
一种先进压水堆燃料元件管座机械加工方法.pdf

羽沫****魔王

1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种先进压水堆燃料元件管座机械加工方法.pdf
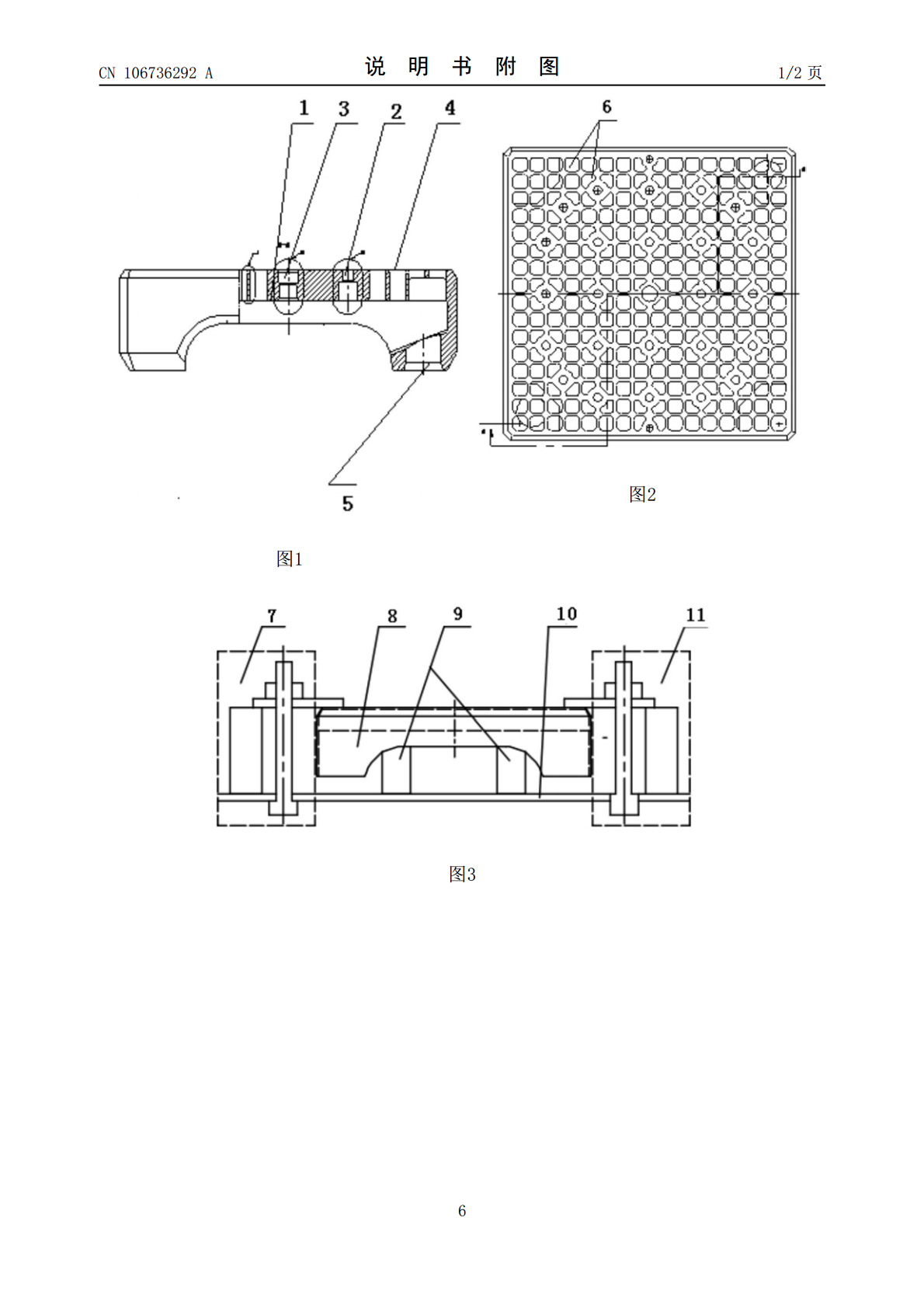
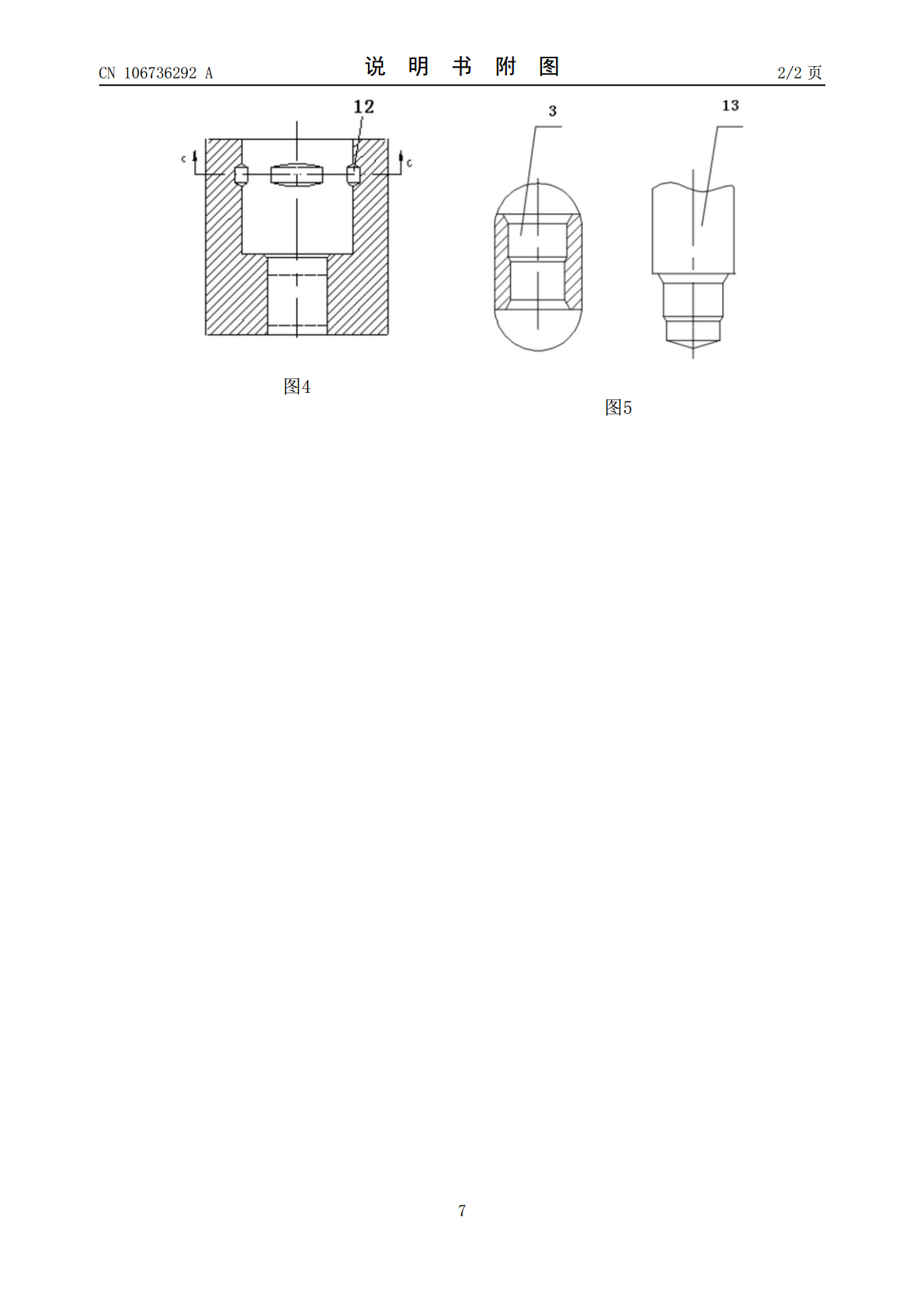
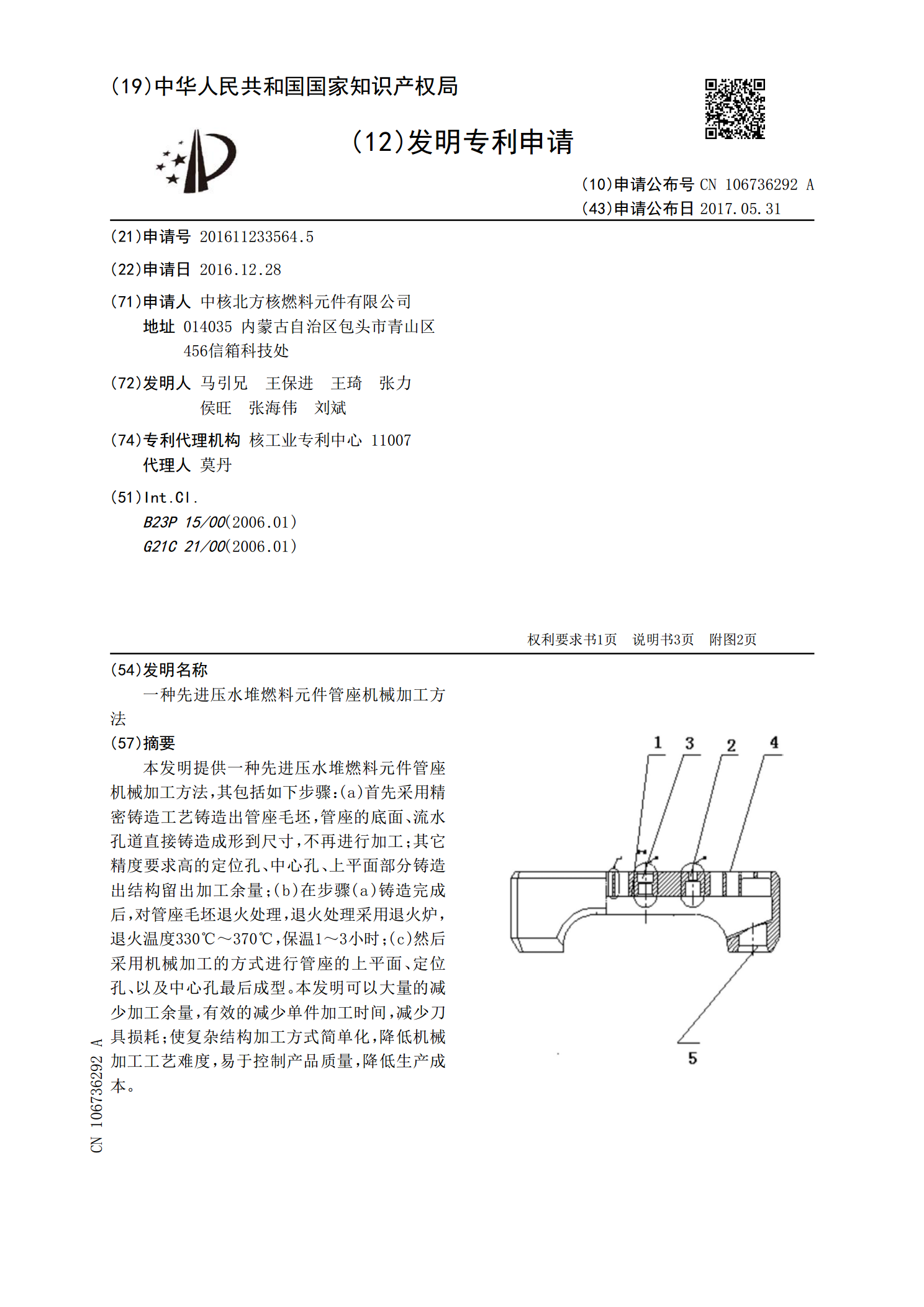
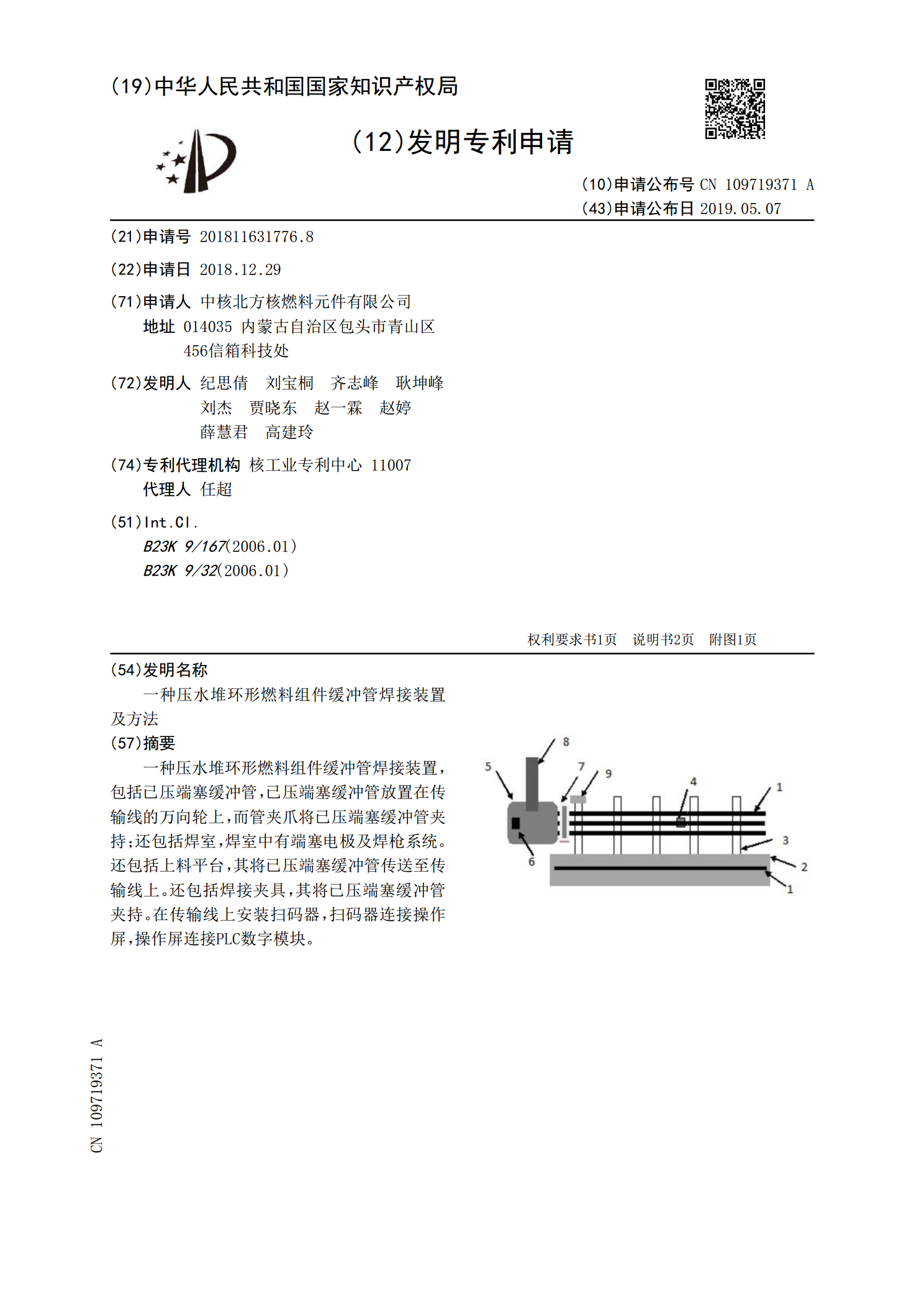
