温至1200℃~1400℃;第六时间段1200℃~1400℃保温3小时后出炉锻造,锻造过程中当工件温度由1200℃~1400℃降温至1100℃~1200℃时终止锻造;将工件回炉加温,加温过程同初次锻造加温过程相同,进行多次锻造。本发明工艺有效地

一种行星架法兰锻件锻造工艺.pdf
本发明提供了一种行星架法兰锻件锻造工艺,获得行星架法兰锻件金属的全纤维流线,从而锻件加工余量减少,提高了材料利用率,减少了锻后热处理的工序成本;使得锻件内外组织致密,力学性能增强,热处理工序压力减小,其特征在于:其包括以下步骤:(1)计算锻料尺寸、下料;(2)锻料外圈镦粗、滚圆;(3)把锻料放入与行星架法兰形状相似的漏盘中,镦粗、旋转压平;(4)下冲头对锻件冲盲孔;(5)对锻件滚圆、平整、上冲头冲孔;(6)对步骤(5)得出的锻件进行整形、成形行星架法兰。
一种法兰锻件的锻造方法.pdf
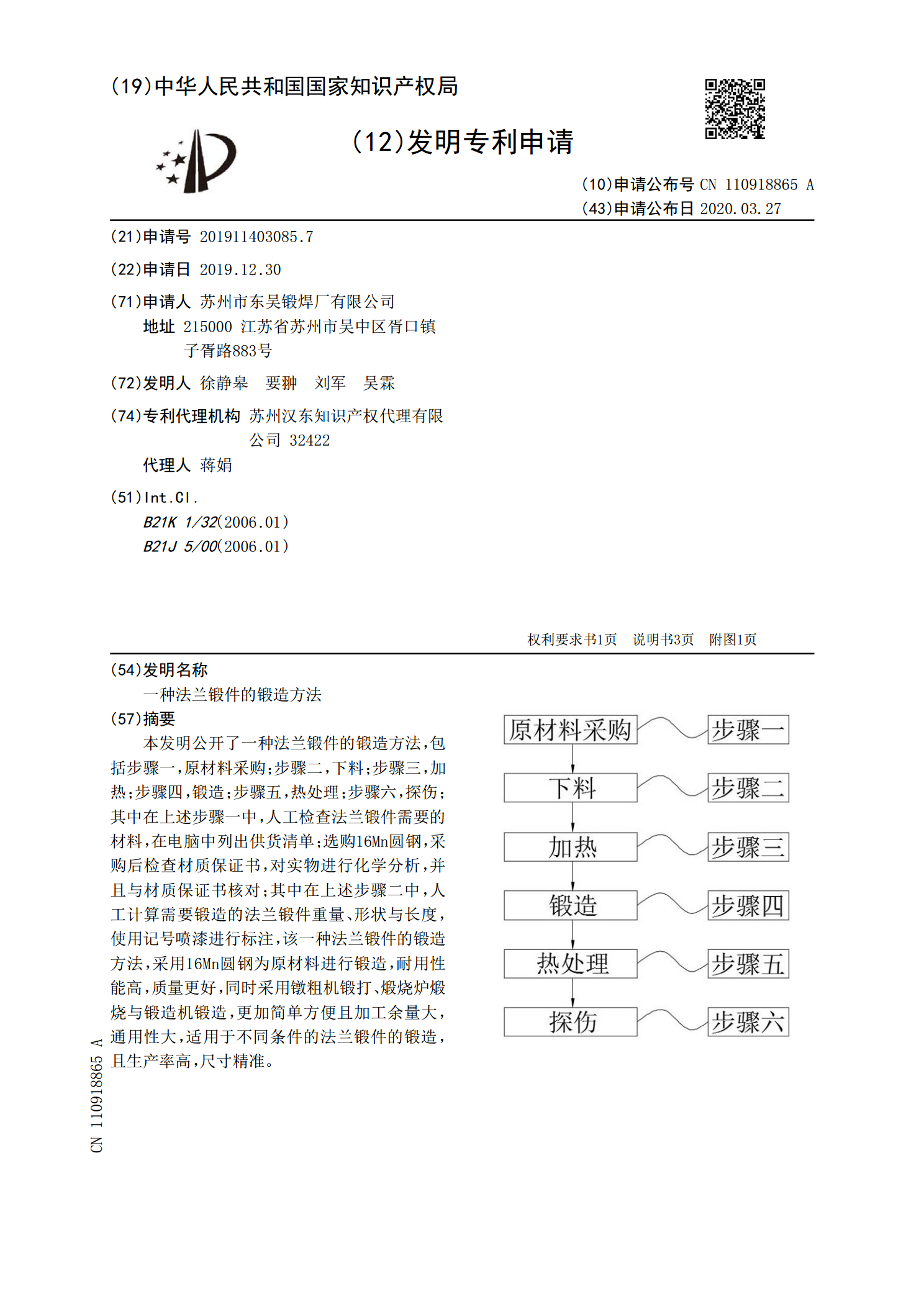
本发明公开了一种法兰锻件的锻造方法,包括步骤一,原材料采购;步骤二,下料;步骤三,加热;步骤四,锻造;步骤五,热处理;步骤六,探伤;其中在上述步骤一中,人工检查法兰锻件需要的材料,在电脑中列出供货清单;选购16Mn圆钢,采购后检查材质保证书,对实物进行化学分析,并且与材质保证书核对;其中在上述步骤二中,人工计算需要锻造的法兰锻件重量、形状与长度,使用记号喷漆进行标注,该一种法兰锻件的锻造方法,采用16Mn圆钢为原材料进行锻造,耐用性能高,质量更好,同时采用镦粗机锻打、煅烧炉煅烧与锻造机锻造,更加简单方便且

带主法兰阀体锻件的锻造方法.pdf
本发明涉及阀门的阀体锻造,具体是一种带主法兰阀体锻件的锻造方法。包括如下步骤:A、坯料加热:坯料加热到始锻温度1200℃±20℃,并在该温度下保温;B、模具预热;C、坯料准备出炉;D预锻:坯料出炉后,坯料放置到预锻模具型腔内,预锻模具上模开始合模,坯料填充满模具型腔形成预锻坯;E终锻:预锻坯从预锻型腔取出放到终锻模具型腔,终锻模具上模的合模,冲头挤压,直至预锻坯完全填满模具型腔,两片体球阀阀体锻件成形。本发明锻件无飞边,能锻出阀体锻件的中间孔,降低锻件重量,节约原材料,提供效率。

法兰球阀锻件的锻造成形模具及成形方法.pdf
本发明涉及锻造,具体是一种法兰球阀锻件的锻造成形模具及成形方法。包括上模,与上模配合的下模,上模设有预锻上模具体和终锻上模具体,下模设有预锻下模具体和终锻下模具体,预锻上模具体和预锻下模具体配合,终锻上模具体与终锻下模具体配合;预锻上模具体的下表面设有环形的凹槽结构,预锻下模具设有与该凹槽结构配合的环形凸出部,凸出部内设有竖直的盲孔;终锻上模具体设有横向的终锻上型腔,终锻下模具体设有与终锻上型腔配合的终锻下型腔,终锻下型腔的两侧分别设有水平的第一和第二冲头;下模设有预锻件顶出机构和终锻件顶出机构。本发明材