
一种合金圆铝杆的生产工艺.pdf

康佳****文库

1/5

2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种合金圆铝杆的生产工艺.pdf
本发明涉及一种电工用合金圆铝杆的生产工艺,其特征在于:所述生产工艺为连续连轧生产方式,按以下步骤进行:(1)、在熔炼炉内装好铝含量为99.60%以上的铝液,使其温度控制在710~770℃;(2)、每吨铝添加工业硅1kg、铁含量75%铁剂5kg和铜含量75%铜剂3kg;(3)、静置10~20分钟后,每吨铝添加稀土合金3kg和铝硼合金4.5kg;(4)、控制炉内温度在720~760℃,开电磁搅拌对铝合金熔体搅拌15~40分钟;(5)、取样分析符合合金标准要求后,用压力为0.1~0.2MPa氩气喷精炼剂精炼10
一种铝硼合金杆的生产工艺.pdf
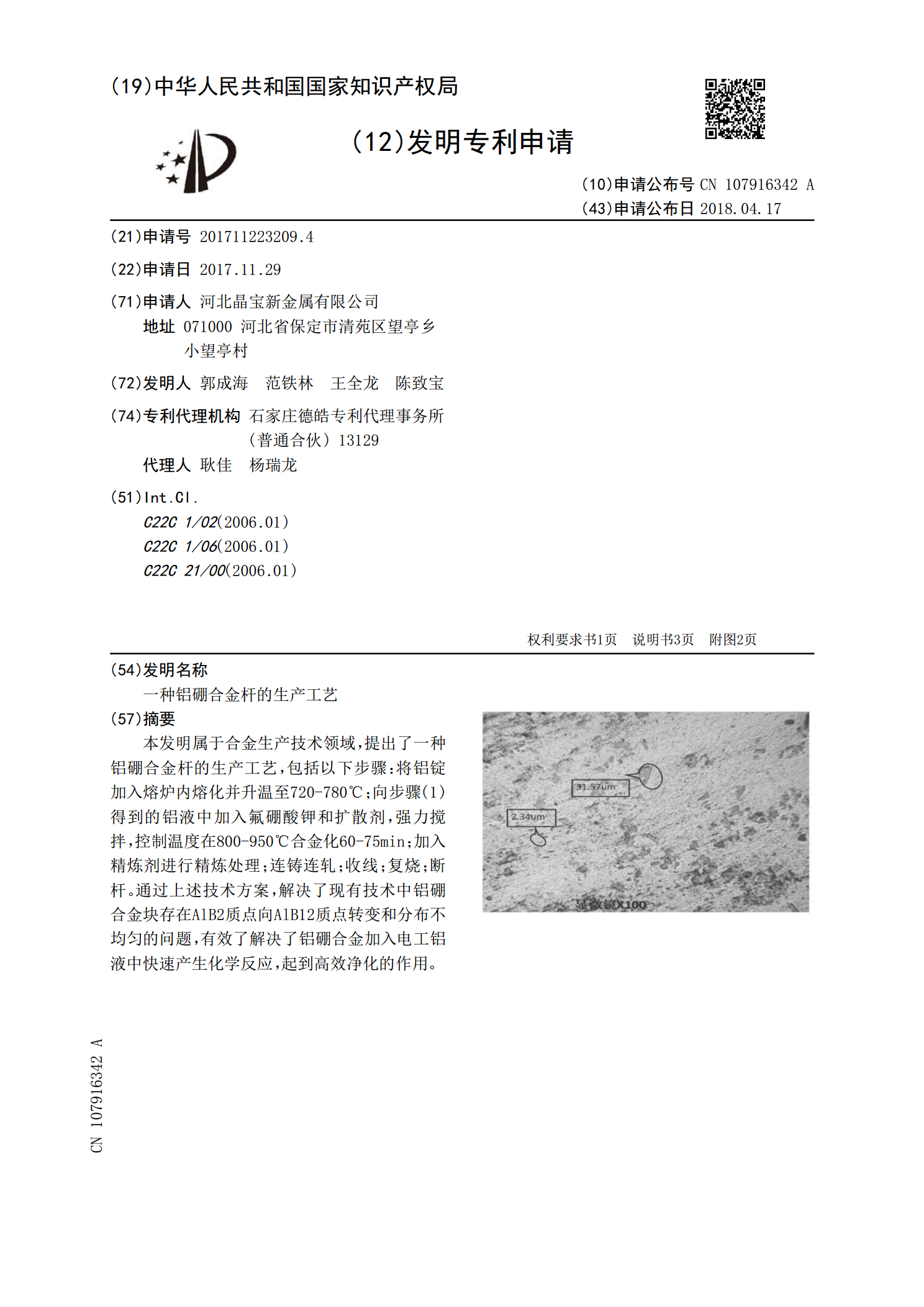
本发明属于合金生产技术领域,提出了一种铝硼合金杆的生产工艺,包括以下步骤:将铝锭加入熔炉内熔化并升温至720‑780℃;向步骤(1)得到的铝液中加入氟硼酸钾和扩散剂,强力搅拌,控制温度在800‑950℃合金化60‑75min;加入精炼剂进行精炼处理;连铸连轧;收线;复烧;断杆。通过上述技术方案,解决了现有技术中铝硼合金块存在AlB2质点向AlB12质点转变和分布不均匀的问题,有效了解决了铝硼合金加入电工铝液中快速产生化学反应,起到高效净化的作用。
一种铝钛合金杆的生产工艺.pdf
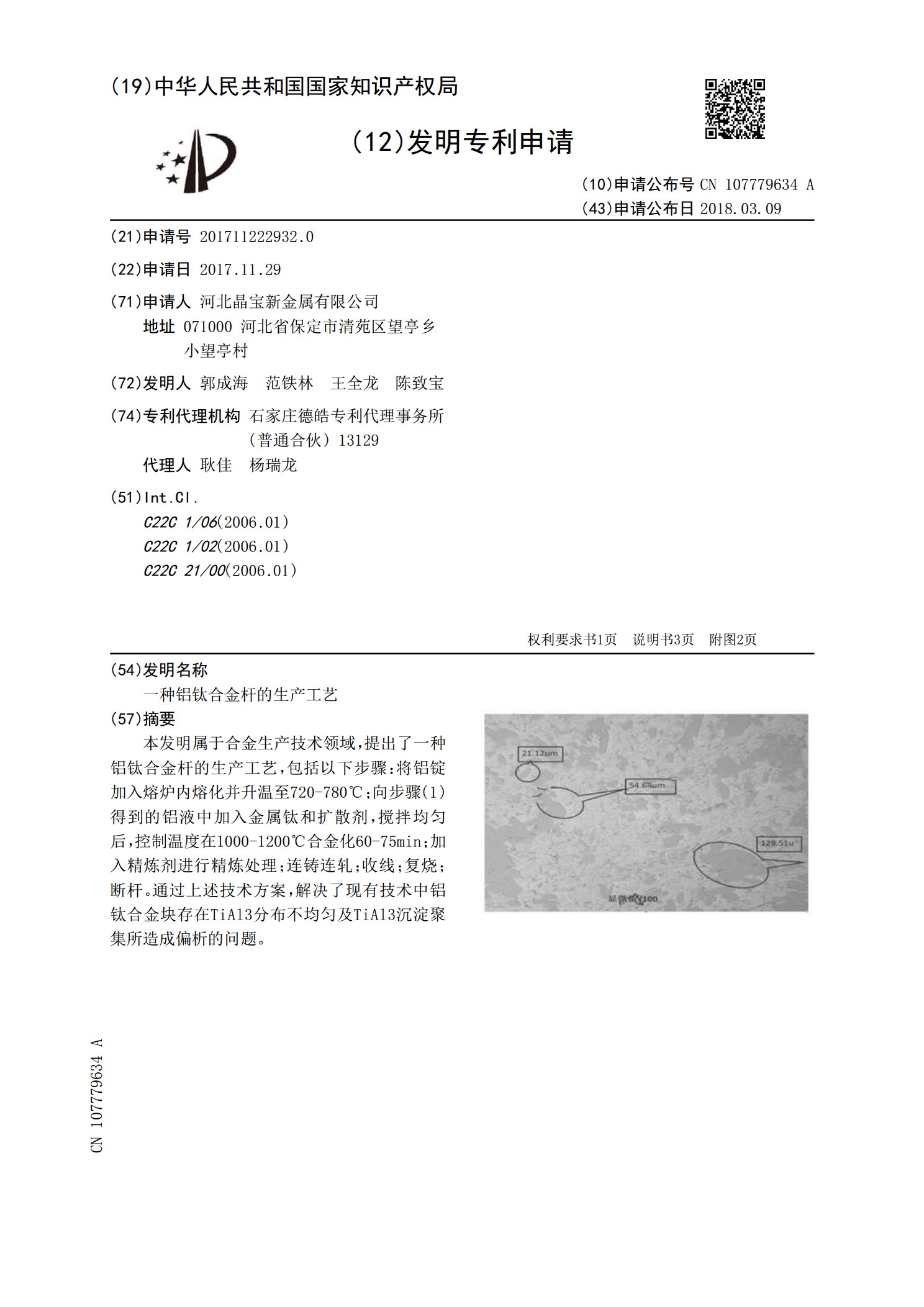
本发明属于合金生产技术领域,提出了一种铝钛合金杆的生产工艺,包括以下步骤:将铝锭加入熔炉内熔化并升温至720‑780℃;向步骤(1)得到的铝液中加入金属钛和扩散剂,搅拌均匀后,控制温度在1000‑1200℃合金化60‑75min;加入精炼剂进行精炼处理;连铸连轧;收线;复烧;断杆。通过上述技术方案,解决了现有技术中铝钛合金块存在TiAl3分布不均匀及TiAl3沉淀聚集所造成偏析的问题。

