
一种优化β‑γTiAl合金热加工性能的方法.pdf

景福****90

1/8

2/8
3/8
4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种优化β‑γTiAl合金热加工性能的方法.pdf
一种优化β‑γTiAl合金热加工性能的方法,它涉及一种优化β‑γTiAl合金热加工性能的方法。本发明是要解决现有的TiAl合金热加工性能差的问题。方法:将Nb、V、Cr、Mn、Mo、W六种常见元素分别按一定原子百分比添加至TiAl合金中,然后放入感应熔炼炉中熔炼,获得含有不同合金元素的TiAl合金铸锭,然后通过热处理消除成分和组织偏析,考察不同合金元素对TiAl合金中高温β相含量和热加工性能的定量影响,获得了控制高温下β相含量和合金热加工性能的Mo当量公式。本发明用于对β‑γTiAl合金热加工性能进行优化
改善β型γ-TiAl合金热加工性能的方法.pdf
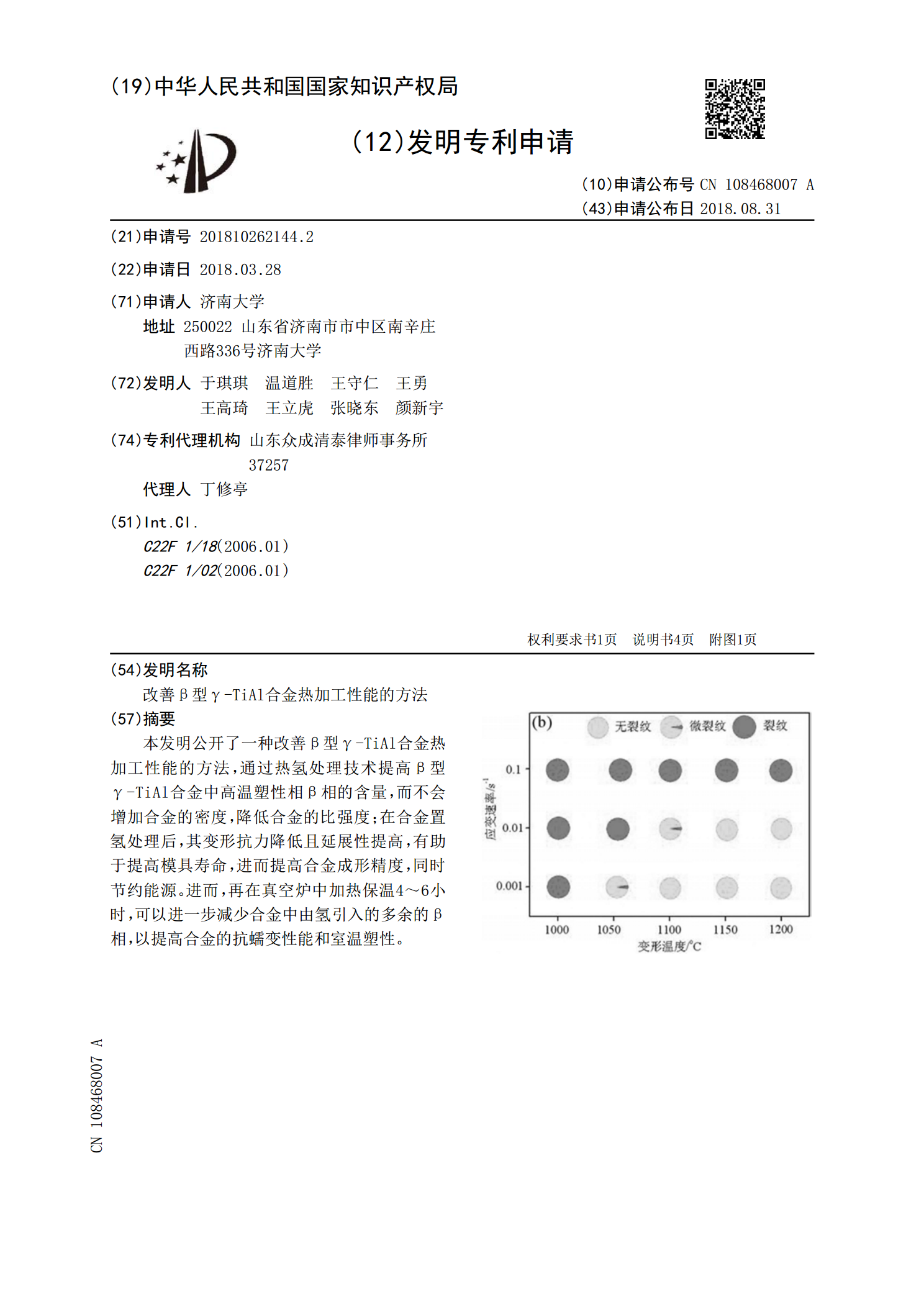
本发明公开了一种改善β型γ‑TiAl合金热加工性能的方法,通过热氢处理技术提高β型γ‑TiAl合金中高温塑性相β相的含量,而不会增加合金的密度,降低合金的比强度;在合金置氢处理后,其变形抗力降低且延展性提高,有助于提高模具寿命,进而提高合金成形精度,同时节约能源。进而,再在真空炉中加热保温4~6小时,可以进一步减少合金中由氢引入的多余的β相,以提高合金的抗蠕变性能和室温塑性。

TiAl合金热加工研究进展.docx
TiAl合金热加工研究进展TiAl合金是一种具有轻质,高温强度和耐腐蚀性能的重要结构材料。由于其优异的综合性能,TiAl合金广泛应用于航空航天、汽车和能源等领域。然而,由于其特殊的化学成分和晶体结构,TiAl合金的热加工过程存在一些难题。本文旨在综述TiAl合金热加工的研究进展,包括热压缩、热挤压、热轧和热等静压等热加工方法,以及相关的微观组织演变和力学性能。热压缩是一种常用的热加工方法,可用于调控TiAl合金的晶粒度和力学性能。研究表明,较高的温度和较长的保温时间有助于晶粒细化和相转变的进行。此外,添加

一种优化铝合金热加工工艺的方法.pdf
本发明提供一种优化铝合金热加工工艺的方法,它是根据铝合金在热变形过程中的热流变特征,构建合金的热加工图。通过综合考虑加工图中安全区与失稳区、动态再结晶发生区、等值轮廓线稀疏区及能耗值的大小来确定合金最适宜的热加工工艺参数,从而有效控制合金的微观组织,提高其热加工性能。该方法利用铝合金在热变形过程中的动态再结晶行为及变形机制的稳定性制定热加工制度,适用性广,易于实现工业化规模生产,适用于各系铝合金材料。步骤简单,考虑全面,实用性强。

一种TiAl合金近等温锻造方法.pdf
本发明公开了一种TiAl合金近等温锻造方法,包括:将预处理后铸锭放入包套中,将包套端盖与包套之间密封;将装入包套的铸锭放入热处理炉中匀速升温加热至1270‑1320℃,到目标温度后保温1‑2h;将液压机压头升温至600℃;完成至少四道次锻造和保温;其中,每进行下一个道次锻造压缩前,将铸锭均沿轴向方向旋转90°,且第一道次和第二道次锻造后的回炉保温时间为1.5h,第三道次及之后道次锻造后的回炉保温时间为1.5‑2.5h;最后一道次回炉保温结束后,随炉冷却至900℃,取出、冷却、去包套后得锻坯。本发明使得锻造