
吹塑成型装置.pdf

猫巷****忠娟


1/10

2/10

3/10

4/10
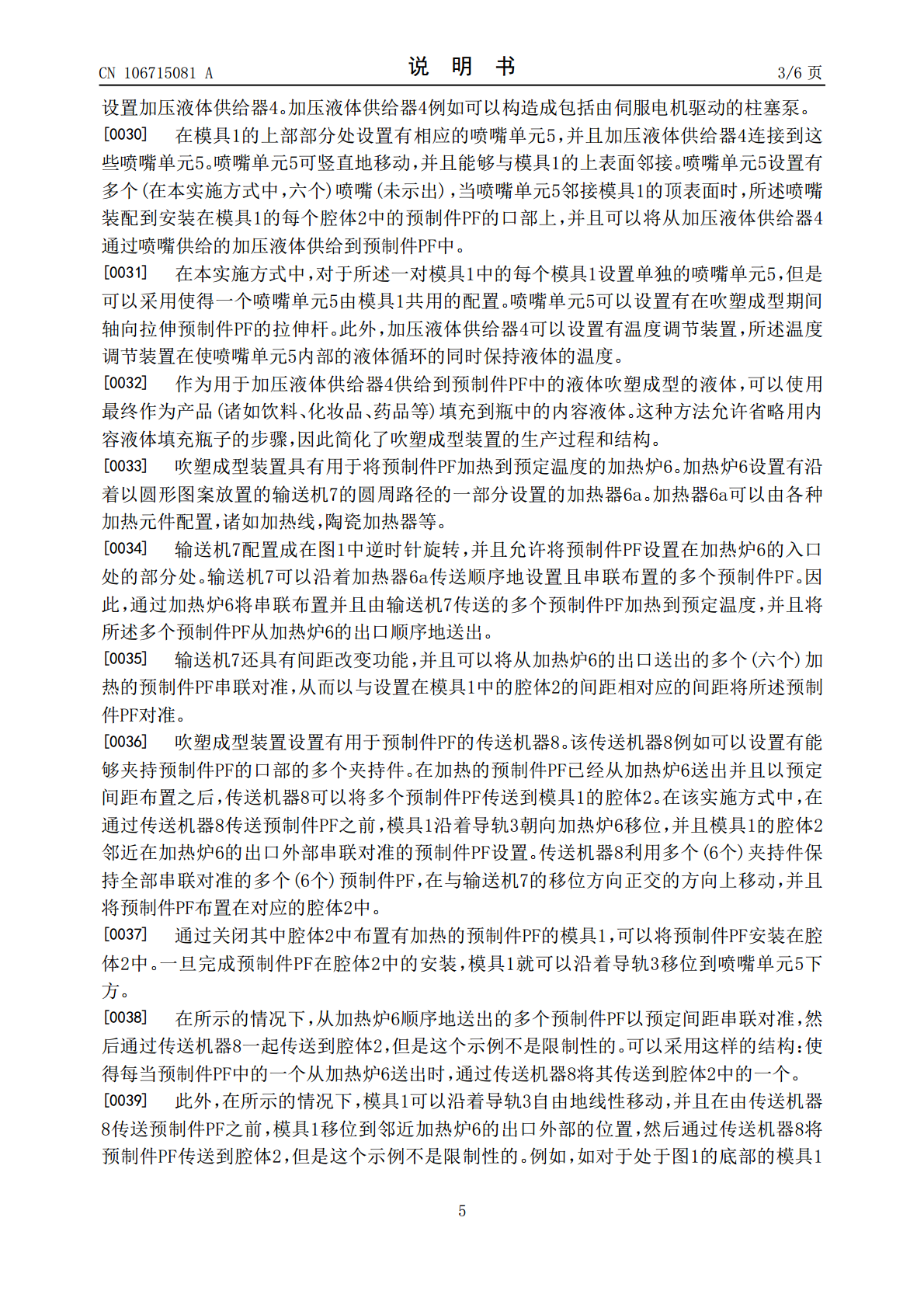
5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

吹塑成型装置.pdf
本发明提供一种吹塑成型装置。该吹塑成型装置(1)具备:加热机构(4),将预成型件(P)加热至适于成型的温度;杀菌剂喷射机构(50),向预成型件(P)喷射杀菌剂;加热成型机构,将预成型件拉伸吹塑成型为瓶子(B);及照射机构(7),向瓶子照射电磁波或超声波。在加热机构(4)对预成型件(P)进行加热之后,杀菌剂喷射机构(50)喷射杀菌剂,并以高温状态的杀菌剂对预成型件(P)进行杀菌。