一种电工圆铝杆的炉前生产工艺.pdf
本发明公开了一种电工圆铝杆的炉前生产工艺,涉及电工圆铝杆生产领域,包括如下步骤:将原料及回料加入到熔炼炉内;利用高纯氩气将精炼剂喷入铝液中进行一次精炼处理;将中间合金原料加入到熔炼炉内,搅拌20‑40min;利用高纯氩气将精炼剂喷入合金溶液中进行二次精炼处理;利用高纯氩气将精炼剂喷入静置后的合金溶液中进行三次精炼处理,若合金溶液达到生产标准流入流槽后静置待用。本发明通过增加永磁搅拌时间和人工搅拌相结合,严格控制精炼温度并增加精炼次数,确保铝液成分均匀性与稳定性,通过加装流槽加热盖板,并实时监测整个流槽内铝
一种电工圆铝杆及其生产工艺.pdf
本发明公开了一种电工圆铝杆,包括以下质量分数的组分:硼0.01‑0.12%、钛0.005‑0.05%、稀土0.005‑0.03%、硅≤0.06%、铁≤0.10%,铝99.7‑99.9%。本发明还公开了电工圆铝杆的生产工艺,包括以下工艺步骤:(1)合金熔液的制备,将原料铝的铝液加入保温炉中,向铝液中添加铝基中间合金并均匀搅拌20‑40min,得到合金熔液;(2)精炼,利用高纯氩气将精炼剂喷入合金熔液中进行精炼处理,精炼完扒渣后撒上覆盖剂,之后将合金熔液静置1‑2h;(3)连铸连轧,将步骤(2)静置后的合金熔