本发明提供一种先进压水堆燃料元件管座机械加工方法,其包括如下步骤:(a)首先采用精密铸造工艺铸造出管座毛坯,管座的底面、流水孔道直接铸造成形到尺寸,不再进行加工;其它精度要求高的定位孔、中心孔、上平面部分铸造出结构留出加工余量;(b)在步骤(a)铸造完成后,对管座毛坯退火处理,退火处理采用退火炉,退火温度330℃~370℃,保温1~3小时;(c)然后采用机械加工的方式进行管座的上平面、定位孔、以及中心孔最后成型。本发明可以大量的减少加工余量,有效的减少单件加工时间,减少刀具损耗;使复杂结构加工方式简单化,
一种压水堆环形燃料组件缓冲管焊接装置及方法.pdf
一种压水堆环形燃料组件缓冲管焊接装置,包括已压端塞缓冲管,已压端塞缓冲管放置在传输线的万向轮上,而管夹爪将已压端塞缓冲管夹持;还包括焊室,焊室中有端塞电极及焊枪系统。还包括上料平台,其将已压端塞缓冲管传送至传输线上。还包括焊接夹具,其将已压端塞缓冲管夹持。在传输线上安装扫码器,扫码器连接操作屏,操作屏连接PLC数字模块。

压水堆核电厂燃料元件破损诊断方法.docx
压水堆核电厂燃料元件破损诊断方法压水堆核电厂是一种非常复杂的体系,它的运行过程需要考虑许多因素。燃料元件是核电厂的一个重要组成部分,由于长时间的使用和不可避免的损耗,燃料元件的破损问题也成为了压水堆核电厂运行过程中非常重要的问题之一。本文将介绍一些常用的燃料元件破损诊断方法,以及这些方法的优缺点和应用范围等问题。