之后,加热成型机构在对预成型件(P)进行拉伸吹塑成型时,在高温状态下对滞留于预成型件(P)的杀菌剂进行补充干燥及补充杀菌。照射机构
吹塑成型装置.pdf
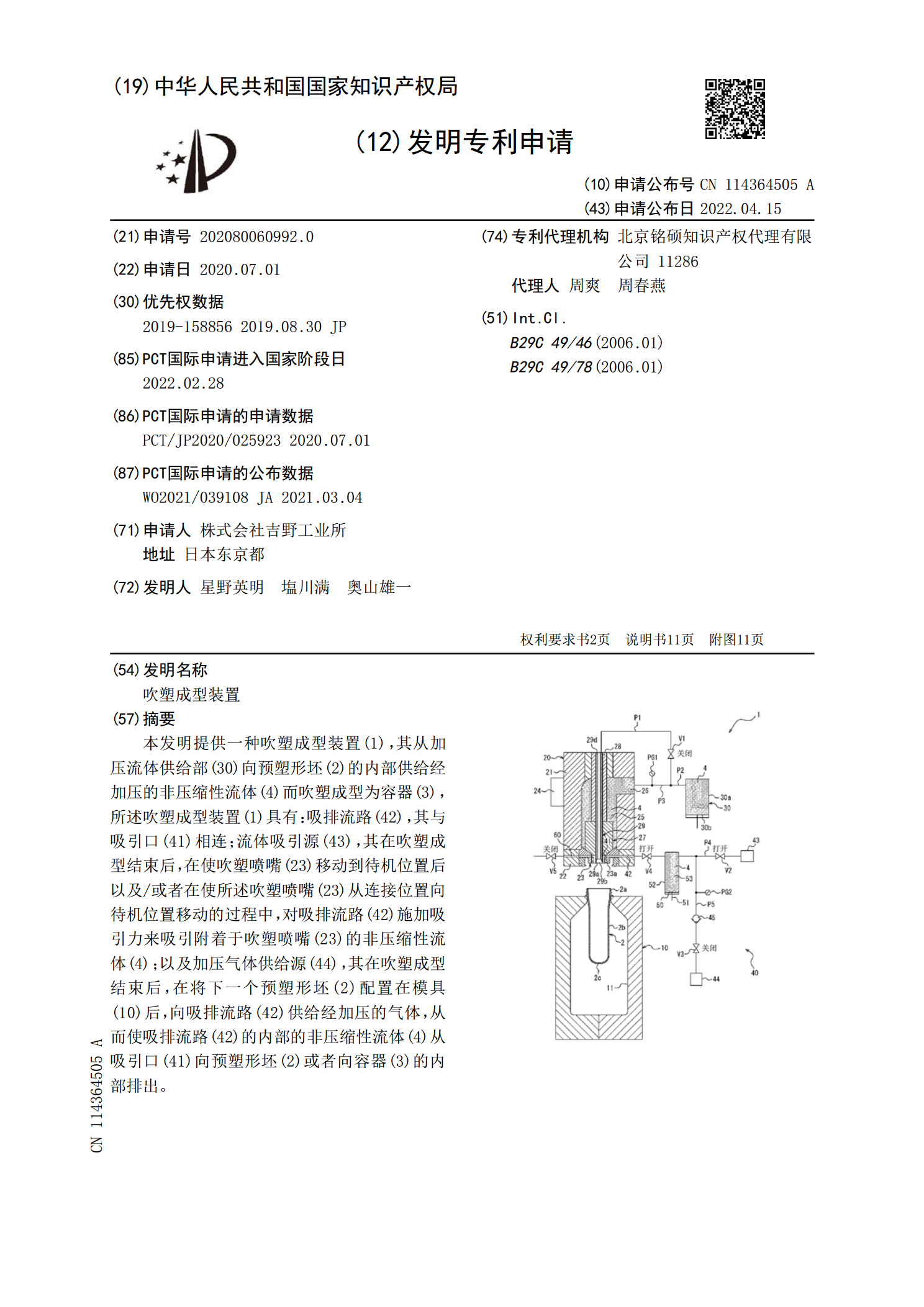
本发明提供一种吹塑成型装置(1),其从加压流体供给部(30)向预塑形坯(2)的内部供给经加压的非压缩性流体(4)而吹塑成型为容器(3),所述吹塑成型装置(1)具有:吸排流路(42),其与吸引口(41)相连;流体吸引源(43),其在吹塑成型结束后,在使吹塑喷嘴(23)移动到待机位置后以及/或者在使所述吹塑喷嘴(23)从连接位置向待机位置移动的过程中,对吸排流路(42)施加吸引力来吸引附着于吹塑喷嘴(23)的非压缩性流体(4);以及加压气体供给源(44),其在吹塑成型结束后,在将下一个预塑形坯(2)配置在模具
吹塑成型装置.pdf
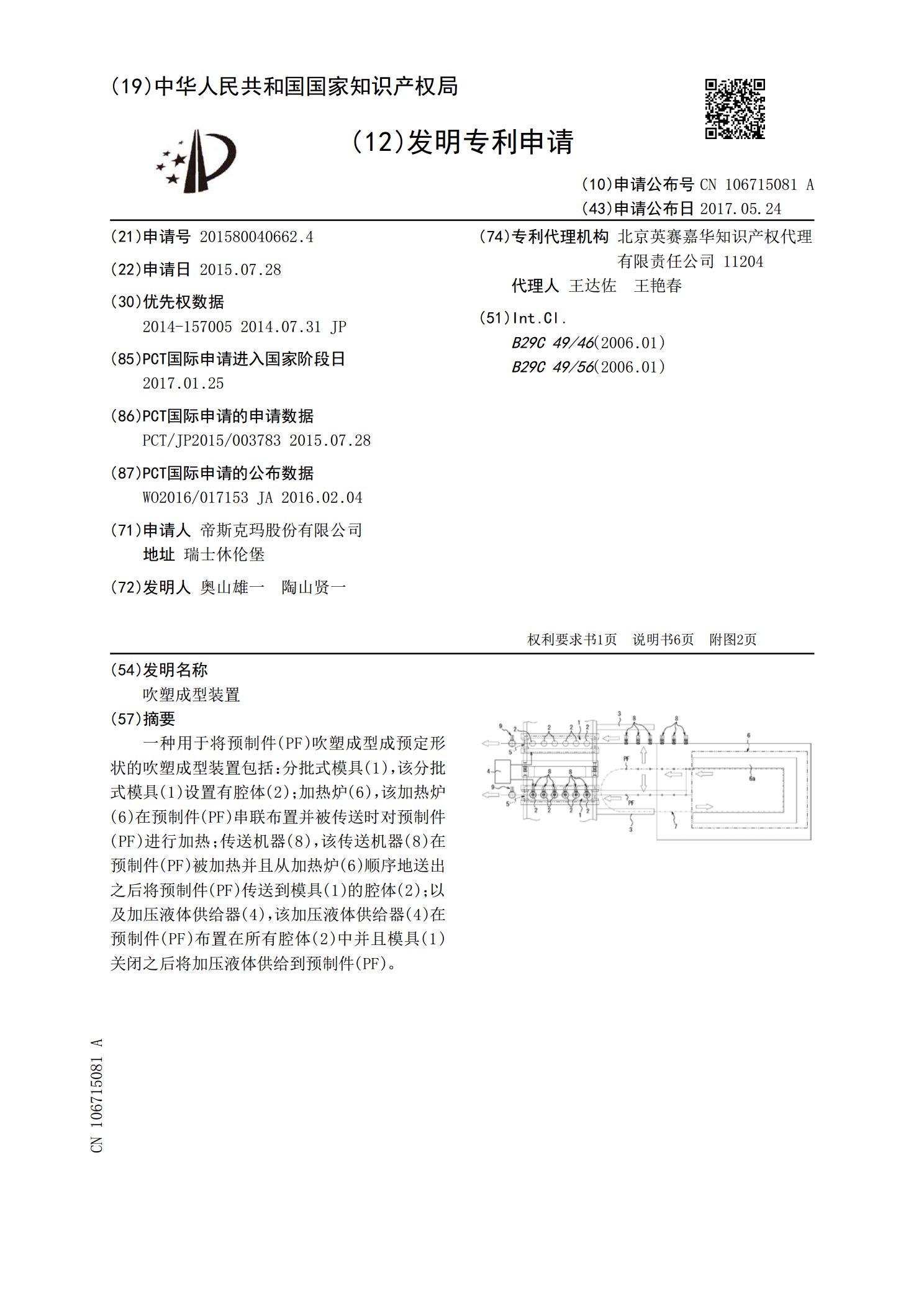
一种用于将预制件(PF)吹塑成型成预定形状的吹塑成型装置包括:分批式模具(1),该分批式模具(1)设置有腔体(2);加热炉(6),该加热炉(6)在预制件(PF)串联布置并被传送时对预制件(PF)进行加热;传送机器(8),该传送机器(8)在预制件(PF)被加热并且从加热炉(6)顺序地送出之后将预制件(PF)传送到模具(1)的腔体(2);以及加压液