燃料元件破损的判定是核电厂日常运行中最为关键的一环。常见的燃料元件破损诊断方法主要包括声学探伤、超声波检测、中子探测、密封床诊断等。下面就逐一介绍这些方法的原理、优缺点和应用范围。声学探伤是容易学

压水堆电站燃料元件破损定位探测方法介绍.docx
压水堆电站燃料元件破损定位探测方法介绍压水堆电站是一种主流的核能发电方式,它通过将水作为工作流体,将核反应堆产生的热能转化为水蒸汽,从而驱动涡轮发电机发电。而燃料元件则是核反应堆中最为核心的部分,它的破损不仅会导致电站停机,还可能会泄漏放射性物质,对环境和人类造成巨大的危害。因此,燃料元件破损的定位探测方法是压水堆电站运行中的重要问题之一。本文将从燃料元件破损的成因、定位探测方法和技术应用等方面进行介绍和探讨。一、燃料元件破损成因压水堆电站中的燃料元件通常由铀燃料棒、氧化铝气体燃料棒和混合燃料棒等组成,其
一种压水堆环形燃料组件导向管焊接装置及方法.pdf
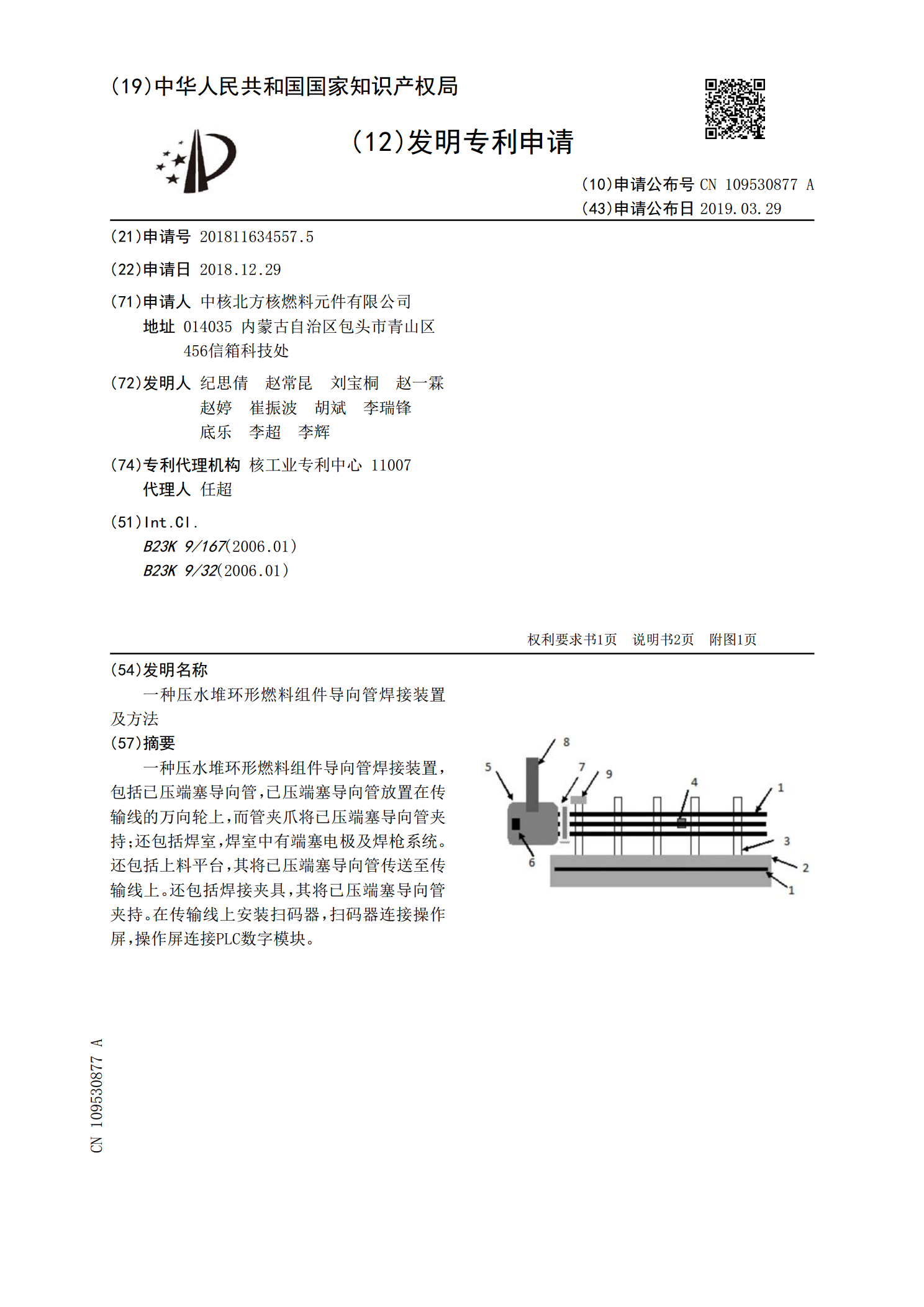
一种压水堆环形燃料组件导向管焊接装置,包括已压端塞导向管,已压端塞导向管放置在传输线的万向轮上,而管夹爪将已压端塞导向管夹持;还包括焊室,焊室中有端塞电极及焊枪系统。还包括上料平台,其将已压端塞导向管传送至传输线上。还包括焊接夹具,其将已压端塞导向管夹持。在传输线上安装扫码器,扫码器连接操作屏,操作屏连接PLC数字模块。