体供给器(4),该加压液体供给器(4)在预制件(PF)布置在所有腔体(2)中并且模具(1)关闭之后将加压液体供给到预制件(PF)。

液体吹塑成型装置以及液体吹塑成型方法.pdf
液体吹塑成型装置(1)包括:吹塑成型模具(8),以留出预制件(3)的开口(3a)的方式容纳预制件(3),开口(3a)用作预制件(3)的开口端;吹塑喷嘴(10),将加压液体供应到预制件(3)中;分隔壁构件(22)紧密地围绕预制件(3)的开口(3a)的外壁面的外围,并与外壁面形成开口外加压空间(20);以及加压流体供应工具(24),用于将加压流体供应到开口外加压空间(20)中,使得开口外加压空间(20)中的压力变得比预制件(3)内的压力高。
吹塑芯轴装置、设备和用于吹塑成型的方法.pdf
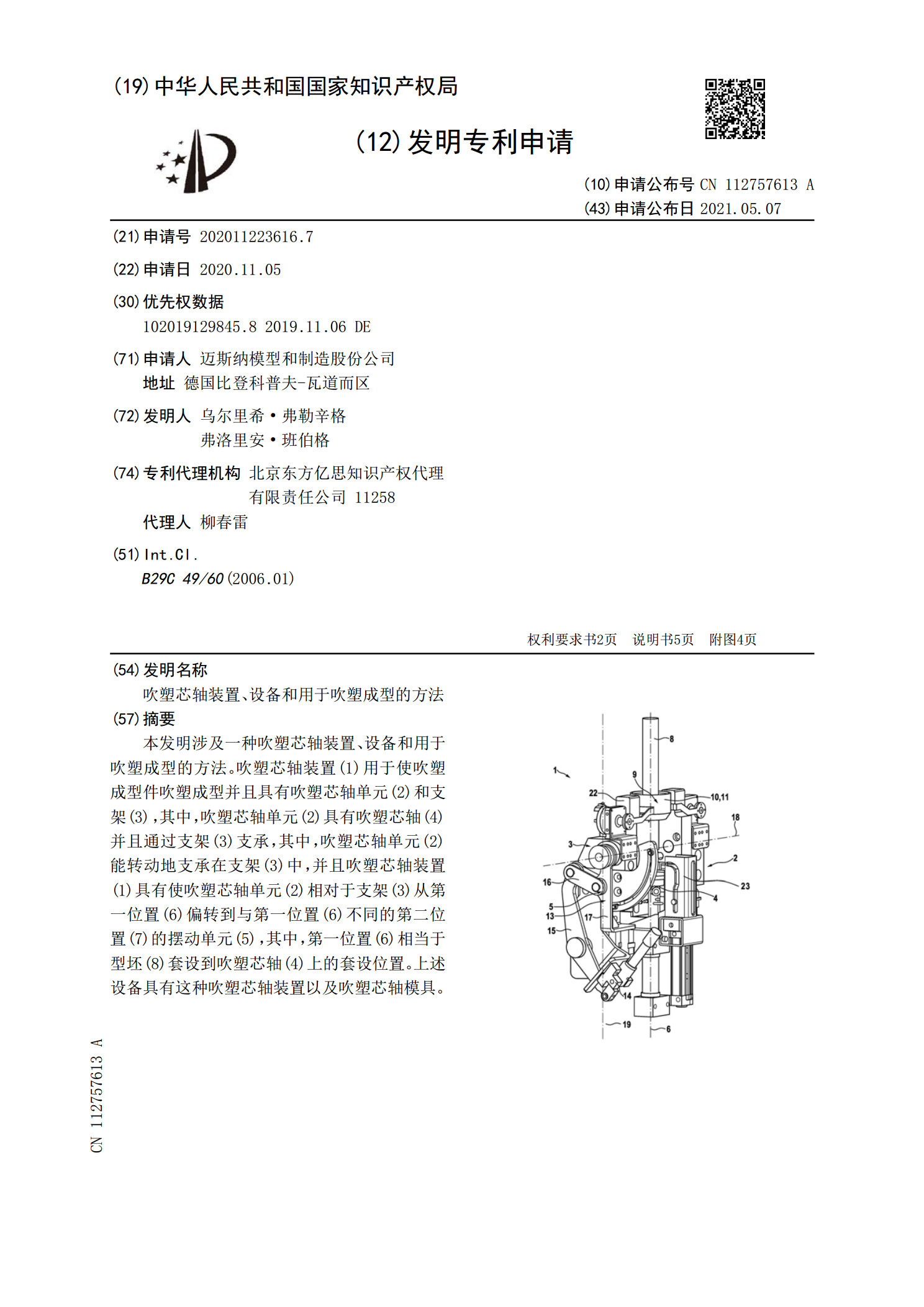
本发明涉及一种吹塑芯轴装置、设备和用于吹塑成型的方法。吹塑芯轴装置(1)用于使吹塑成型件吹塑成型并且具有吹塑芯轴单元(2)和支架(3),其中,吹塑芯轴单元(2)具有吹塑芯轴(4)并且通过支架(3)支承,其中,吹塑芯轴单元(2)能转动地支承在支架(3)中,并且吹塑芯轴装置(1)具有使吹塑芯轴单元(2)相对于支架(3)从第一位置(6)偏转到与第一位置(6)不同的第二位置(7)的摆动单元(5),其中,第一位置(6)相当于型坯(8)套设到吹塑芯轴(4)上的套设位置。上述设备具有这种吹塑芯轴装置以及吹塑芯轴模具。